������������˾�����������α�
ժҪ���������������������о������õ����ٷֱ��IJ�����ߣ��������ļӹ���ȵȣ���ͬ�ṹ�IJ�������������ͬ���Ͳ�ͬ��ʽ�Ŀ���ߴ�ʱ����ʾ��������İٷֱ���������ֵ�ķ����Dz�ͬ�ģ�Ϊ��ʹ�ٷֱ��IJ������������ֵ��ʾ����һ�£���Ҫ�Բ������Ľṹ���иĽ���
�ؼ��ʣ�������ߣ���������������������
ǰ��
�ڸǼӹ��У��кܶ�����߶ȳߴ磬Ҫ�ô���������߽��м�飬�Ա��ر��ӹ��ߴ��������ָ�������豸�������ڲ������Ͳ����ߴ�IJ�ͬ��������߱�����ʾֵ��������ֵ�����Dz�һ�µģ�����������ʵ�ʲ����������㣬��������к��豸��������������Щ�ñ��ڳ���ʱ���ڱ����Ͽ������������ķ�������ɴ��������У������������⣬�;���Ҫ�ڹ�����ע��������߱�����ʾֵ������������Ϊ��ʹ�ٷֱ��IJ��������������ʾֵ��ͨ��Լ������������ʾֵ����һ�£���ʹ���������к�����豸������Ҫ�Բ������Ľṹ���иĽ�������ʹ�����߲������ķ����������ṹ���н��ܡ�
1�� �ٷֱ���ǧ�ֱ�����ֵ�����ͨ��Լ��
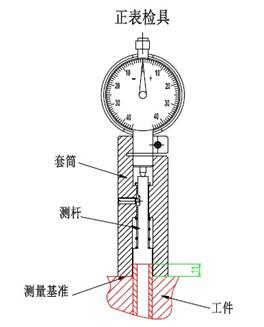
�ٷֱ���ǧ�ֱ����ճ���ʹ���У�����������ָ�ķ����Ҷ���һ��ͨ��Լ���������ڱ��˱�ѹ��������˳ʱ����תʱ��������ʾֵΪ������֮���������쳤��������ʱ����תʱ��������ʾֵΪ�������кܶ�������쳧�ң��ڱ�����ʱ�Ͱ�ͨ��Լ�����ڱ����Ͽ�����������ֵ�ķ�����ͼ-1��ʾ

ͼ-1 ������ʱ����������
2����������ߴ缰��߲������Ľṹ
���磺�ǵ���ѹװ����Ҫ�ô�����߽��в�������ߴ�11��+0.4/0������ͼ-2��ʾ��

�ø߶ȳߴ��ô�����߲������Ӽ�ߵIJ������Ľṹͼ-3��������������������Ͳ�ϣ���ʾ�����̶�������Ͳ�ϣ��ڲ��������У�����ߴ���ʱ���������IJ���������ƶ��ģ���֮�����DZ�ѹ���ģ�������ʱ����ת����ʱ������ʾ������ֵ����֮���ߴ��Сʱ���������IJ���������ƶ��ģ���֮�������쳤�ģ�������ʱ����ת����ʱ������ʾ���Ǹ�ֵ������ͨ��Լ���ı���ʾֵ����������
ͼ-3������߲������ṹͼ
3����������ߴ缰��߲������ṹͼ
���磺�Ƿ�����֧�ܶ�λ�������6.4±0.2�ߴ磬ͼ-4��ʾ��

ͼ-4�Ƿ�����֧�ܶ�λ�������ͼ
ͬ��������ͲΪ������������Ȼ�̶�������Ͳ�ϣ�����ͬ�ṹ���������ÿ����ʱ������������ı���仯�������ͼ-5��ʾ���Ӽ�ߵIJ������Ľṹͼ-6�������ڳߴ���ʱ���������IJ���������ƶ��ģ��������쳤�ģ�������ʱ����ת����ʱ������ʾ������ֵ����֮���ڳߴ��Сʱ���������IJ���������ƶ��ģ������DZ�ѹ���ģ�����˳ʱ����ת����ʱ������ʾ���Ǹ�ֵ������ͨ��Լ���ı���ʾֵ��������������ʱҪ�ڹ�������ȷ��ʾ����������ֵ����������������ʾ��֪����������ʱ�IJ��������������ֵ�������ʱ�����Ͽ̵�������ֵ�����Dz�һ�µġ�

ͼ-5������������߽ṹͼ
4���䷴�����Ϊ������߽ṹ
������ʾ��ʹ���У�����������������У����׳����������⣬�����Ľṹ�Dz��ܱ仯�ģ�ֻ�ܸı�������Ľṹ���ڹ�������ȷ����������ֵ����Ϊ�������㣬Ŭ������������Ľṹ�������IJ�������ͼ-6��ʾ��

ͼ-6 ������������߲������ṹͼ
������������߲�����������ʵ�ֵģ�
1�� �ı���������������ɿڶ����Ϊ���档
2�� �ƶ����ı䣺�ɲ���ƶ���Ϊ����Ͳ�ƶ���
3�� ���Ĺ̶�λ�øı䣺�ɹ̶�������Ͳ�ϸ�Ϊ�̶��ڲ���ϡ�
4�� ��ͷ�Ӵ���ı仯����ͷ�Ӵ�����ֱ��ѹ�ڲ���ϱ�Ϊͨ���̶�������Ͳ�ϵĺ�������ѹ������Ͳ�ϡ�
ͨ�������ĸ�����ĸı䣬����ʵ�ַ����������IJ������ṹ����֤��������������ֵ��ʾֵ�ķ�����ͨ�����Լ��������ֵ����һ�¡�