������
��1.�й�һ�ϼ�������˾���ղ����о��������� ���� 471004��2.һ�ϣ����������ͻ�����˾������ ���� 471004��
ժҪ��ͨ����ѧ�ɷ֡���������ɨ����������ȷ����Գ�Ȧ��˨���з����������������Ȧ��˨��������������ӳٶ��Ѷ���ɵġ���Զ���ԭ���������������ԭ��Ͳ�ȡԤ����ʩ��
�ؼ��ʣ���Ȧ��˨;���;�ӳ�;Ԥ����ʩ
��ͼ����ţ�TB31 ���ױ�ʶ�룺B
Fracture Analysis of Gear Ring Bolt
YANG Yong-sheng1 ��TONG Jian-ping2��Liu Yan1��Du Gang-feng1
��1.Technology & Material Research Institute China Yitou Group Co.ltd , Luoyang 471004,China
2. The Diesel Yitou(LuoYang) Co.ltd ,Luoyang 471004,China��
Abstract: The cracking gear ring bolt was analyzed by chemical analysis��metallography examination and scanning electron microscope. The rezsults showed that the cracking reason of was hydrogen embrittlement fracture. The reason of hydrogen embrittlement was analyzed and the preventive measures were taken.
Key words: Gear ring bolt; Hydrogen embrittlement;Delay; Preventive measures
1.���˵����
��ij���ͻ���˾�����Ա���ܣ���Ȧ��˨���÷綯���ֽ���װ�䣬Ȼ��ʹ����ϴ��������ϴ����װ��ǰ�ķ��ù����з����ж����˨ͻȻ�������ѣ����Ѳ�λ��һ���Ĺ����ԡ�Ϊ���ҳ���˨���ѵ�ԭ�����´�ͬ������ķ�������ѡ���д����ԵĶ�����˨���к�ۡ��۷�������Ȧ��˨����Ҫ����Ϊ40Cr��ǿ�ȵȼ�Ϊ12.9���������п��
2.��������
2.1��۹۲�
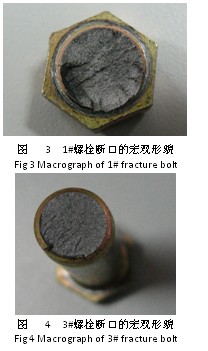
��Ȧ�����ֺ���Ȧ�������ͨ����Ȧ��˨������������װ������ò��ͼ1����˨��������λ�������ѡ���ֻ�ܹ�һ����λ�Ƕ���ͷ�˽��Ӵ�����һ����λ�Ƕ�����˨���Ƹ�������������λ���л��ӹ���ǣ���ͼ2��������ͬ��λ�ĶϿھ�Ϊһ���Դ��ԶϿڣ��Ͽ���ɫΪ����ɫ������Դ��δ���������Եĺ��ȱ�ݴ��ڣ���ͼ3��4��

2.2�۹۲�
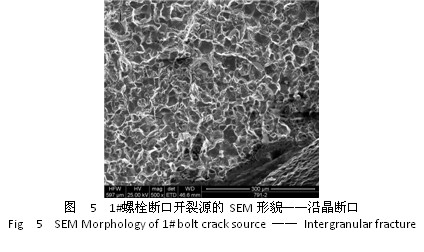
��ɨ�����������1��3#��˨�����ڲ�ͬ��λ���Ͽڽ�������ò�۲죬��1��3#��˨�Ͽڿ���Դ�����ҶϿڵ�����ò��Ϊ�ؾ��Ͽڡ���ͼ5��6

2.3����
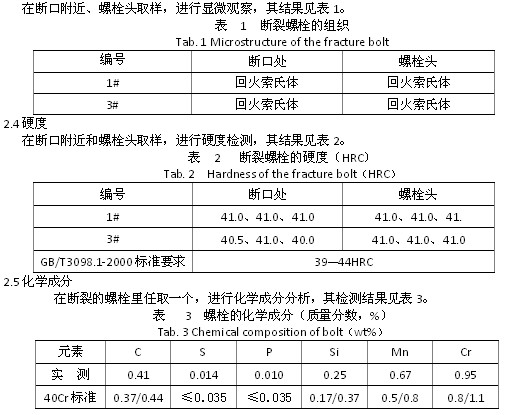
�ڶϿڸ�������˨ͷȡ�����������۲죬��������1��
3.��������:
3.1��Ȧ��˨Ӳ�Ⱥ���֯���ϼ���Ҫ��
3.2��Ȧ��˨�Ļ�ѧ�ɷַ��ϼ���Ҫ��
3.3���ڳ�Ȧ��˨�Ķ��ѹ��̣�װ��Ԥ��Ӧ���������ӳٶ��ѣ����������̣�������п�����������Ѳ�λ��ͷ�˽��Ӵ������Ƹ��������ڼ��Ӧ�����У����Ͽ����������ԶϿ������������ط������������������ȷ���ݶ�����Ϊ������¡�
4.���ۣ�
��Ȧ��˨��װ�����ù����з������������������ɵġ�
5.��ȡ�Ĵ�ʩ��
������ڻ���Ӧ�������µ��ӳ��ƶϡ����������ƶ�ʧЧ�����������ͨ����������ϸ��ͻȻ�����ģ���ĿǰΪֹ��û����Ч�ֶΣ��ܶ�δʹ�õ����ȷ�ж��Ƿ�ᷢ����ࣩ��ֻ��ͨ��������������еĹ��տ���������������ķ�����
5.1����ڶ�п�����У�������ϴ�Ͷ�пʱ����ʹ��������⣬����������ɶ�п���̺�Ӧ��ʱ����ȥ�������������ȵ�100~300�棬����1~5h,����ȥ��[1]����
5.2�����µı��洦������——�������[2]��ʹ�ò��ϴ������̶ž���������������������ǵ�����ʽ������洦���ĸ��¼�������Ϳ����м��õĿ���ʴ�ԣ�����࣬���ȣ� �����ղ���ȫ���̱�·ѭ��Ϳ����ʽ������ȫ��������Ⱦ�ŷ����ԣ��ɴ�����п������ӡ��Ƚ���п�ȴ�ͳ���գ���һ��“��ɫ���”�������ƾ������¼��㣺 1.��ǿ����ʴ���ܡ� 2.������ԣ�������ǰ�������ܷ��������ڽ��У���������ϴ������ų�����������ʴ��������Ŀ����ԡ���ˣ������Ϳ���ر�������δ �� 1000N/mm2��ǿ����˨�͵�������Ĺ����� 3.�������ԣ�����������¸�ʴ�������¶ȿɴ�300�����ϡ�����ͳ�Ķ�п���գ��¶ȴﵽ100�� ʱ���Ѿ���Ƥ�����ˡ� 4.���������Ϳ���ܺã������Ϳ����������������õĽ��������������������Ϳ����ǿ�ҵ�ճ���ԣ�����������������Ϳ��ɫ�����л�Ϳ��Ľ����������������Ĥ�� 5.���õ����ԣ����ھ�������ЧӦ����������ס����죬�ܼ����ڱڵȲ�λ���Ե����п����˹�����������λ�����õ�Ƶķ������б��������������Խ��빤������Щ��λ�γɴ����Ϳ�㡣 6.����Ⱦ������������������ӹ�������Ϳ�������������У���������Ի�������Ⱦ�ķ�ˮ������ �������������������˴����ɱ���
�ο����ף�
[1] ����һ. ���洦�������ֲ�[M]. �Ϻ����Ϻ���ѧ���������� 1991.01
[2] ���ҫ��������. dz̸�������������������ҵ�е�Ӧ��[J]. ����������2007��2����32~34
����飺��������1978—�����У����������ˣ��й�һ�ϼ�������˾���ղ����о������������о������Σ�������ʦ��ѧʿѧλ����Ҫ���½������Ͻ��ࡢ���ܡ�ʧЧ�����ȹ�����