������ᾭ�õIJ��Ϸ�չ����������ˮƽ�IJ�����ߣ����Ǹ������Ʒ�ʡ����������߰�ȫ�Ե������������Ʒ����ʹ�ø���ҵ���������̱���Ҫ����ߵ�Ʒ�ʣ��Ӷ��úܶ�ӹ�����ҵΪ��ӹ���Ʒ���Ⱥ�Ʒ�ʲ�ϧ���ؽ���߶˼���豸��������������˲š����ڼӹ���ҵ��ʹ�õ���õĸ߾��ȼ���豸����������Ӱ���ǣ���ô���ѡ����ʵ�������������أ�
˼�������Ϊרҵ��������������������ң������һЩѡ���飬ϣ���ܸ���Ҵ���һЩ������
��һ��ѡ���ʺϲ�Ʒ�����г̵IJ������������������ʹ�õ�λ��˵���ж��豸���ͺţ��豸��С������Ҫ���������г���Ĺ�С���ﲻ��������Ŀ�ģ��������г����̫���˾ͻ�����Դ�ϵ��˷ѡ�һ����˵������ѡ���豸�ͺŸ�����������Ĺ��������ߴ����������磬��һ������Ϊ400X500X300mm��������ѡ���豸���ͺ�ֻҪѡ��500X600X400mm�Ϳ����ˡ����������ʱ�������������㹤����Ҳͬ���а취���������Ȼ������500X600X400mm�г̵��豸���в�����ֻ����Ҫ����һ�²����ķ�������������Ƽ����ַ�����һ��ʹ��ƴ�ӣ��ڹ������ҵ�һ�����������в��������ֲ����豸�ĶԽ��Ӵ������Χ�ķ��������������ڹ��������������ʱһ��Ҫ�����г̵Ĵ�С��
�ڶ���ѡ����ʲ�Ʒ����ָ��IJ�����������Ҫ�����Լ���Ʒ�ļӹ�������ѡ����ʵIJ����豸���м�飬һ����ѭ���������ͣ����ο�“3��ԭ��”����������һ�ֳ��ȼ����ļ���豸���������ļ�⾫�Ȼ�������йأ��磬�е��豸���ȱ�Ϊ2.8+L/300μm��L��Ϊ�����ļ�ⳤ�ȣ�300��Ϊ�����ṩ�IJ���������Խ�������Ȼ�Խ����������ѡ����ʵ��豸��⾫���Ǻ���Ҫ�ġ����磬�й����ļӹ�����Ҫ��Ϊ��±0.01mm�������ʱ������ѡ������ľ���ָ��Ӧ����0.0033mm�ľ���ָ��Ϳ�������Ҫ���ˡ�
������Ҫѡ��������͵IJ��������������ڲ�����ҵ�IJ��Ϸ�չ���Զ���������ȫ�Զ��ͣ�ȫ�Զ�����ָ��ͷΪ�Զ�ѡ��ǶȲ�ͷ��Ӧ����һ��������չ����Ȼ������Ը����Լ�ʵ������ѡ�������⾫�Ȳ��ߣ�ʹ��Ƶ��Ҳ���࣬����ѡ���ֶ��ͣ����������Ʒ���ܴ���Ҫ��Ҳ�Ƚϸߣ����ʱ����ѡ���Զ���������ȫ�Զ��������ꡣ֮����ѡ���Զ��Ͳ�����������Ϊ������ֶ��͵ľ�����Щ���ƣ����Ա�̲������������������Բ��������������Բ����������ظ��Ծ��ȸߵȡ�������ֶ�����������������������ʱ�����Ľ�������ܴ�����ȷ�����������Ӧ���Ǹ���Ԫ������ֵ��������ʸ�������Ҳ���������ʸ������ȥ���в������Ӷ��õ�����Ԫ����ʵ��Ԫ����ʸ�������ϵIJ�ֵ�����ֶ������������������ʹ��������ʸ������ȥ����Ԫ�أ����Եõ�������ֵҲ�����ܴ�

���ģ�ѡ�������ʱҪѡ����ʵ����������Ҳ�dz���Ҫ�����Դ����¼�������������ؿ��ǣ�
��1���������ڲ�����ҵ��ռ������Ҳ���Dz�����ҵ����������
��2���������Ĺ��ܵ�ѡ�������ļ��㷽���Ƿ�ɿ�����ʲô������
��3����������Ƿ�����Ҫ���������ܵ�ǿ�����ֱ��Ӱ�������Dz�����Ч�ʺͿɿ��ԡ����磬�Ƿ������У�����ǵ������Ʒ����������û�����й��ܣ��Dz���Ч�ʽ����Ƿdz���������3Dģ���Ƿ죿Ŀǰ�кܶ��������������ģ�൱�����ر��Ǵ���ģ��20M���ϣ�����Щ�����100M�����͵��벻��ȥ�������ģ����ҵ��������ߡ��ܽ���Ʒ�ȵIJ����������������ģ����������Ƿ㣿�����Ƿ�ȫ����ʱ�����Dz���λ�ö��ǣ��������ʵ�塢��Сʵ�塢����ԭ���Ƿ�������ۣ����㲻���㣿����ģ�ͱ�̡��ѻ�����Ƿ���٣�����������ⶼ������ѡ������ʱ����Ҫ���ǵġ�˼�����ӵ��ȫ����õIJ������� PC-DMIS������PC-DMIS�������ѳ�Ϊ������������г��ı��������
��������
���壬��������������ҵ�����ۺϿ����������Ƿ�λ����˾�����������������ܷ����㾫���豸�������������ڲ�����ҵ�Ŀڱ���ô�����ܷ�Ϊ�����豸���ڷ�����߸��õı��ϡ�˼���������רҵ��������������ǵ�רҵ�������쳧�ҡ�˼��������м���ȫ����Դ�����ػ����������ƣ�ȷ����Ʒ�ļ��������Ժ�Ʒ�ʵĿɿ��ԡ����Ʒ�����ù���һ���ı����Ӳ�Ʒ�������㲿����Ӧ���������졢�������������ۺ��ÿһ���ڣ�ʹ֮�����ṩ��ȫ��ͻ�����Щ��֤��˼������������Dz�Ʒ�ĸ��Լ۱ȣ�ӵ�й�������ͬ�й�˾�����߱��ĺ��ľ�������Ҳ��ˣ�˼�����������������ڹ��������������Ʒ�����������������������걣�ֵ�һ��
�������豸������Ч�ʺͻ������ȶ��Լ��豸���ظ��Ե�ѡ����Щ��Ҫ�в��ʡ��ṹ������ϵͳ�Ⱦ�����Ŀǰ�г����õIJ�����Ҫ�У������ҡ����������մɵȡ������ֶ��ͺ�һЩ�����͵Ļ����û����ң����ڵĺ߶�һЩ���õĻ����Ǻ����������մɻ��������ڳ��߾����豸�ϣ��纽�պ���ȡ������ֲ�����Ҫ�����������أ����ȣ�����ʯ�Ƕ��Եģ������ԱȽϲһ���¶ȱ仯ʱ�������ѹ�������Σ������������ԱȽϺã��¶ȱ仯��һ�㶼��ֱ���Ա仯���ɿأ����Ҳ����ᣬ�豸�����ٶȿ졣���մ���������õġ��������Ҳ�ȽϹ�һ�㲻���ھ������豸�ϡ��ṹ��״��Ҳ��������ģ�Ŀǰ�з��Ρ��ȱ������Ρ�ֱ�������εȡ���Ҫ�Ǿ����豸��Ť�ں��ԣ���Ҷ�֪�������ε�������ͣ����ȱ���������ͣ������豸�˶���������С���ظ�����Ȼ�ͺ��ˡ�
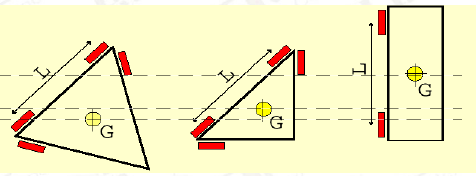
������ṹ��״ͼ
������Щ�Ƕ���ѡ�������������ʱ��һЩ���飬ϣ����������������