½����
����������������ҵ����˾�� ���� ���� 545007��
ժҪ������ij����������Ƭ���ܳ�ü���ģ����ƣ���ϸ�������ྫ������ij�ѹ���ա�ģ�߽ṹ������ص㣬�����������ѹ���մ��ڵ�ȱ�ݣ�����֤������ĸ߾��Ⱥ�����������ʡ�
�ؼ��ʣ����ܳ�ã�����ģ�����շ���������������
��ͼ����ţ�TG386.2 ���ױ�ʶ�룺B ���±�ţ�1001-2168��2012��07-0000-00
1 �������
ij����������Ƭ��ͼ1��ʾ������08F�֣��Ϻ�1.8 mm����������Ϊ6���/�£���þ���Ҫ��ߣ��������ȥë�̡��������ѵ㣺��Ҫ����φ5.20+0.15 ��φ6.50+0.2 mm����0.50+0.1 mm�ij��ף������ڳ����г��φ2.50+0.05��φ3.20+0.05 mm�Ŀף���˸ߵľ���Ҫ�����ھ��ܳ�ã����������������ֻ���ü���ģ���г�ã�������������Ҫ��
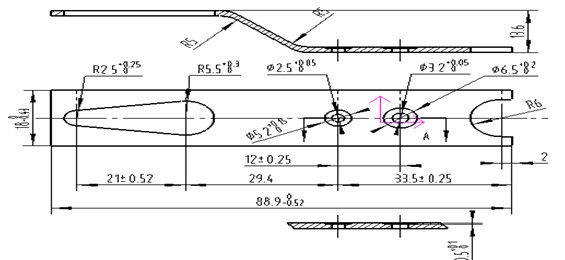
ͼ1 ���ͼ
2 ���շ���
���Ҫ���������ף����ڳ����ڳ����С�ף�������������ô��ij�ù�����һ����ó��ι��ա�������ó��ι��ա�������ó��ι���3�ַ�����
һ����ó��ι��ղ��õ���̨��ʽģ��һ�����Σ��ŵ���ģ�߽ṹ������Ч�ʸߡ�ȱ�����ڳ��ʱ��������������ɿ��ܱ߲���Ӧ�����У�����������Σ�С��ë�̴���ģ�������̡�
������ó��ι��գ���һ���ȳ���ף��������ڳ����·������ϲ���װ����IJ��ϣ��ڶ�����С�ס��˹����������Ϻ����2 mm��������Ϻ�С��2 mm��������ײ������������ǵ���̫��ʱ,�������ϲ����ѹ������ԭ��,���ϱȽ����������ϲ���,��������ܱ��������壩��������ó��ι����ŵ�������Ч�ʽϸߣ�����С��ë�̱Ƚ�С�����������塢ͻ���ȱ�ݣ�ȱ������������ʱ���ײ�����������
������ó��ι��գ��ȳ������С�ף��ٳ���ף����С�ס��ŵ�����������塢�����Σ���Ӧ����ȱ��������Ч�ʵ͡�
����������β��õ��Ǽ���ģ������Ч�ʱȽϸߣ��ɲ���������ó�������Ч�ʵ͵����⣬����ȷ������������ó��ι��ա�������ճ��ι�������→��φ2.9��φ3.6 mm���տף��˿ױ�φ2.50+0.05��φ3.20+0.05 mm����ҪΪ�˸�ѹ����ʱ�ṩ���Ͽռ䣩→��φ5.20+0.15 ��φ6.50+0.2 mm����→��R6��R5.5��R2.5 mm��Բ��→�ٳ�φ2.50+0.05��φ3.20+0.05 mm��→����→�бߡ����Ρ�ȥë�̡�
3 �������
�����Ǽ���ģ��ƵĹؼ����õ��������ղ������������Ч�ʣ����ܽ�Լ�ɱ��ͻ���ռ���ʡ����ݹ��շ���������ṹ������ȷ������ij��ι�����ͼ2��ʾ������9����λ�����ò��н��ж��࣬��֤����ƽ���ͽ������ι���Ϊ�����→�����→������→ȥë��→Уƽ→���→�ղ�→����→�жϡ�
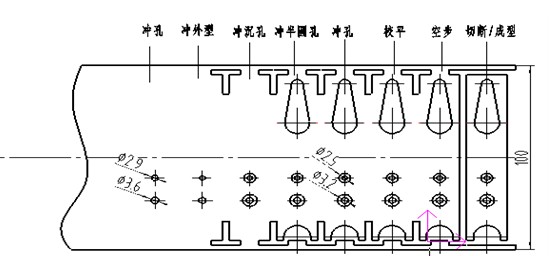
ͼ2 ����ͼ
4 ���������
��������ߴ磬�ɼ������һ����������ܱ��пڳߴ�L=355.96 mm���״γ�ó��⣩������τ=255 MPa��t=1.8 mm����K=1.3ʱ������ݹ�ʽ����ó������
F=KLτt=1.3×355.96×255×1.8=212.4 kN
ж��������Ϊ��ж��ϵ��Kx=0.06�����ݹ�ʽ��Fx=KxF=212.4×0.06=12.74 kN
�Ƽ�������Ϊ�������Ϻ�ȡ��ģ�п�ֱ�ڸ߶�h≥6 mm��Ϊ��ʹ��ģ��ģ�����㹻��ǿ�ȣ���ģֱ�ڸ߶�ȡh=6+4=10mm��ֱ�ڣ��пڣ��߶�ȡ14 mm�е�ƫ����Ϊ�Ϻ�ֻ��1.8mm����n=h/t=10/1.8=5.5��ȡKt=0.09�����Ft=nKtF=5.5×0.09×212.4=105.1 kN��
����ΣF=F+Ft=212.4+105.1=317.5 kN����˿�ѡ500 kNѹ����,ѹ�����ͺſɲο�����JD21-50���Դ��Զ����ϻ���
5 ģ�߽ṹ
ģ�߽ṹ��ͼ3��ʾ���ɶ���ģ����ɡ�ģ�߽ṹ�Ƚϸ��ӣ�Ϊ��ȷ������ľ��ȣ�ģ�����ܲ�����4�����ܹ��鵼���������ģ�ߵ�ÿ������������T�Ͳ��У��������ͽ������������Զ����ϵ����ã���֤���ϰ����ͽ���ͬʱ�ڶ��λ�ð�װ�������Ͱ������ͼ��װ�ã������ֶα�֤���϶�λȷ��
����������Ƚϸߣ�Ϊ��֤��ͷ����ģ���൶��ʹ���������ȶ��ԣ�����ͷ����ģ���൶������Ӳ�ʺϽ�ּ��Ϻ��ʵ��ȴ����������ɡ�
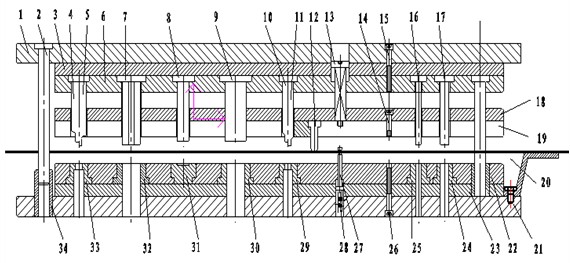
ͼ3 ģ�߽ṹ
1.��ģ�� 2.���� 3.�̶����� 4.ģ 5.ģ 6.�̶��� 7.������ģ 8.����ģ 9.ģ 10.ģ 11.ģ 12.������ 13.�����ݸ� 14.�����ݶ� 15.�����ݶ� 16.�ж�ģ 17.�ж�ģ 18.ж�ϰ��� 19.ж�ϰ� 20.���� 21.��ģ�� 22.��ģ�� 23.��ģ���� 24.�жϰ�ģ 25.�жϰ�ģ 26.�����ݶ� 27.�������� 28.���� 29.��װ�ģ 30.��װ�ģ 31.����װ�ģ 32.�����Ͱ�ģ 33.��װ�ģ 34.����
6 ������
���Ĵӳ�ѹ���յ����ӽ��з�����ͨ���Ե�������ó��ͣ������ó��ͣ������ó��ͽ�ϼ���ģ�ıȽϣ����еó����ʺϱ�����Ͼ��ܳ������ܸ�Ч�������İ취�����ֳ�÷��������������������׳��ֵļӹ�Ӳ�������������ȱ�ݣ�ͬʱ��ѹ������ԭ���ĵ������ñ��Ŀǰ�ļ�����ã�����������Ͷ�����Ч�ʣ��ֱ�֤������ľ��ȣ���ˣ��˷��������ƵĽṹ�������������ƹ�ļ�ֵ��
�����:
[1]������,��ѹ������ģ�����[M].����:��е��ҵ������,1997��120-169
[2]¬�շ�.��ѹģ�߹���ѧ[M].����:��е��ҵ������,1998:80-126
[3]����ʤ�����ֵȣ���������̨�����ͳ������о�[J].����:ģ�߹�ҵ��2010��36��6��39-40.
[4]Ѧ����.��ѹģ����������ѵ�������[M].����:��е��ҵ������,2003:243-253.
[5]������,�����ĵȣ������λ����ģ���[J].����:ģ�߹�ҵ��2011��37��8��29-30
An auto adjusting shim precision blanking progresive die design
LU jian-ju
Liuzhou wuling motor co.,Ltd (liuzhou of guangxi)
Abstract: This paper introduced the car engine front hinged buckle parts precision stamping progressive die design, and a detailed analysis of the special precision parts stamping process, the mold structure, design features, especially the introduction of sheet metal stamping process and the deep holes of progressive die production, solves the stamping process defects, and great guarantee the parts of the high precision requirements and improve the production efficiency of this kind of parts
Key word:precision blanking progresive die prescess analysis layout countsunk hole punch