ժҪ�����ָ�ǿ����˨�ڰ�װʱ���ѣ��Ͽ�ͨ����ۡ��羵ɨ�衢�������Ⱦ�δ�����쳣�����������ۼ��鷽��������˨����ĥ�������ƴ��ڡ��ʶ�������Դ������̽�����������������˨ĥ��������Դ�������и�������������˿�ٶȹ��졢��ȴҺ��ȴ����֡��Ӷ����ȵ������Ʋ�����Ϊ�����Ժ����Ƶ��ٴγ��֣����齫���и���и�Ƶ�ʲ����������ʵ�Ƶ�ʡ�ʹ��ˮ������Һ����ĥ�����ȷ�����
�ؼ��ʣ����֣���ǿ�ȣ����и��ĥ����
ij��˾���������ָ�ǿ����˨��רҵ���ң��ڰ�װ�����г��ֹ��ΪM10×1.25×28��˨���Ƹ˲������������ö�����˨����ΪSCM440����е���ܵȼ�Ϊ10.9����Ӳ��Ϊ39.0HRC-44.0HRC���ö�����˨�����ò��ͼ1����Ʒ��˨�ڰ�װʱ�����Ƹ˲����ѣ�Ť����Ϊ91N·m��Ϊ������˨����ĥ���ԭ��ֹ�����¼��ķ������Զ�����˨�����˵羵ɨ�裬�����������������
.jpg)
ͼ1 �����ò�����Ѳ�λ
1 ��������
1.1��ۼ���
����˨���������Ƹ˲�����Ͽں����ò��ͼ1����˨�Ͽڴ�ֱ�����ߣ������Ͽں���Ͽɷ�Ϊ���������ٶ���Դ�������ڶϿڵı�Ե�����Ƹ������ڷ�������Ϊ���ٵĶ��������������Եķ���״��������������������ϴ�ռ�Ͽ��������60%��70%��˲������������ڶϿڵ�����ƫ�������Դ��45°�ǣ���Щ������������˨�Ͽ�Ϊ���͵���Ťת�غ������·����Ļ���Ͷ��ѣ��Դ��Զ���Ϊ����
1.2 �Ͽڷ���
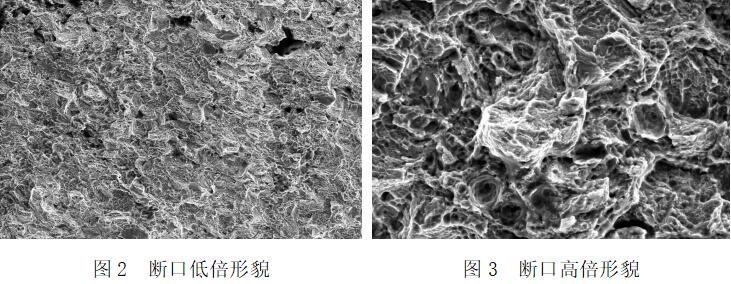
����EVO18ɨ�������������˨�Ͽڽ�������ò�۲�ͷ������羵�¹۲�Ͽ�Ϊ˺������������״���Ի���Զ��ѣ���ͼ2��3����
1.3 ��ѧ�ɷַ���
����MAXxLMM05ֱ���������ǽ��л�ѧ�ɷַ���������GB/T4336-2016 ̼�ظֺ��еͺϽ�� ��Ԫ�غ����IJⶨ �ŵ�ԭ�ӷ�����������������1����֪��˨�Ļ�ѧ�ɷ�����Э��SCM440�ļ���Ҫ��
��1��ѧ�ɷַ������������������%
|
Ԫ��
|
C
|
S
|
P
|
Mn
|
Si
|
Cr
|
Ni
|
Mo
|
|
��ֵ
|
0.38��0.43
|
≤0.030
|
≤0.030
|
0.60��0.90
|
0.15��0.35
|
0.90��1.20
|
≤0.25
|
0.15��0.30
|
|
ʵ��ֵ
|
0.399
|
0.0070
|
0.0195
|
0.65
|
0.218
|
0.948
|
0.0208
|
0.197
|
1.4�������
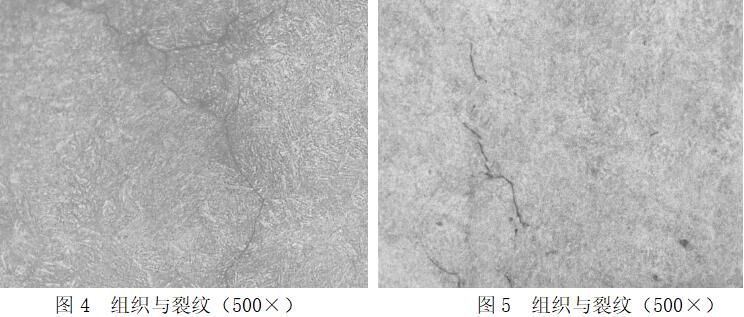
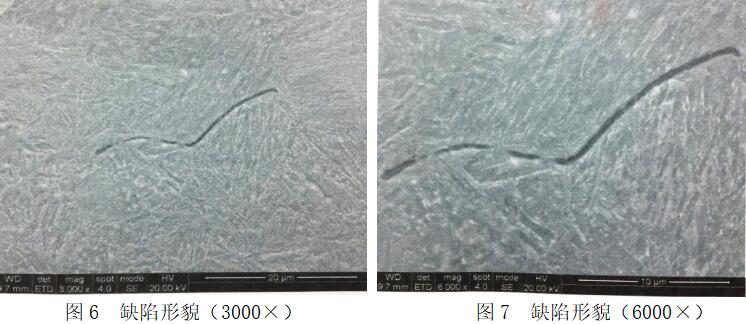
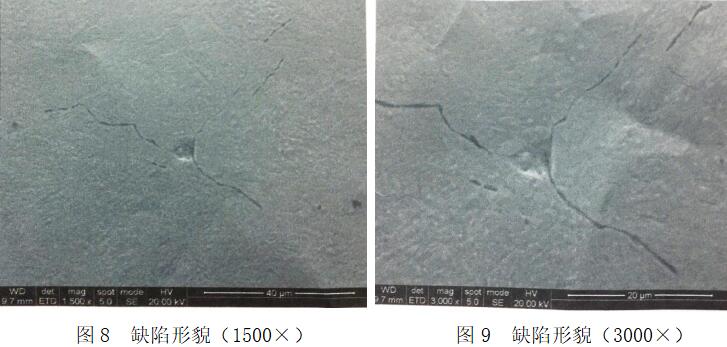
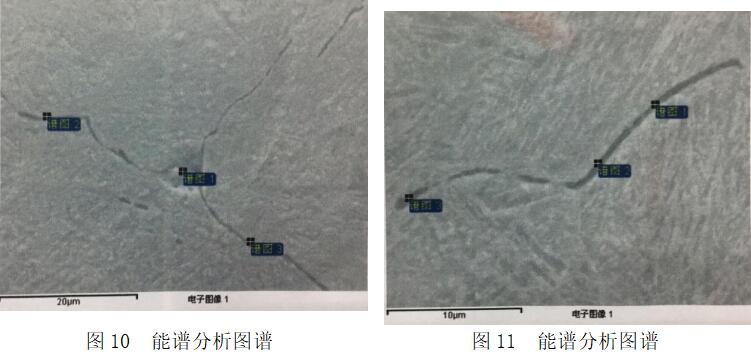
�ԶϿڽ����������иĥ�ơ�����Ƴɽ��������ڹ�ѧ�����¹۲죬����GB/T10561-2005/ISO4967:1998(E)ʵ�ʼ���A����ʹ��ISO����ͼ�������Ը��зǽ������������������������˨�ļ����V��Ϊ�������༶��0.5����ϸϵ��,�������༶��0.5����ϸϵ��,�������༶��0.5����ϸϵ��,��״�������༶��1.0����ϸϵ�������������Ϊ4%��HNO3 �ƾ���Һ��ʴ���ù�ѧ������ɨ��羵�������Ƿ���������˨������֯���ڹ�ѧ�����¹۲���˨���㼰о������֯��Ϊ������ϸС�����ȵ��Ա�����״��������̬�����Ļػ���������֯����֯�д�����������������̬�����ؾ��ֲ�������ͼ4��5������ɨ��羵�������Ƕ��������ƺۼ�������з������ۼ�����ɷ���ҪΪFe��Cr��MnԪ�أ�Ϊ������֯�ڲ�����Ԫ�أ����������߷ǽ����������ʣ���ͼ6��7��8��9��10��11�ͱ�2����3����
|
��ͼ
|
C%
|
Cr%
|
Fe%
|
|
��ͼ1
|
7.63
|
1.11
|
91.26
|
|
��ͼ2
|
——
|
1.17
|
98.83
|
|
��ͼ3
|
7.91
|
1.25
|
90.84
|
|
��ͼ
|
C%
|
Mn%
|
Fe%
|
|
��ͼ1
|
1.32
|
2.17
|
96.51
|
|
��ͼ2
|
1.04
|
1.48
|
97.47
|
|
��ͼ3
|
1.06
|
——
|
98.94
|
��2 ������Ԫ�������ٷֱ���3 ������Ԫ�������ٷֱ�
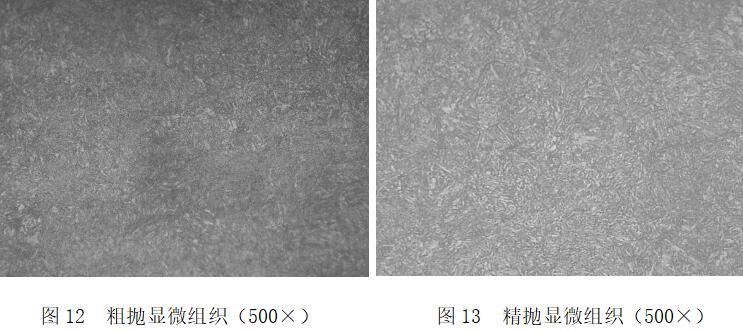
����ɨ�������������ĥ�����һ�δ����һ�ξ��⣬����ĥ����������ƾ��Ѿ������ڣ���ͼ12��13����
1.5Ӳ�Ȳ���
��HR-150A����Ӳ�ȼƶ���˨�Ͽں���棬����˨������о������Ӳ�Ȳ��ԣ�����������4���������ʾӲ�ȽϾ��ȣ�����Ӳ����35.9HRC��37.3HRC��Χ��ƽ��ֵΪ 36.5HRC��о��Ӳ��Ϊ36.3HRC��38.3HRC,ƽ��ֵΪ37.1HRC��
��4Ӳ�Ȳ��Խ��
|
���Բ�λ
|
ʵ��ֵ��HRC��
|
ƽ��ֵ(HRC)
|
|
����
|
36.6
|
37.3
|
36.0
|
36.6
|
35.9
|
36.5
|
|
�
|
38.3
|
36.3
|
37.0
|
37.4
|
36.4
|
37.1
|
2 Ѱ��������Դ
Ϊ̽��������˨ĥ������������Դ����װ����õ���˨��ȡ5���������ˡ������ϡ������������з�����֤��������֤�������£�
2.1 ��ͬ�豸����ͬ��Ա����ͬ��������ͬ��������֤
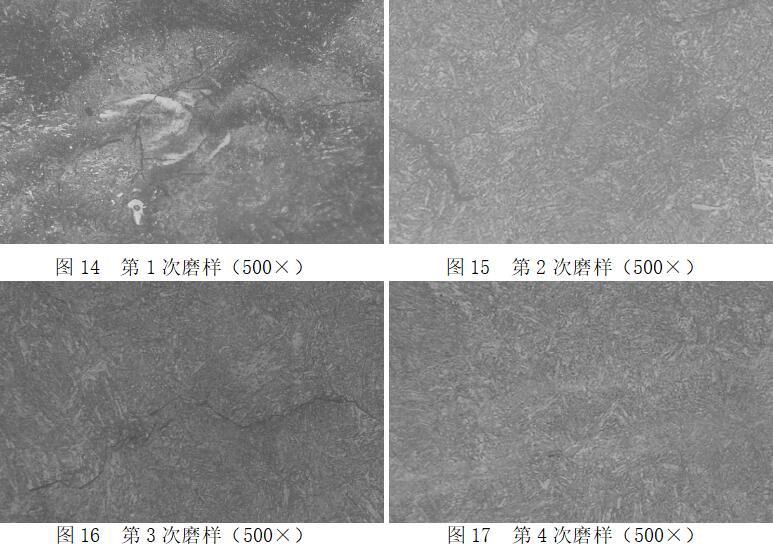
��1#��˨����ԭ�����и������������и���ԭ����Ա���н����������ı�ĥ�����������Ĵ�����ɱ��������ĥ����������������Ϊ4%��HNO3�ƾ���Һ��ʴ���ù�ѧ����������˨������֯���۲���˨���㼰о������֯��Ϊ����ϸС�����ȵ��Ա�����״��������̬�����Ļػ���������֯��ǰ����ĥ������������������״������̬�����ؾ��ֲ������Ĵ�δ������������̬������ͼ14��15��16��17��
2.2 ��ͬ�豸����ͬ��Ա����ͬ��������ͬ��������֤
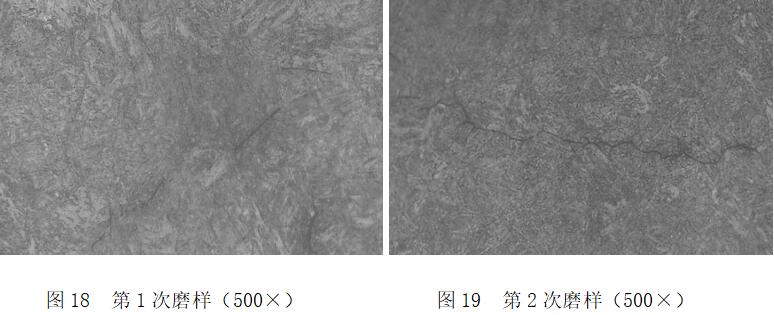
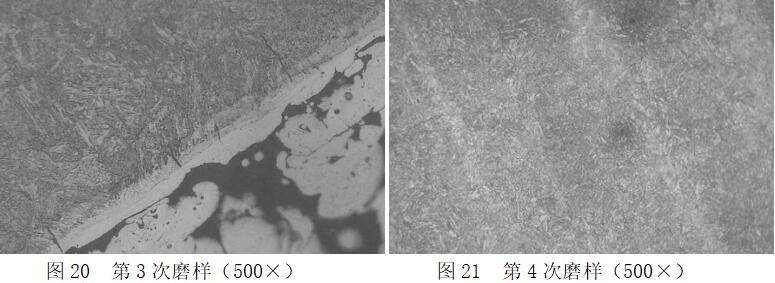
��2#��˨����ԭ�����и������������и�����ͬ��Ա���н����������ı�ĥ�����������Ĵ�����ɱ��������ĥ����������������Ϊ4%��HNO3�ƾ���Һ��ʴ���ù�ѧ����������˨������֯���۲���˨���㼰о������֯��Ϊ����ϸС�����ȵ��Ա�����״��������̬�����Ļػ���������֯��ͬ��ǰ����ĥ���Դ�������������״������̬�����ؾ��ֲ������Ĵ�δ������������̬������ͼ18��19��20��21��
2.3 ��ͬ�豸����ͬ��Ա����ͬ��������ͬ��������֤
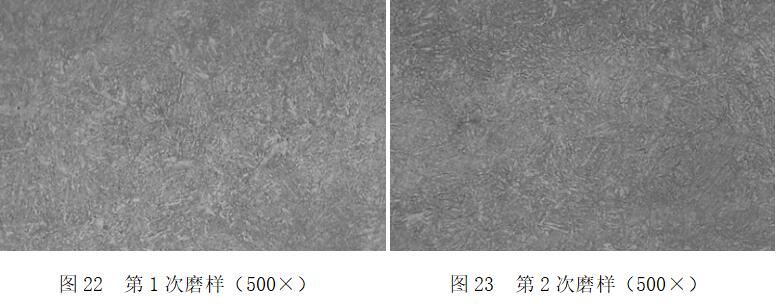
��3#��˨������ͬʵ�������и�����������и��ԭ����Ա����������ɱ��������ĥ����������������Ϊ4%��HNO3�ƾ���Һ��ʴ���ù�ѧ����������˨������֯���۲���˨���㼰о������֯��Ϊ����ϸС�����ȵ��Ա�����״��������̬�����Ļػ���������֯��δ������������̬������ͼ22��23��
ͨ����1#��2#��3#��˨�������Ϸ������з�����֤���ֲ�ͬ���и��֮���и�Ƶ�ʲ������ò�һ�¡�ʹ�õ���ȴҺ��һ�¡�������4#��5#��˨������֤��
2.4 ��ͬ�豸����ͬ��Ա����ͬ��������ͬ��������֤
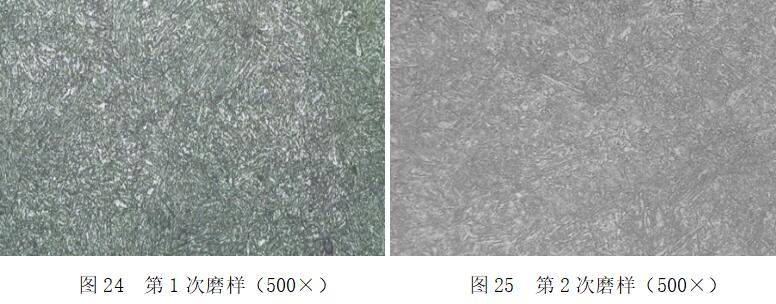
��4#��˨����ԭ�����и����豸�����и�Ƶ�ʵ���25Hz��������ȴҺ����������иԭ����Ա���н�������������������ɱ��������ĥ�������þ��������Ϊ4%��HNO3�ƾ���Һ��ʴ���ù�ѧ����������˨������֯���۲���˨���㼰о������֯��Ϊ����ϸС�����ȵ��Ա�����״��������̬�����Ļػ���������֯��δ������������̬������ͼ24��25��
2.5 ��ͬ�豸����ͬ��Ա����ͬ��������ͬ��������֤
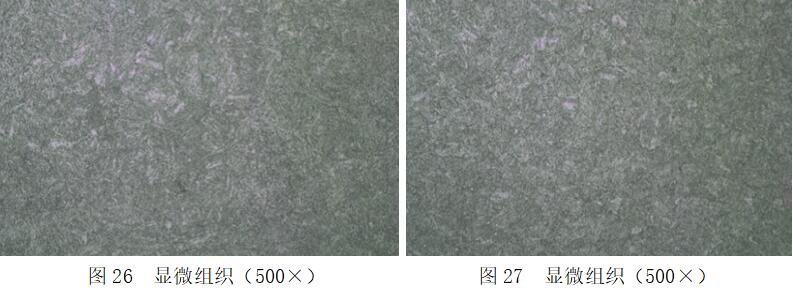
��5#��˨����ԭ�����и����豸�����и�Ƶ�ʵ���25Hz��������ȴҺ����������и��ͬ��Ա���н�������������������ɱ��������ĥ����������������Ϊ4%��HNO3�ƾ���Һ��ʴ���ù�ѧ����������˨������֯���۲���˨���㼰о������֯��Ϊ����ϸС�����ȵ��Ա�����״��������̬�����Ļػ���������֯��δ������������̬������ͼ26��27��
3 �ۺϷ���������
��1�����ڶ�����˨ʧЧ������ʧЧ���������з�����˨�����������״�������ƺۼ����������������ƺۼ�����ɷ�Ϊ���屾�����ʳɷ֣����������ʻ���ԭ���ϱ����ķǽ��������
��2��Ϊ̽��������˨ĥ������������Դ����װ����õ���˨��ȡ5���������ˡ������ϡ������������з�����֤����Ʒ�ⸯʴ���������ƺۼ����ֿ��п��������ɴ˿ɼ���ͨ����ͬ��Ա����ͬ�豸����ͬ��������������ͬ������Һ������֤���ܽ�ó������и�����и�ʱƵ�ʹ��죬����Һ���ܿ�����ȴ��������˨�������ȣ��ı�����֯�������˱�����������
��3��Ϊ������������������齫���и���и�Ƶ�ʲ����������ʵ�Ƶ�ʡ�ʹ��ˮ������Һ����ĥ�����ȷ�����
�����
[1]�������������Ͻ���ͼ��[M]������е��ҵ������2006.6
[2]GB/T3098.1-2010���̼���е���� ��˨���ݶ�������[S]
[3]��Ⱥ�������ӻ�.�Ͽ�ѧ[M].��������ҵ��ѧ�����磬2008