ժҪ���ֶ�ģ�ڱ��潽ע����ֱ�����ˮ�Ӵ�������Ĺ���ֱ��Ӱ��ֶ��ı����������ظ�ʹ�ô��������ڸֶ�ģ�ڱ�������Ҫ���ϸ�һ�㲻�ӹ�ֱ��ʹ��������棬�ʶ������������Ҫ��ܸߣ��Ը���Ӱ���������ϸ�ѿء�
0. ǰ��
�ֶ�ģ�����췽ʽȫ������ɰ�;�̬���췽ʽ������������ɰ���ʵ�ѡ����Ƥ����ȫ������ˮ����ɰ���죬о������ϴ�Ŀǰ����ѡ����ɰ�����֣�ˮ����ɰ���졢��֬ɰ���졢ճ��ɰ���죬���������1
.png)
��1 �ֶ�ģо����������ɰ����
ͨ����1�����жϣ��絥�����Dz�Ʒ��������ѡ��֬ɰ����ճ��ɰ���ͣ���Ŀǰ������ҵ��������ռ�ѹ�����ɱ�ѹ�������ʹ��ˮ����ɰ�����ij��������ࡣ
1. �ֶ�ģ��������
��ɰ→����→ˢͿ→���→����→��ע→����→����→�ȴ����������������У��ӻ�ɰ����ע���ڶԸֶ�ģ�ڱ�����������һ����Ӱ�죬������ˮ����ɰ���������У���һ����ղ��ã�������ɸֶ�ģ�ڱ���Ƥ��������ȱ�ݡ�
2. ��Ҫ�������̿���Ҫ��
2.1��ɰ
����ѡ��ʯӢɰ����һ��Ҫ���У�һ�㿼��ѡ��30Ŀ—70Ŀ������Ŀ������ٷֱ�Ҫ���ȣ��Ͻ��ž���Ŀ�����ߵ�Ŀ��ɰ�Ӽ��У�ˮ����ģ��Ҫ���ݼ��ڲ�ͬҪ�������������DZ���������������ˮ����ģ��Ҫ�ʶ���ߡ�
��ɰ�����ڻ�ɰ�����У�����ɰ�ӵ�Ŀ���ʶȵ���ˮ������������һ�������8%—10%������ɰ�ӵ����ȡ���״�������ʶȽ��е��ڡ�
2.2����
�ֶ�ģ���칤������У�������ʽ����Ҫ���ǵ�һ�����⣬��Ҫ����Ϊˮ����ɰ��ע�����з��������繤����Ʋ������������������ȱ�ݣ����ڸֶ�ģ����ֱ����С���ʲ�����������ʽ��ͬʱо����������ԭ���������������IJ�����ɣ����ڵ�������Ϊ���Ǽܣ����ô������ĺ��ܣ�����о�˴�С��ֱ����֮�仯������κ��������������������ֽ����ȼ��ٴο��ƶ���ɢ���ש�����ߵȣ���������ɰ��ˮ����ɰ�����������ͼ1��
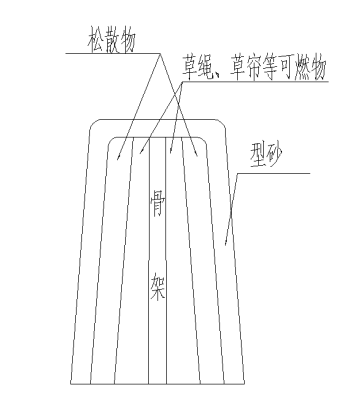
ͼ1��о������ʾ��ͼ
��ɰ������ϣ���ģ��Ҥ������ЯʽӲ�ȼƼ�⣬ˮ����ɰһ��Ҫ��ﵽ85���ϣ��������ײ���ճɰ���������ǻ�еճɰȱ��ͻ������еճɰϵ����Һ����ɰ�ͻ���ɰо����϶�У���ɰ�սᲢճ��������������1����
2.3ˢͿ
о��Ϳ����ʯīͿ��ʹ����Ϊ�㷺��Ϳ����3������ɣ���״ʯī��45%����Ƭ״ʯī��45%����ճ�����10%��������ʵ������ʶȵ��ڣ���״ʯī��Ҫ����������ɰ��������Ƭ״ʯī��Ҫ�������ͻ�Ⱥͷ�ֹճɰȱ�ݵĿ��ơ�ճ���������Ϳ������ɰ����ǿ�ȡ�
Ϳ�Ϻ�ȿ�����3mm-5mm�������������ճɰȱ�ݣ�������ʱ�������ƽ�עʱ�������ȱ�ݻ��߽��ȱ�ݡ�Ϊ��߹���Ч��Ϳ��һ�����ˢͿ��ʽ��Ũ�ȿ�����80-90�����ȣ������ǡ��սDz�λ���ĨͿ�ϸ࣬�����Ϳ��ǿ�Ⱥͺ�ȣ��ž�����ˮ����ʱͻȻ�ı��������Ϳ�ϳ�ˢ��
2.4���
ˮ����ɰ���ͣ����ճ��ɰ���ͣ�ˮ�����٣�ͬʱ���dzɱ����⣬һ��������Ⱥ濾����Դ��λ�ֶ�ģ����Ҥ�濾�����������ͼ2��ʾ��
.png)
ͼ2���������ʾ��ͼ
������߸�������һ��Ҫ������200�����£������׳�����ɰ���ƣ������Ӻ����������������������ڴ�λ���γɽ��ȱ�ݻ���ֽ����·����ɸֶ���ģ���ѡ�
2.5���䡢��ע
�ֶ�ģ�������������Ҫ��Ψһע������䡢ѹ��Ҫ�ص��飬��Ϊ�ֶ�ģ�������ڹ����壬����ѡ����ʵ�ɰ�䣬������ɸ������������������䡢ѹ�价�ڶ��ע�⡣
������עԭ��һ���ǵ��¿��ٽ�ע�����ֶ�ģ�ڱ����ڲ��ӹ���ʹ���棬�ڱ�֤��ճɰ������£������ʶ�����¶ȣ���������ˮ�����ԣ�����ڱ���Ĺ��ȡ�
2.6���䡢����
���¶Ȳ���ʱ����ò�Ҫ��ˮ������������ɰ������������ʱ�κ�Сȱ�ݶ���Ҫ�Ź���������ʹ�ù�����ȱ�ݷŴ�
2.7�ȴ���
�ֶ�ģ�ȴ���Ϊ��Ӧ���˻���������Ӧ��������ʹ�ù����еij��ֵ����Ƹ��ʡ��ӳ��ֶ�ģʹ���������˻�����ͼ3
.png)
ͼ3���ֶ�ģ�ȴ�������
3.����
�ֶ�ģ���������վ����ֶ�ģ�������ֶ�ģ���������ֶ��ı����������ֶ�ģ�����治���мӹ���ʹ�Ըֶ�ģ�������ա�����Ҫ��ϸߣ������ϰ�ϸ�ڹأ����������������ϸ�IJ�Ʒ��
�ο����ף�
1. ʷ������ʷС�� �������豸�о��� 2006��4�� ��2ҳ
����飺
����Դ��1981-�����������ƣ�������ʦ����Ҫ�������칤���о���