������������˾ �������� ����Ƽ
ժҪ�����Ľ��������ֻ����켼���Ļ����ں��������̣����ֻ����켼�����������������Ӧ�ã�����������˾�����������ֻ����켼����Ӧ����״���˷�����������˺�����ʵʩ�����;����
�ؼ��� ���ֻ����� ��ҵ�� ���շ��� PLM ����滮 �ߴ����
1������
�����緶Χ������������ҵ��һ����չ���졢�����߶ȼ��ҵ���ҵ��Ϊ�˻�ȡ�������ƺ�������λ�����ഴ�»����ҵ�ﲻ��ӿ�֣����˹������£�����ҵ���Ѽ������µ���������ʤ�����������ֻ������Ŀ�����Ӧ��Խ��Խ�ձ飬�ڸ����Ʒ����������Ƶļ������»�ге��Ų��ɻ�ȱ�����á����ֻ������ڹ���������ۺ�Ӧ�þ������ֻ�����������Ŀǰ������Դ˻�û��һ��ͳһ�ĸ��һ�������Ϊ���ֻ�������������ͨ��������������켼�����������̷��棬ģ���Ʒ���������е����졢װ�䡢�������ƺͼ��ȸ����εĹ��ܣ���Ҫ���������������������Լ���Ʒ����Ƶ�����ʵ�ֵ�ת�����̣�ʹ��Ƶ���������֮��IJ�ȷ���Խ��ͣ������ֿռ��н������������ѹ������ǰ��ʹ����������������ֿռ��е��Լ��飬��ǰ���ʵ�������п��ܳ��ֵ����⣬�����ü���������Ż�ʵ�����������Լ���������ϵͳ�����ܣ��Ӷ������Ƶijɹ��ʺͿɿ��ԣ���������Ͻ�Լ�з���ʱ��ͷ��á�
2�����ֻ������Ĺ������̼���������ҵ��Ӧ�����
“���ֻ�����”ϵͳΪ���������̼��乩Ӧ���ṩ��һ�����ŵ����칤����Ϣ����ƽ̨��ʹ��ҵ�ܹ�������������̽�����ƹ滮��ģ��������������������Ϣ��ʱ������ز��š���Ӧ�̹������Ӷ�ʵ����������Ͳ��й��̣�����������˳�����С�
2.1���ֻ������Ĺ������̣�����������ͼ1��ʾ����
2.1.1����Ʋ��Ż�ȡ��Ʒ���ݣ�
ͨ��ϵͳ���ɣ�����Ʋ��ŵ�PDMϵͳ���Զ����ز�Ʒ������ݣ�����3Dģ�͡�װ���ϵ�ȣ�����“���ֻ�����”�����н��й�����顢��������ȣ�������Ʒ�Ŀ������ԡ��ɴ��ԡ��ɲ�ж�ԺͿ�ά���ԣ�ʵ��3D��Ʒ������3D�������ݵ�ͬ����
2.1.2�ӹ�װ���ߡ��������Ż�ȡ��Դ���ݣ�2D/3D����
ͨ��ϵͳ���ɣ�����ҵ����Դ�����Զ����������Դ���ݣ���ӹ�Ӧ��ȡ�ù�װ���ߵ����ݣ���“���ֻ�����”�����н��������Ŀ����Դ�⡣
2.1.3 ���չ滮��
��“���ֻ�����”�滮ģ���н���Эͬ�滮���빤�ղ������еĹ�����Ϣ�������ܹ�����Ƽƻ�������ͼ����ϸ�ڹ��չ滮�������������Ʒ����Դ��˳�������������MBOM���滮�����ͳ�������̺�ʱ�ȹ�����Ϣ��
2.1.4 ������֤�����棺
���˻����̡������ˡ�3D�豸/��װ/�оߡ������ߵ���Դ���岢���뵽“���ֻ�����”����ģ���У�����������������������湤����ҵ���̣�����һ�����������ֹ���������/��ˮ�ߣ���������֤�滮�����������������֤����̬װ�䡢��λ������֤����ƽ�⡢��ʱ�������˻����̷��桢 ��
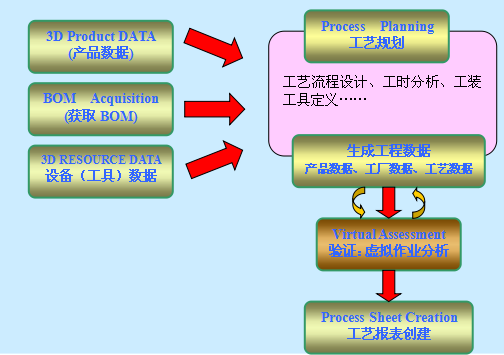
ͼ1 “���ֻ�����”��������
�����֡��������桢�����˷��桢NC���桢��ѹ���桢PLC������ʼ�ȡ�
2.1.5 �ͻ��������
ͨ��ϵͳ���ɺͿͻ����������������ִ���ļ�������������ɹ�����Ͷ�ꡢά������ѵ����Ϣ�����ݴ��ݵ����е�CAPPϵͳ�С�
2.2 ���ֻ����켼����������ҵ�е�Ӧ��
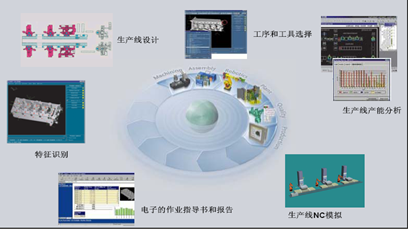
 ��������ҵ��Ϊ������Ʒ�����������ӿ��Ʒ�����ٶȣ����й��̵��Դ���Ӧ�ã���Ϊһ���Ƚ��IJ��й��̼��������ֻ�������Ӧ�ù㷺���ǴӲ�Ʒ���������������ȫ���̣� ����ͼ��ʾ��
��������ҵ��Ϊ������Ʒ�����������ӿ��Ʒ�����ٶȣ����й��̵��Դ���Ӧ�ã���Ϊһ���Ƚ��IJ��й��̼��������ֻ�������Ӧ�ù㷺���ǴӲ�Ʒ���������������ȫ���̣� ����ͼ��ʾ��
2.2.1��ѹ�������
�Գ�ѹ�����߽��з��棬���Խ��ж�̬��������ģ��������顢��������������֤������ƣ�����ƽξͿ�ͨͼ2���ֻ����������������� ͼ2 ���ֻ��������������������е�Ӧ��
���е�Ӧ�ù�3D������и��õ���Ϣ��ͨ���ɽ������ڵ���ƴ����� (��ͻ����)���ɷ���ؽ����˶�ѧ�Ż�����ͬ���ؽ��й�����ƣ����ٳ�ѹ�����ߵĽ��������ʱ�䲢�Ż�����ѭ��ʱ�䡣
2.2.2�׳��������������װ��
�������ɡ��������Ż������׳����Ĺ������̣��ṩ�����Զ����䡢��ǹ�Զ�ѡ�����˿ɴ��Է��������������߱�̡��������溸��·�ߵȹ��ߣ�ʵ�ְ׳��������ߡ�װ�䵥Ԫ���չ��̵���ơ��滮��������֤����ϸ����ƺͷ��桢�Ż����ṩ�����İ׳������칤�̵Ĺ滮����ơ���������Ŀ���ٵ��Ŷ�Эͬ���컷������ǿ���������������߹�Ӧ�̵�Э������֤��Ϣ��ʱ���¡�����������
2.2.3����������
 �����������߽��з��棬ʵ�����������ߺ��չ��̵���ơ��滮��������֤���ṩ�����˿ɴ��Է��������������߱�̡�����ı�����ȹ��ߣ����ж�̬�������ṩ����ͳ�Ʒ����ֶΣ��ɶԶ��ָ��ʷֲ������ȡ���̬��ָ���������ʡ�����ֲ��ȣ�����ͳ�Ʒ������������������ͼ����״ͼ����״ͼ�ȣ���̬ͼ����ʾ���û��Զ����ʽ�������Ż���ơ�
�����������߽��з��棬ʵ�����������ߺ��չ��̵���ơ��滮��������֤���ṩ�����˿ɴ��Է��������������߱�̡�����ı�����ȹ��ߣ����ж�̬�������ṩ����ͳ�Ʒ����ֶΣ��ɶԶ��ָ��ʷֲ������ȡ���̬��ָ���������ʡ�����ֲ��ȣ�����ͳ�Ʒ������������������ͼ����״ͼ����״ͼ�ȣ���̬ͼ����ʾ���û��Զ����ʽ�������Ż���ơ�
2.2.4��װ�������
ͼ3 ���ӹ������߹滮
��װ���������Ҫ�����װ�����ߵĹ��չ滮������װ�������������/����������װ������ṩ���ڸ��Ӳ�������ά���������֧������װ����̷��������Խ���
��/��̬������������߿ɴ���
������װ���϶�����ȣ��˻����̿��Խ���OWAS������̬������NIOSH�Ͷ�ǿ�ȷ����Լ�װ������Է�����ͨ�����˹�װ������ķ������Բ������غ�װ��ѭ��ʱ������Ż��ȣ��������ڶ��ͬ��װ�Ĺ��շ�����ƺ��Ų��ƻ����ƶ������л���滮���̷��桢���������ߵ����ܣ�����������������������ƽ�⡢ƿ���ͻ�������С�ȡ�
2.2.5������������ϵͳ�ӹ��������
�Է������ʹ���ϵͳ�ӹ������߽��з������滮�ͷ��档�����Զ�ʶ������Ĺ�����������Ƽӹ������Զ�ѡ����ѵļӹ������͵��ߺ�����NC����·������NC����Ϊ�������ϵĹ�λ�����Ż��Ĺ���
2.2.6������ƺ��Ż�
���Կ��ٴ�����ȷ��3D����ģ�ͣ�ͨ����άʵʱ������ʵ���ӻ������������ڵ�������ʩ�������ߡ��豸�ȶ����Է��棬�����Ա��������/�Ż������߽��ġ�����������ƿ�������֡��豸�����ʺͻ�������С��
2.2.7��������
��������ƽα�Թ����װ�䷽�������Ż��������ݶ���������������ߵ����ɹ���������������ػ���ʹ�õIJ�������õijߴ���Ϣ����CADģ�ͶԱȣ��������Ż���Ʒ���������ơ�
“���ֻ�����”�ᴩ����������ơ��滮����֤��ֱ������������������������̣�����һ��������ϵͳ����Ҫ��������ε�CAD/PDMϵͳ�������ݽ������Բ�Ʒ��ƽ��п�����������������ͬʱ������Ҫ���ǹ�����Դ�����Ҫ�����ε���ҵ��Դ����ϵͳERP�����ӿڡ�
2.3���ֻ��������������������е�Ӧ��
�����������Ƶ��ص�֮һ�����������������������������Ҫ��Դ����������������Ƶ���������ܡ��ӽ�����ǿ�ȣ��Լ�װ��������Ҳ�������쾫��ֱ����ء���������Ʒ�ĺ�۾��ȣ����϶�������۾��ȣ��������ȣ��ȵĿ��ƺܴ�̶��Ͼ��Ƕ��������ֳߴ�Ŀ��ƣ����������������ƵĹؼ�����Ч�ؽ��гߴ�ƫ����ƺ�����
ͨ���ij��ó�������װ������300~500�������ѹ�����150~250���оߣ�70~120��װ��վ��2000~6000�����㣬�ټ��������μ�����������װ����̳������ӣ������ߴ��ƫ������������в��ϵش��ݺͻ��ۡ���˶Գߴ�ƫ��Ŀ��ƺ�����Ҫ�ᴩ�����������Ƶ�ȫ���̡�
�ڲ�Ʒ��ƽΣ����ֻ�����������������������߽�������ԭ��ģ�⣬���Ǻͽ���������������⣬����ƺ��ս����Ż���������Ʒ����ͽ�����Ʒ������ƣ�Design for Quality����ͨ��3D�ijߴ�������������ߣ������Ʒ�������װ�������Ԥ���Ʒ�ߴ�������ƫ��Դ�������ӣ��Ӷ��ж�ijһ�ε�����Ƿ��ܹ�����ߴ����Ҫ�������ܵ����ķ�����
�ڼӹ�����Σ������ֻ��ķ�ʽ�����á����桢������CMM(Coordinate Measuring Machines,�����������)��CNC(Computer Numerical Control Machine,���ؼӹ��豸��ʵ�����߱�̺�����⡣���������Σ��ӹ�����������豸���ȡ�������ݣ�ʵʱ��ȡ����������Ϣ���Դ˽��и��١������ͷ�����ͨ��������ݵ���ȹ�������Ѱ������ĸ�������������Ӷ���߲�Ʒ������������ͬʱ�������Ч�ʲ����������ɱ���
3. DPCA�����������ֻ�����Ӧ�õ���״������
Ŀǰ����������˾��Ʒ����ʹ�����ֻ���ƹ��ߣ���CATIA��ALIAS��������ƹ����Ѿ��dz��ձ飬��R3Pϵͳ����������̺��������Ҳ�Ѿ�Ӧ����4�꣬������������̣�CAE���ļ����ѿ�ʼ�ڲ�Ʒ����еõ���Ӧ�ã���Щ��Ʒ�����������ֻ�Ӧ��ҲҪ�����ι��ղ��Ŷ��乤��ģʽ�����������б���Ҫ���ղ�����û��ʵ��֮ǰ���������ֻ����忪չ��Ʒ�Ĺ��տ����Է�������֤��Ϊ��Ʒ�����ṩ�Ż�����ͽ��飬�Ӷ�ʵ�ֲ�Ʒ����ͬ�����ӹ��߲���������������˾���ֻ�����Ӧ���ھֲ��ѿ�ʼ����Ӧ�õķ�Χ����Ⱦ��dz����ޣ���������ڣ�
3D�ߴ������������2010��������3D�ߴ��������������3DCS����Tx3���μ���λ�ߴ��������еõ�Ӧ�á����³�����ĿT88��Ŀ��Ӧ�ø�������������β��װ�䡢β����β�ż�϶��ǰ�Ż������Χ���尲װ��λ�ȳߴ����������������������T73������Ӧ�ø��������ص��עȱ�ݼ��еijߴ硣
װ�������ֳ�ECM�����³���ר�������װ������ԭ���ù�����PSA��ɳ�ʼ��������װ���ս���У�顣��T73��Ŀ��ʼװ����������DPCA����װ������ɵģ���װ������Ĺ����У���Ҫ��������豸�����ߵ���Ϣ����3D���ֻ���Ȼ�����ģ��װ�䣬����ǰ����װ���������������⣬���յó����棬����Ŀ������������ֻ������CATIA V5 ��DMUģ����м�װ��ģ�⡢����ͨ����ģ��������棬����Ч�ʵͣ����Ҷ��ڿռ��϶��С�����渴����������ѴﵽЧ���������ʹ��һЩ�������ߣ��������˾�����ֻ�����������DELMIA�е�Kineo�����װ��·�����Զ����㣩�������ӹ�˾��Teamcenter Visualization Mockup���ӻ������������Է����Ч�ؽ��м�϶�����������������������������Ա��������֤������Ч�ʣ����ҿ����ڹ��յ���֤���Ż�����Ͷ����ྫ������һ�����ƹ���������
3D��������� Ҫʵ�ֲ�Ʒ�������ͬ�����Թ��ղ��Ŷ��ԣ����������յ�ʱ�����Ⱦ���Ҫһ��ͼ�ι��������3D��ģ���˽��Ʒ����Ϣ�����ܽ��й�����ơ�Ŀǰ��˾������Inte Vue��Ʒ���������ݹ���ƽ̨������һ�𡣸ù��߶�CATIA�IJ�Ʒ��ģ�����������������������ģ�����Խ��м���ע˵����ת��Ϊ���ո�ͼȥָ��������
���չ滮������3D��ģ�����й��չ滮���������ֻ���֤��ģ���������ȱ�����ߣ���������������Ӧ�̻�PSA����ɣ�����DPCA����ijЩ����ʼ���ԡ����磺��װ������T53�³�����Ŀ��ʼ��Ҫ�����ڽ���ʵ��ǰ��������֤���ṩ3D�ļ����ѻ�����T63��B53��T61��B51��T31��T31��X7�ȳ�������3D�Ļ������ݡ���װ���մ�2008�꿪ʼӦ����������ģ���������ø����������˶�����װ������������Ʒ����Ľ�ģ�ͷ���ģ�⣬��֤�����ͷ����ĺ����ԣ��ҳ�������ƿ���㣬���������õ��Ľ�������ͷ��������Ż����á�
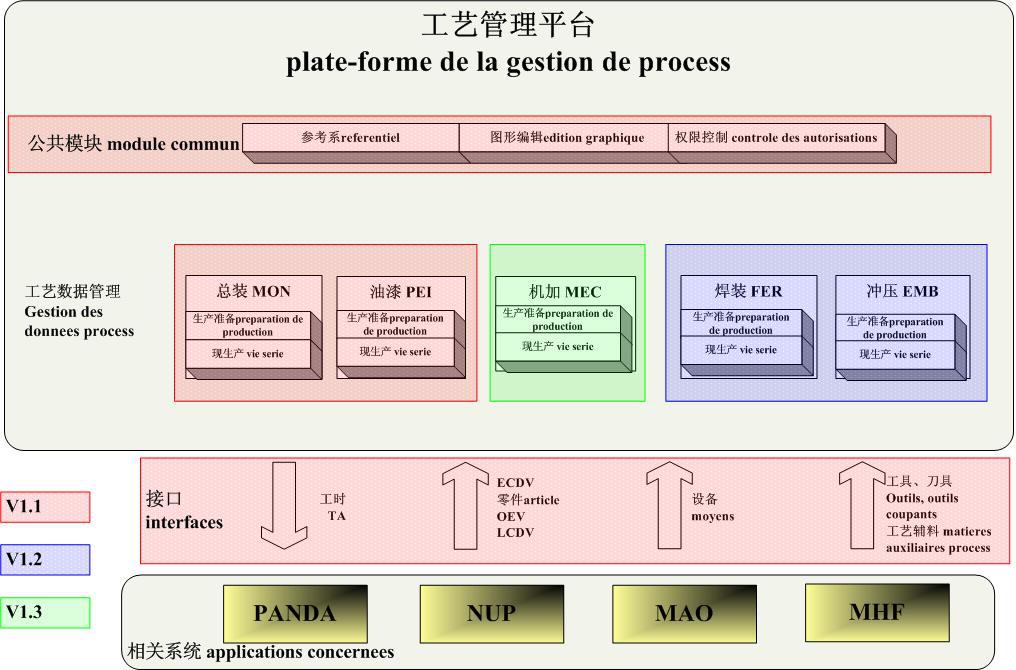
�ӹ������ݹ�������������2011��������PDS��Process date System,�������ݹ�������Ŀ��������ƿ���ʵʩ������˾�Ĺ������ݹ���ƽ̨��������ѹ����װ�����ᡢ��װ����������մ����������������Ĺ��չ����еĹ������ݣ�����������������豸�����ߡ���ʱ��ͼ�ε���Ϣ��
 ��֮��������˾�ڹ�����������ֻ�Ӧ��������ֻʵʩ��һЩ�����Ľ�������������ǹ������ݹ�����ʽ���ǹ������ģʽ������ҵ�Ƚ�ˮƽ��Ⱦ��н����Եľ��룬��Ҫ��ȡ��ʵ���ж����Ը��ơ�
��֮��������˾�ڹ�����������ֻ�Ӧ��������ֻʵʩ��һЩ�����Ľ�������������ǹ������ݹ�����ʽ���ǹ������ģʽ������ҵ�Ƚ�ˮƽ��Ⱦ��н����Եľ��룬��Ҫ��ȡ��ʵ���ж����Ը��ơ�
5��������
ĿǰӦ����������˾����������ʵʩ���ֻ�������ǡ��ʱ����
ͼ4 PDSϵͳ�������
– ������ҵ��չ�����ƣ���2009�꿪ʼ�й������г�����������������ҵ��չ�ĸ߷��ڣ���˾������Ŀ���³���Ͷ��Խ��Խ�࣬Խ��ʵʩ����Խ�����棻
– �Ѿ߱�ʵʩ�Ļ�������
---���ⲿ�����ֻ�������Ʒ�������ѱȽϳ��죬�����������̶���½��Ӧ�ã��о���ɹ������
---���ڲ�������˾����Ϣ���̶�����Ƚϸߣ��ڲ�Ʒ�������CAD �� R3Pϵͳ��Ӧ�������ж��꣬MBOM��������ϸ�����Ĺ����ܳ��죬���ղ����Ѿ�����һЩ3D���ݣ���������һ����ϵͳʵʩ��Ӧ�þ��顣
���������£������������������ڲ�Ʒ����Ӧ��CAD��CAE��������������Ӧ��ERP�����������������ֻ�������Ӧ��Ҳ������������º�����̨�ף��Ӷ�������˾�ľ�����������ռ��ҵ���Ƹߵ㡣
�����
1.�����ֻ���ҵ�� 2009�����
2.�����ʱ���й�Խ������ҵ�Ĵ���֮����