���� �Ž��� ������ ������ ���
�����缯��(�ػʵ�)����װ������˾ �ӱ� �ػʵ�066006��
ժҪ���ڶ��к��ԽӺ��쳬����̽��ʱ���ں������ڣ����ױ���ز�֮ǰ���ᾭ������һ�������ڶ��������£������0.8T���ң�ˮƽ��λ��̽ͷһ�ຸ���Ե���ҵķ���ز�������ز������ױ�����Ϊȱ�ݡ�ͨ����ͬ�ķ���������������ۼ��㣬��ȷ�˲������ֻز���ԭ����С�ǶȲ����IJ���ת������Ӧ�������“ɽ”�β���ͬʱ����������С�Ƕȱ��Ͳ��ļ��ּ�������
�ؼ��ʣ��к죻 ������̽�ˣ�������״������ת����“ɽ”�β���������
Analysis and Differentiation for a Special Signal Produced in Ultrasonic Inspection of Welds and the Production of the "Mountain" Shaped Echo
Deng xianyu, Sai peng, Wang zuosen, Deng shen, Li gang, Chen weidong
(Harbin Electric Corporation (QHD) Heavy Equipment Company Limited, in Qinghuangdao, Heibei, 066206)
Abstract: when performing ultrasonic flaw detection to the butt weld of thicker steel plates, there will often be a reflection echo within the weld thickness (ie. before the back-wall echo), the amplitude of which is near to the sizing line, the depth is about 0.8T, and the horizontal location is on the probe side edge of the weld. And the echo can be mistaken for a defect easily. Though experiments with different methods and theoretical calculations, it is confirmed that the reason of the echo is the wave mode transformation with a small angle, and it also comes into the "mountain" shaped echo. Also, this article clarifies several normal differentiation methods for the wave mode transformation with a small angle
Key words: thicker welds, ultrasonic flaw detecting, geometry, wave mode transformation, "mountain" shaped echoes, differentiation method.
һ�����������
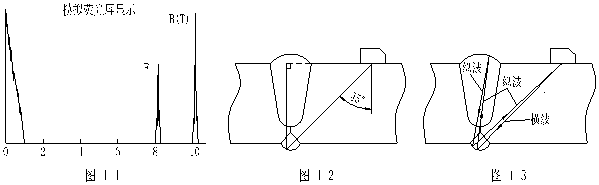
�ڶ��к��ԽӺ��쳬����̽��ʱ���ܶ�̽����Ա�ᾭ����������������������������1:1���ڣ��ں����һ�εױ��沨֮ǰ����β�����ʱ���εױ��沨֮ǰ�����������һ�������ڶ��������£������0.8T��T-����ĸ�ĺ�ȣ����ң���ͼ1-1��ʾ����ˮƽ��λ��̽ͷһ�ຸ���Ե���ҵķ���ز�����ͼ1-2��ʾ���������һ�㷽���жϣ�����ز�������Ϊȱ�ݷ���ز������ܶ��о����̽����Ա�������ַ�����֤������ȷ���Ƿ�ȱ�ݷ��䡣�������Ķ�����ƪ�������������źŵ����£��������¶������������źŶ���Ϊ��һ�κᲨ�ﵽ���������ױ����������ת����ת������ݲ��ﵽ����������ױ�������ݲ�����ʽ���������ױ���������ݲ�����ʽ��̽ͷ���գ���ͼ1-3��ʾ�����ǵ�����۵��볬�������̿����������IJ���ת����ɽ�β��������
����һ���۵㣺����ź��Ǻ��켸����״�볬������ɢ����������ö������Ļز�������Ϊ“��Dz�”����Щ�����о��˴��������鷽�����������ݼ����ۼ�����֤�������۵����ȷ�ԡ�
�������������۵㣬���߲�����ͬ����Ҫԭ�����£�
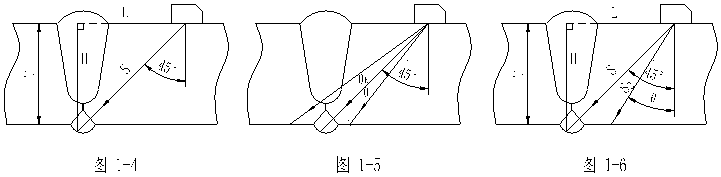
1�����������ĵ�һ���۵㣬���źŵ���ʾ���(0.8T)���䴫�������Ӧ����Ȳ�һ�¡�����������ʱ��ֻҪ�������Ե���ȷ���������ֻ�����ģ�������ʾ���������Իز��Ĵ���ʱ��Ϊ�����ó��ģ���ʾ��λ�������̳����ȡ����к쳬��������ʱ���������Դ��ǰ����1:1���ڣ����鶨λ��ص�����S�����H��ˮƽ����L�� ��ֱ�������εĹ��ɶ���������H2+L2=S2����ͼ1-4��ʾ����45°(K1)̽ͷΪ����H=L��S= ≈1.4H��H≈0.7S�����еĺᲨ����ԼΪ�ݲ���0.55�����������ﵽ����ʱ����ʾ���H=T����������һȥһ����ʾ�����Ϊ1T������ͼ1-3��ʾ�������ߵľ����Ӧ�����ʾ H=ȥʱ�Შ+��ʱ�ݲ�+�����ݲ����һȥһ�أ���H=0.5T+(0.5×0.55)T+(0.7×0.55)T=1.16T������ټ��Ϻ�������������Ͳ����ϱ����б��Ҫ����T����ô�ܵ���ʾ���ԼΪ1.2T���������ǵ�һ���۵�������0.8T����ˣ�������Ϊ��һ���۵���������
≈1.4H��H≈0.7S�����еĺᲨ����ԼΪ�ݲ���0.55�����������ﵽ����ʱ����ʾ���H=T����������һȥһ����ʾ�����Ϊ1T������ͼ1-3��ʾ�������ߵľ����Ӧ�����ʾ H=ȥʱ�Შ+��ʱ�ݲ�+�����ݲ����һȥһ�أ���H=0.5T+(0.5×0.55)T+(0.7×0.55)T=1.16T������ټ��Ϻ�������������Ͳ����ϱ����б��Ҫ����T����ô�ܵ���ʾ���ԼΪ1.2T���������ǵ�һ���۵�������0.8T����ˣ�������Ϊ��һ���۵���������
2���� ��������������ԭ��������б̽ͷ���ʱ��ֻ�����������ߴ�ֱ����ƴ�ֱ�ķ�����Ļز����ܱ�̽ͷ���յ�������������ź�ʱ��Ҳ���ǵױ���ز��ӽ����ʱ����ͼ1-5��ʾ���������ֲ��ĺ��챳����״��������ģ���ߵױ��沨����ʱ˵���������������ѽ��뺸�챳���������棬̽ͷǰ���ƶ�ʱ��ͬһ�ױ���Ļز�ֻ����dz����ı仯����ͬ�Ƕȵ������ֱ�ֱ����������ζ����������������������ļ����ز�������ͬʱ���ڼ�����ͬ��ȵķ����棬��Ϊ�κ�̽������̽ͷ��ϵķֱ��ʶ���������ô�ߡ�
�� ��ʾ��������ۼ��㲻������2.5MHz/13×13/45°̽ͷΪ�����������ڸ��еİ���ɢ�Ǽ��㹫ʽ�ɵ������ڸ��е��ϰ���ɢ��Լ����8.2°���°���ɢ��Ϊ7.7°���ϰ���ɢ�ǵ�������DZ��ģ����̻���֮���ӣ�����ʱ��Ҳ�ͼӳ��ˣ��ź���ʾ��ȡ�ˮƽ���뼰����Ҳ����֮���֮�°���ɢ�ǵ�������DZ�С�ģ����̻��С������ʱ��Ҳ��̣��ź���ʾ��ȡ�ˮƽ���뼰����Ҳ����֮��С�������Թ̶����������Ƕȹ̶�������0.8T�����ʾ����Ӧ������S2=0.8T×1/cos45°����������Ӧ������S1=T/ cos45°������Ϊ�����Ѽٶ�0.8T��ʾ�DZ��������������Ļز�����ô�������ͱ�������ﵽ�ױ���������һ�µģ� cos45°=H/S1��cosθ=H/S2����� S1×cos45°= S2×cosθ����θ=28°���ɴ˿�֪��ɢ�Dz�������ô��280�ı߽�����������û���뺸�졣��ͼ1-6��ʾ��
���������١���������Եó���0.8T����ʾ��������ɢ������Ļز����䡣
��������ͼ������
��Ȼ��������DZ����ݲ��ﵽ�����ϱ��������ݲ�����ʽ��̽ͷ���յģ�Ҳ������ɢ������Ļز�����ô�����������ô�����أ�ͨ����������ۼ��������������Ϊ���0.8T�ز�����С�Ƕȣ��Შ�������������≤2°������ת������ģ�
1��ʵ��1 �����ڡ��۳������ݲ���ֱ����IJ���ת�������Ƿ��䲨�ĶԴ���һ�����ѳ�������˴�ֱ�����ݲ������Ų���ת���������ٴ�����������������Ȥ��ʵ�飺��һ��̽��ʱ���õĵ���ֱ̽ͷ����ѡһ���Ƚϴ�Ĺ�����������ȴ���2���Ľ������ȣ�������ȱ�ݲ��ͳٵ������֡���̽ͷ���ڹ����ϣ��������ԣ���֤һ�κͶ��εײ�ͬʱ������ӫ�����ϣ����ʵ�������������ֱ����ʾ������һ�κͶ��εײ�֮������������Լ��1.4T��1.8T�IJ����ɣ�����������������ת���������ġ�1.4T�IJ���һ���������ݲ�����һ�������ǺᲨ��1.8T�IJ�ȫ���̶��ǺᲨ����Ȼ��ֱ�����ݲ��ܷ�������ת�������ݲ��IJ���ת���뷴�䡢���䶨�ɿ�ȷ�����Შ��ֱ����ʱ��ȻҲ�ᷢ������ת����
2��ʵ��2 ��̽�������ж���CSK-IA���W�������õ���CSK-��A����CSK-��A�Կ鼰�������ʱ����45°��60°��̽ͷ����K1��K1.5��K2��̽ͷ��������CSK-��A�Կ��У�������ԣ�ģ��������1:1�������ԣ����ֻ����ڵ������ʾ�����ɡ�����45°��̽ͷ��CSK-��A�Կ��R50��R100��Բ��ǰ���ƶ�̽ͷ���ҵ���Բ��������ز�����ס̽ͷ���������ʵ��������������ֱ��ӫ�����������35��54��70��λ����ͬʱ�������������ز���35ΪR50�İ�Բ�ز���70ΪR100�İ�Բ�ز��������ʾ54�Ļز�������ȫ����ɢ��������ȫ��ֱR100������ʱ�����IJ���ת����Ϊʲôȫ��������ɢ��������ֱ������ʱ����������ת���أ�ԭ��������۳������ݲ���ֱ����IJ���ת����“���Ƿ���”���ĶԴ���һ�ģ������54�Ļز�����ȥʱ������Ϊ�Შ���ز����������ݲ���ͬ������60°̽ͷ�Ļز���ʾ���Ϊ25��39��50�����39mm�Ļز����Dz���ת���IJ���
3�����ۼ��㣺��ΪCSK-IA�Կ��R50��R100�ǰ뾶��Ҳ��������������S�����ݹ��ɶ�����֪��45°̽ͷ�����1:1����ʱ��H=L��S=
 ≈1.4H��H≈0.7S��R50�������ʾ�ǣ�0.7×50=35��R100�������ʾ�ǣ�0.7×100=70��ȫ������һȥһ����ʾ���Ϊ1T�ģ�����H=ȥʱ�Შ+��ʱ�ݲ�������H=��0.5��T+��0.5×0.55��T=0.775T�����ᡢ�ݲ����ٱ���0.55������T=70��H=0.775×70=54.25������ʾ��ȫ�Ǻϡ�
≈1.4H��H≈0.7S��R50�������ʾ�ǣ�0.7×50=35��R100�������ʾ�ǣ�0.7×100=70��ȫ������һȥһ����ʾ���Ϊ1T�ģ�����H=ȥʱ�Შ+��ʱ�ݲ�������H=��0.5��T+��0.5×0.55��T=0.775T�����ᡢ�ݲ����ٱ���0.55������T=70��H=0.775×70=54.25������ʾ��ȫ�Ǻϡ�
60°̽ͷ�����1:1����ʱ��1.73H=L��S=2H��H=0.5S��R50�������ʾ�ǣ�0.5×50=25��R100�������ʾ�ǣ�0.5×100=50��T=50,H=0.775×50=38.75������ʾ��ȫ�Ǻϡ����ֽǶȵ���ȼ�����������������ʾ�����ͬ�����֤����С�ǶȲ���ת������ȫ�����ġ�Ҫ�ر�˵������CSK-IA�Կ���Ͳ�����ʾ��H=0.775T��������Ͳ�����ʾ��H≈0.8T������Ǻ��������ɵġ�
����“ɽ”�β��IJ������ص�
�ڡ�������⡷��NDTȫ�������豸��������Ա�ʸ�ͳ��̲ģ�һ��6.5.3��4��“��ȱ�ݵ��ж�”�У�����“ɽ”�β��������Ƚϼ�Ҳ�������ƣ���“ɽ”�β����ص㼰���б���û�н��ܡ��������Ǿ����ۺ���̽��ʱ���ܳ��ֵļ��ֽṹ�źš�
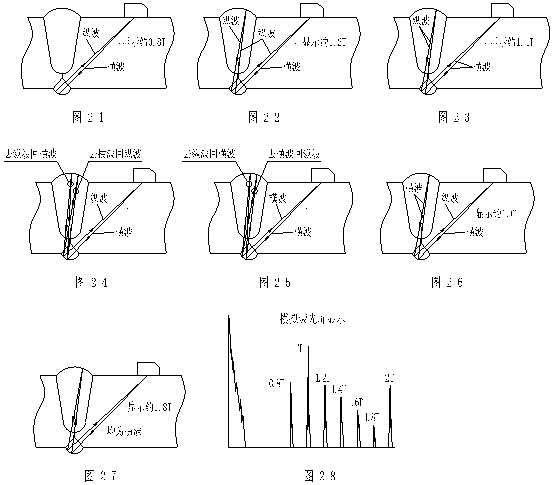
1����ͼ2-1��ʾ�����䵽������б��Შ����������ת����ת���ǶȺ�С��ת����ֱ�ӷ���̽ͷ��������ͬ���Ø1×6�̺�ز������൱��λ����0.8T���ҡ�һ���ڹ⻬�������溸��ʱ���֣����츽��������ṹʱҲ����֣�������ܹ��IJ�����
2���ײ���б��Შ�ڵ����洹ֱ�ز�������һ������з��ߣ��ز�λ���Դ���ĸ�ĺ��T��
3����ͼ2-2��ʾ��һЩƫ��������������Შ����������ijЩ�Ƕȷ�������ת����ת�����ݲ��ﵽ�����ϱ�����Ժ�С�ĽǶȷ����±��棬�����ݲ�����ʽ��̽ͷ���գ�������ܹ��IJ���������ز�������Ø1×6�̺�ز������൱��λ��1.2T���ҡ� ����1����2����3��������0.8T��T��1.2T�����ز�������̽��ʱ�ᾭ�����֡���ͼ2-8��ʾ�����ΪT�IJ����ܸߣ����0.8T��1.2T�IJ����ڶ��������£���������༸����ȣ���ɷdz������“ɽ”�β���
1.4T��1.6T��1.8T�������ܺ������¼�����״Ӱ��ܴ�ͬʱ1.4T��1.6T�������β���ת���������ϵ�̽��ʱ���ֵļ��ʲ��ߣ����Ҷ�̽���б����岻��ͼ�ܺ����⣬���ﲻ����ϸ���ۡ�
�ġ�0.8T���Ͳ����ױ��
1���ñ��ͻز�һ��ֻ��������к죬��������ִ��JB/T4730.3-2005��ʱ��������Ϊ�к�ı������̶���Զ��������ģ����������������ɶ����ֵ��ɵģ������ŵ��Ӻ��������Ͳ��ᱻ������ʣ���������㣬������ӫ��������ʾ�����о���������̽ͷ��Ϻ�Ҫ���㹻�����棨�����ȣ���JB/T4730.3-2005������������֮�൱�ı������������≤120mmʱ�ķ�����Ø1×6�̺�ף�ɨ�������Ƚϸߣ����Ͳ��������Żᱻ��ʾ������ȣ�120mmʱ�ķ�����ØD×40����ף�ɨ�������Ƚϵͣ���ASME���൱������ʱ���Ͳ����ѱ���ʾ����ʹ�ܳ�����ʾ���������Ҳ���൱�ĵͣ��ױ�����ߺ��ԡ�
2���������Ͳ��ĺ��챳����״�츽��������һ���������б��ṹ�����ܲ��õ�̽ͷ����Ƕȴ�ֻҪ����������������γɴ�ֱ�ͱȽ�С����б�нǣ����λز��ܱ�̽ͷ���յģ��ſ��ܳ��ֱ��Ͳ���ʾ�����Թ۲캸����ߵ���״�츽���ṹ�ر���Ҫ��
3�����в����ֺ��ҵ���ߵ㣬ǰ���ƶ�̽ͷ������DZ��Ͳ�ʱ��̽ͷ��ǰ���ƶ���Χ����ʾ���������ź�ǰ���ζ�����С�������ͬ��ȵĿױȽϣ�����0.5����������
4��������������ز�T��ˮƽ��λ����λλ�ù����������ߣ���ͼ1-2��ʾ��
5����0.8T���ͻز���ˮƽ��λʱ����λ�ں���̽ͷ���ĸ���ϡ���һ����̽ͷ��ת180°����λ�ں�����һ���ĸ���ϣ����߲����غϣ���ͼ1-2��ʾ��
6����0.8T���ͻز�����ʱ�����ֻ�ͬʱ����T����1.2T�ز����������“ɽ”�β���
7������0.8T���ͻز���ʾʱ��һ�㶼���������춼�д˲���
8���������7��������ȷ��ʱ�������Ĵ��ں��췽��ȷ�ϣ���Ҫʱ��ĥƽ������ߣ������жϡ�
�塢������
�������еķ�������۶�����ģ���Ϊ�ο��ġ����ֻ�������ģ���źž���ģ-��ת����ת��Ϊ�����źŵģ��������������������ʾ�ģ��������ɢ��������Ļز���������ģ�����ʾ������в��죬�������Ӱ���жϡ�����Ҫ�ر�ֵ��ע����Dz��������ֻ�����ģ��������Ե��ڵľ�������Ҫ��
����ߵ�����ˮƽ���ޣ��������������ޣ������ó����������֤���������ֽ��ۡ�ͬʱ���������۵IJ���������Ҳ���ܴ��ڲ���ʹ���Ϊ���ҹ����������鼼������ߺͽ�����չ�ڴ˱��߳�ֿ�Ļ�ӭ����ר�Ҷ��������ֽ���������飬ָ�������д��ڵIJ���ʹ����ڴ���ǰ˵��.........лл��
�ο����ף�
[1]:��NDTȫ�������豸��������Ա�ʸ�ͳ��̲ġ�
[2]:�������⡷��Ա�ʸ�ͳ��̲�
[3]:������̽�ˡ�����������Ա�ʸ�ͳ��̲ġ�