���
������������յ����ɷ�����˾������ ���� 721006��
ժ Ҫ���Բ�ͬ���εIJ��϶Ա����飬�ų�Ӱ�첻������ƽ������أ��ҵ�Ӱ��ƽ��ȵĹؼ��㣻ͨ����ģ�ߵļ�϶�����ͳ��ƼоߵĸĽ����Ӹ����Ͻ��ƽ��ȣ���������Ҫ�ﵽ������Ч��Ŀ�ġ�
�ؼ��ʣ�ģ�� ��϶ Уƽ ƽ��� �ɱ�
�� �ԣ�����������ƽ���һֱ�����ų��䣬Ϊ�˽�������ƽ��ȣ������Ե��Ͷ��ǰ�Ϊ����ͻ�ƿڽ������顣ͨ���Ը����ÿ������������з�������֤���Ρ��˻�ȹ���ı�Ҫ�ԣ��Լ��ӽ�ı���״�͵���ģ��϶ΪС��϶�������ȷ���˺�����ģ��϶�ͳ������ƼҾߣ��ܽ�������IJ��������ӹ���ʽ���µļӹ����������գ�������������������Ҳ��������ļӹ����ڡ�
һ�����ֵ�����
Ŀǰ������ӹ���������Ҫ��Уƽ����Уƽ����Ч�ʵͣ��������࣬������Ӱ�쳵�������Ч�ʣ����Ҽӹ��ɱ�������ӣ�Уƽ��ʱΪ0.7��/������ͬʱ�����ڲ��ϵ�ʱЧ�ԣ�������ڳ���ʱЧʱ��֮�����Ӧ���ͷ��������ߴ練������������Σ�Ӱ��װ��������Ч����
�������������ȶ��ԡ�ƽ��ȡ��ӹ�Ч�ʼ����ͼӹ��ɱ��������ѿ̲��ݻ�����Щ������Լ��˾��չ���dz��䣬������˾�������Ŀ��⡣
����������ֺ�ʵ�鲽��
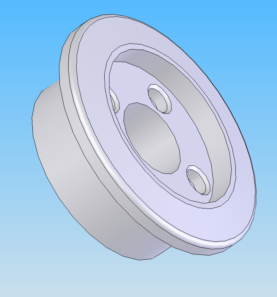
Ϊ�˽������������ƽ��ȣ������Ե��Ͷ��ǰ壨ͼ1��Ϊͻ�ƿڣ�������ӹ�����Ϊ������—ȥë��—��ϴ—����—����—���—���������ǶԸ�����ļӹ����ա�����ģ�߽ṹ��ģ��϶��װ�з�ʽϵͳ�����Ͷ����ϵ���ѹ������Ϻ���й۲�Ͳ�����ȷ�����鷽���Ͳ��衣
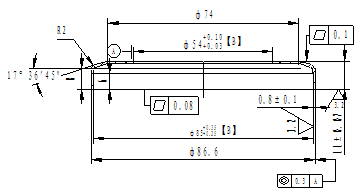
ͼ1(ƽ���0.08mm��ͬ���0.3mm)
ͼ2����ͼΪ���ʵ��ͼ��
2.1�������⼰ģ�߱�ѹ
��������ǻ������ϵ���ѹ����Ӱ�������ƽ��ȡ�Ϊ�ˣ����Ƕ�ÿƬԲƬ�ϵ���ѹ��������ǣ�����ԲƬ�ϵı�ǹ涨�������ѹ����Ƭ�ϰڷ���ģ�߲�ͬλ�ã�����Ƭ��������ѹ����һ�º���ѹ����û�й���ʱ�����������������һ���������ƽ��Ⱥ���Բ�Ȼ��Ǻ��ѱ�֤������ʵ��˵�����ϵ���ѹ����������ƽ���Ӱ�첻�Ǻܴ�
�豸�ӹ����Ͷ��ǰ��ѹΪ13��/���ӣ�����Ϊ����߸�������ȶ��ԣ��������ѹ���ͺ���ģ���б���һ��ʱ�䣨��ͬ��ʱ��γ��ֵ����Ҳ����һ�������������ģ�߱�ѹҲ���ܽ�����⡣
2.2�ӹ���������
���Ǹ��ݵ��Ͷ��ǰ�ļӹ����ա�Ϊ���ͷ�Ӧ�������������ȶ��ԣ���������������������м����˻���͵������ι���˳���ƶ��˰����µļӹ����գ�����1��
|
ʵ��1
|
����
|
����
|
���
|
����
|
|
|
|
ʵ��2
|
����
|
�˻�
|
����
|
���
|
����
|
|
|
ʵ��3
|
����
|
����
|
�˻�
|
���
|
����
|
|
|
ʵ��4
|
����
|
����
|
�˻�
|
���
|
����
|
����
|
|
ʵ��5
|
����
|
�˻�
|
����
|
����
|
���
|
����
|
|
ʵ��6
|
����
|
����
|
�˻�
|
����
|
���
|
����
|
|
ʵ��7
|
����
|
����
|
�˻�
|
���
|
����
|
����
|
|
ʵ��8
|
����
|
����
|
���
|
�˻�
|
����
|
����
|
��1
�ӱ�1���Կ������˻������������ƽ���Ӱ�첻�Ǻܴ������������������ι���
ͨ�����飬����ȷ���˴��������������Ϊ������—����—����—���—����
2.3����ģ��϶�ͳ���װ�з�ʽ
�������������飬����Ŀ��ص���ģ�ߵ��ϣ����ݶ��������ϵ��Ϻ�����������Ϻ��������0.91mm~0.94mm֮�䣬�������������������϶�ģ��϶����������Ƴ���װ�мо��ƶ��������Ʒ�����
2.3.1С��϶ģ���������
���Ǹ����Ϻ�Ϊ0.91mm~0.94mm������ģ�߳ߴ磬���ģ�ߴ�ΪΦ86.88mm������ģΦ84.87mm�������ĵĻ���ģ��϶0.13mm~0.19mm����������ģ�ߺ��µij����ӹ������Բ�ͬ���εIJ������顣
�� ��1:
2010��12��28�գ�����ӹ�����Ϊ������—ȥë��—��ϴ—����—����—���—�������������ţ�03325100���Ϻ�Ϊ0.94mm��0.95mm���Ϻ����Ϊ0.94mm���� ���������Բ��С��0.15mm������2000��.
����ǣ�12��29���ۼ��ͳ�1950����85%ƽ���С��0.08mm����15%ƽ���С��0.1mm������6��ƽ�����0.1mm��0.12mm��Χ.
�� ��2��
����ӹ�����Ϊ������—ȥë��—��ϴ—����—���—����
�������ţ�03325100���Ϻ�Ϊ0.94mm��0.95mm���Ϻ����Ϊ0.94mm��������50����
����ǣ��ͳ�50����35��ƽ���С��0.1mm��10��ƽ�����0.1mm��0.12mm��Χ��5��ƽ�����0.12mm��0.15mm��Χ���ϸ���ռ70%��
�� ��3��
2010��12��30�� �������ţ�0332510076�� ����357�����Ϻ�Ϊ0.94mm��0.95mm���Ϻ����Ϊ0.94mm��.
����ǣ�85%ƽ���С��0.08mm�� 15%ƽ���С��0.1mm��
�� ��4��
�������ţ�0852510082���Ϻ�Ϊ0.90mm��0.92mm���Ϻ����Ϊ0.90mm��������2000�������������Բ��С��0.2mm��
����ǣ��ͳ�2000��ƽ���С��0.1mm��1795��������ƽ�����0.08mm֮�ڵ�ռ60%��205������ƽ�����0.10mm��0.12mm���ϸ���ռ89.75%��
�� ��5��
�������ţ�0332511002���Ϻ�Ϊ0.91mm��0.925mm���Ϻ����Ϊ0.91mm��������2400�������������Բ��С��0.2mm��
����ǣ�����210��ƽ�����0.12mm��0.15mm��Χ. ����ƽ���С��0.08mm��
2.3.С��϶����
�����ٴε���ģ��϶�����ģ�ߴ�ΪΦ87.02mm������ģΦ85.1mm����ôģ��϶Ϊ0.04mm~0.1mm������ӹ�����Ϊ������—ȥë��—��ϴ—����—����—���—�����������ӹ�����ļо�����������1һ�¡�
�� �飺
�������ţ�0332511002���Ϻ�Ϊ0.91mm��0.925mm���Ϻ����Ϊ0.91mm��������210��������������Բ��С��0.15mm��
���Ϊ��120��ƽ���С��0.08mm��19��ƽ���С��0.10mm��
�������ּ�϶�����飬����ģ��϶̫С�Գ�ѹ�豸��ģ����Ĵ��������豸��ģ�ߵ������������ļ�϶�DZ�֤���ƽ��Ⱥ���Բ�ȵĻ���������2
|
ʵ��
����
|
����
|
����
�ƺ�
|
Ͷ��
����
|
ƽ���<0.08mm
|
ƽ���<0.1mm
|
ƽ���<0.12mm
|
ƽ���<15mm
|
�Ϻ�
|
|
1
|
1
|
03325100
|
2000
|
85%
|
��15%
|
6��
|
|
Լ0.95mm
|
|
2
|
2
|
03325100
|
50
|
0
|
35��
|
10��
|
5��
|
Լ0.95mm
|
|
3
|
1
|
0332510076
|
357
|
85%
|
15%
|
|
|
Լ0.95mm
|
|
4
|
1
|
0852510082
|
2000
|
60%
|
|
205��
|
0
|
Լ0.92mm
|
|
5
|
1
|
0332511002
|
2400
|
91.25%
|
0
|
0
|
210��
|
Լ0.92mm
|
��2
ע ����1������—ȥë��—��ϴ—����—����—���—������ ����2������—ȥë��—��ϴ—����—���—����
�ӱ�2���ݿ��Կ�����������ģ��϶���չ���1�ӹ�����������һ�γ�Ʒ�ʽϸߣ����һ�����û�з������ӹ�Ч�ʺʹ������Լ�Ͷ��ɱ����Խ��١�
����װ�з�ʽ
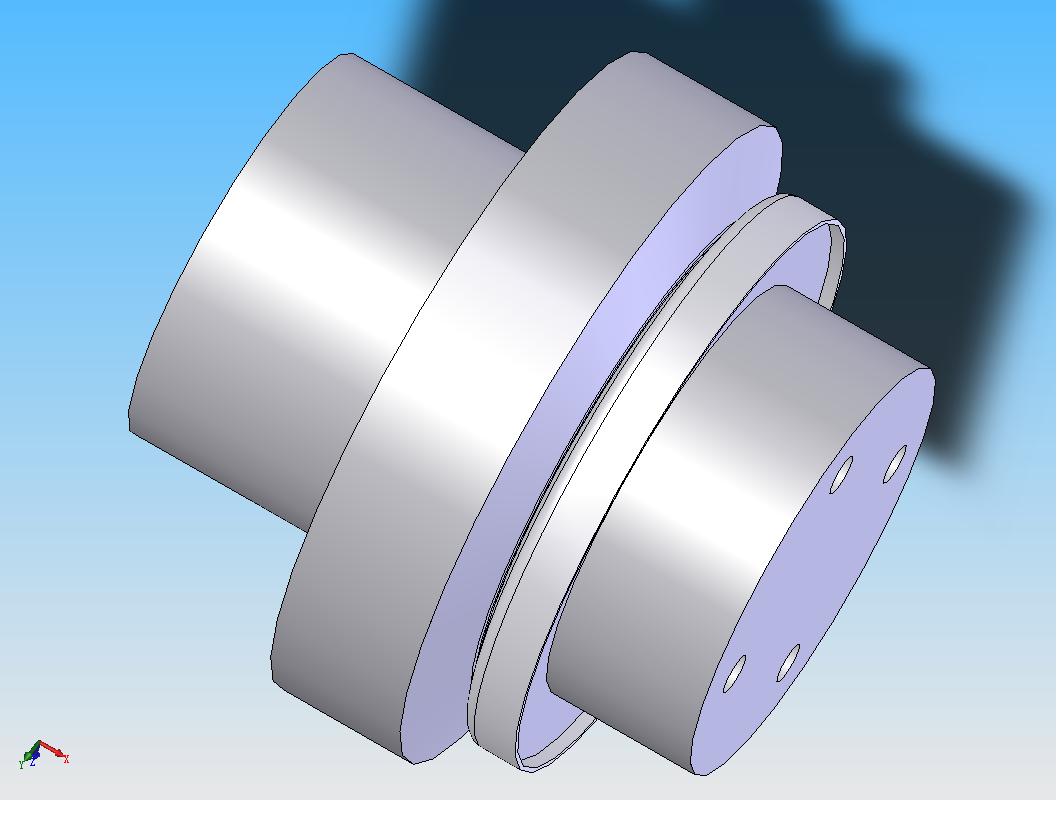
װ�з�ʽ�Գ��Ʋ�������������Ҫ�����Ƶ��Ͷ��ǰ��Ƕ�����ʽ��װ�з�ʽ�������ͼ5��ͼ6�о�֮�䣨��ͼ7װ�з�ʽ�������������ͼ3���Ķ��峵���������������ƽ�棬����������࣬����������¼�϶�����������ƽ��Ȼ��Dz��ܱ�֤�������Уƽ������ܱ�֤ƽ��ȡ�
�����۲죬���ǰѶ���ij�ͼ4��״������������٣�ƽ������գ�������ֻ��2mm������Ҳ��б�棨��ͼ5��ͼ6�������������ʱ��ƽ��ȷ����õ���֤��Ϊ�����Ǿ���������������ʵ����֤������ͼ4�Ķ����ͼ3״���峵�Ʋ�������Ч���á�
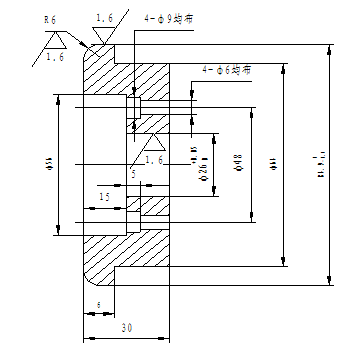
ͼ3
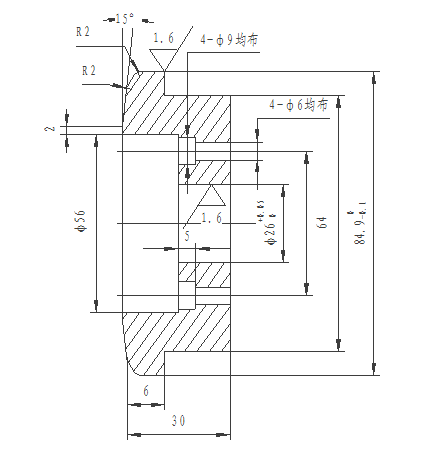
ͼ4
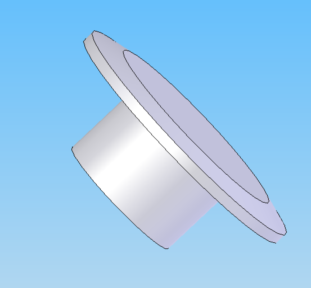
ͼ5 ͼ6
ͼ7
�ġ�����
�µ�װ�з�ʽ���������װ�й������ƻ������״����ֹ������ƺ�ص���Ӱ�����ƽ��ȵ����⣬��ģ��϶�ڱ�֤����ߴ�����״��ǰ���£��¼о߾������ƻ����ԭ��״���������һ�γ�Ʒ�ʾʹ����ߡ�
��������������£�
1. ����ְ��ϵ���ѹ����������ƽ��Ȼ�����û��Ӱ�졣
2. ���ϵ����Ŷ������ƽ���Ӱ�첻��
3. �����ڸ������ģ���б�ѹ��ƽ��ȼ�������ȶ�Ч������
4. �ڹ��չ����м��˻����ܽ������ȶ��ԡ�
5. ���ݰ��ϵ�ʵ�ʺ�ȸ���ģ�ߵĺ�����϶Ϊ�Ϻ��10%~12%.�������ܱ�֤ƽ��ȡ�
6. �����Ķ�������䳵�ڿ�б�档���ܱ�֤����ڳ��ƹ�����һ�γ��ɣ���ͼҪ���Ƽо߾������������װ�й������ƻ������״�ͷ�ֹ�ص�����
7. ����֤�������������ι�������ı�û�����ι������ƽ���Ҫ�á�
8. ȡ��Уƽ���ӹ�Ч�����̽�1/3��