�Ϻ������ɷ�����˾���ó��ֹ�˾ �����
 ���ڻ��ӹ�������ҵ������ӹ�Ч�ʺͽ��ͼӹ��ɱ��IJ�����,����Ҫ�������ͨ��������Ʒ�������������ڼӹ�ƫ�����ɵķ�Ʒ������ʧ����������ҵ��Ч��,�����Ϊ���ӹ�����������������Ҫ������ֶ�,�����������ܹ�ͨ��ʵʱ�����������������ʱ�����ؼӹ�������,�����ܻ��ӹ�������ҵ����,�������Ǿ�Χ�������ѡ�����������������Ϊ����������̽�֡�
���ڻ��ӹ�������ҵ������ӹ�Ч�ʺͽ��ͼӹ��ɱ��IJ�����,����Ҫ�������ͨ��������Ʒ�������������ڼӹ�ƫ�����ɵķ�Ʒ������ʧ����������ҵ��Ч��,�����Ϊ���ӹ�����������������Ҫ������ֶ�,�����������ܹ�ͨ��ʵʱ�����������������ʱ�����ؼӹ�������,�����ܻ��ӹ�������ҵ����,�������Ǿ�Χ�������ѡ�����������������Ϊ����������̽�֡�
�����ѡ�����������������
�����������������������߲���Ч�ʵ�ͬʱ���ܹ�ͨ�����ʵ�ѡ�������������������豸��������ҵ�IJ����ɱ�,(�������ǻ�ѡ��˹������GLOBALϵ��������Ϊ��)
GLOBALϵ��������������������ͺſɹ�ѡ��ֱ�ΪClassic SR��Performance��Advantage
|
|
Classic SR
|
Performance
|
Advantage
|
|
��Ӧ������
|
�����õĹ����Ͳ������������ô�����ɨ�輼��
|
Ϊ�㵽���ɨ������ṩ���߾���
|
���߾��Ⱥ�Ч�ʣ���ɳ־õĹ��̿��ƺ����������������ϵͳ֧��ɨ��
|
|
ɨ�輼��Ӧ��
|
����ϵͳ֧��ɨ��
|
����ϵͳ֧��ɨ��
|
����ϵͳ֧��ɨ��
|
|
�¶Ȳ���
|
���������¶Ȳ�������(7 ��������)
ѡ�CLIMA �¶Ȳ�������(11 ��������)
|
���������¶Ȳ�������(7 ��������)
ѡ�CLIMA �¶Ȳ�������(11 ��������)
|
���������¶Ȳ�������(7 ��������)
ѡ�CLIMA �¶Ȳ�������(11 ��������)
ѡ�ACTIV �¶Ȳ�������(15 ��������)
|
|
ʹ�û���Ҫ��
|
����18 - 22°C - 1°C/h - 2°C/24h
CLIMA��16 - 26°C - 1°C/h - 5°C/24h
|
����18 - 22°C - 1°C/h - 2°C/24h
CLIMA��16 - 26°C - 1°C/h - 5°C/24h
|
����18 - 22°C - 1°C/h - 2°C/24h
CLIMA��16 - 26°C - 1°C/h - 5°C/24h
ACTIV ��15 - 30°C- 2°C/h - 10°C/24h
|
Classic SR�ɹ�ѡ����ͺ���
|
|
�г̷�Χ��mm��
|
|
|
X
|
Y
|
Z
|
|
09.12.08
|
900
|
1200
|
800
|
|
09.15.08
|
900
|
1500
|
800
|
|
09.20.08
|
900
|
2000
|
800
|
Performance�ɹ�ѡ����ͺ���
|
|
X
|
Y
|
Z
|
|
09.12.08
|
900
|
1200
|
800
|
|
09.15.08
|
900
|
1500
|
800
|
|
09.20.08
|
900
|
2000
|
800
|
|
12.15.10
|
1200
|
1500
|
1000
|
|
12.22.10
|
1200
|
2200
|
1000
|
|
12.30.10
|
1200
|
3000
|
1000
|
Advantage�ɹ�ѡ����ͺ���
|
|
X
|
Y
|
Z
|
|
09.12.08
|
900
|
1200
|
800
|
|
09.15.08
|
900
|
1500
|
800
|
|
09.20.08
|
900
|
2000
|
800
|
|
12.15.10
|
1200
|
1500
|
1000
|
|
12.22.10
|
1200
|
2200
|
1000
|
|
12.30.10
|
1200
|
3000
|
1000
|
|
15.22.10
|
1500
|
2200
|
1000
|
|
15.30.10
|
1500
|
3000
|
1000
|
 ��������GLOBAL�����IJ������ݼ��ͺ�������GLOBAL���������������������ӹ����乤���IJ����������ǿ����˻����IJ������ݣ�����������������һ�²�������ͷϵͳ�����������Ƿֱ�ѡȡ��Ϊ���õ�Renishaw PH10MQ��е�ֶȲ�����TP200��ͷϵͳ��LSP-X5��άɨ���ͷϵͳ����������ϵͳ�����������Ա�
��������GLOBAL�����IJ������ݼ��ͺ�������GLOBAL���������������������ӹ����乤���IJ����������ǿ����˻����IJ������ݣ�����������������һ�²�������ͷϵͳ�����������Ƿֱ�ѡȡ��Ϊ���õ�Renishaw PH10MQ��е�ֶȲ�����TP200��ͷϵͳ��LSP-X5��άɨ���ͷϵͳ����������ϵͳ�����������Ա�
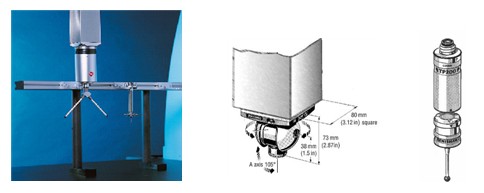
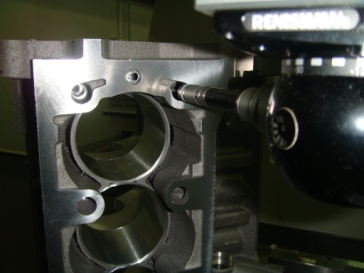
��������������һ��Renishaw PH10MQ��е�ֶȲ�����TP200��ͷϵͳ��PH10MQ ����Ӣ��Renishaw��˾רҵ��������ķֶ���ת�ؽڣ��ܹ��̶��ڲ�������Z���ڲ����Ӷ�ʹ��Z��IJ������ȴﵽ���PH10MQ��A�ǿ��Դ�0°��105°��B��Ϊ±180°��תA��B�Ǿ�����7.5°Ϊһ�ֶȣ�ͨ�����������ʹ��PH10MQ���Եõ����720�ֲ�ͬ�IJ����Ƕ���ϣ�����ȵ����㱻����ϲ�ͬ�Ƕ�Ԫ�صIJ�������������PH10MQ�Ķ�λ�ظ�����ֻ�� 0.5µm�������Renishaw TP200 6����Ӳ�ͷ���ܹ���֤��ʹ�ó�̽����������Ȼ�߱��������ظ��ԣ�TP200���ܸ��ݹ�������Ԫ�ص���dz��ѡ��ʹ�ñ������̻����ز������̣��������������ľ��鵱̽����ϳ�����50mm����ʱ���ǿ���ʹ�ñ������̶���̽�����ϳ��ȳ���50mmС��100mmʱ���ǿ���ѡ���ز������̣� ����TP200��ͷϵͳ���������Renishaw�Զ���ͷ���������ﵽͬʱ��һ����ͷ��ѡ�����6�ֲ�ͬ��״��̽���飬����ȵ����㲻ͬ��������ͬ�Ƕȵı���Ԫ�أ��ڲ���Ҫ����У��̽����ϵ��������ɲ���������Renishaw�����ṩ�Ӵ�ʽɨ�裬�ɴ�����ͨ������Ľ��ܿ��Կ���Renishaw����ϵͳ���Ը����ṩ�dz���Ч�IJ���Ч�ʶ�ȱ����ֻ��Ϊ���ṩ�Ӵ�ʽɨ�衣
��������������������LSP-X5��άɨ���ͷϵͳ��LSP-X5�Dz��ù̶�ʽģ��ɨ��IJ�ͷ��רΪ���١��߾��Ȳ�������ƶ��ɡ��˲�ͷϵͳ��ÿ������ɸ߾��ȵ�LVDT�����Կɱ��ִ���������ɣ��Ӷ�����Я������500 mm�Լ��ش�500 g��̽��ͼӳ��ˡ���̽��ģʽ�������㴥���������Զ����ĺ���ɨ�裬����ɸ��ָ��ӵIJ����������������������ε�ɨ�衣LSP-X5�ܹ����ø��ָ�������������̽�롢�ӳ��ˡ��������ؽڣ��Ӷ�������κβ�����������ͷ����ܹ�ֱ��ͨ���߱��߶��ظ��Ե�̽�����̽��У�����������У�����Ա��ֲ������ȡ�����LSP-X5��ȱ������̽��������ѡ��̽�����ʱֻ��ѡ�ù̶��ĽǶȶ������ڲ���ʱ������������Ƕȣ�����������˵��������״��Ϊ����ʱֻ������䵥���Ĺ���������룬������ijЩ�����������в���ʱ����Ҫ�������벢����У��̽�룬�������˷��������IJ���ʱ�䣬���ŵ���Dz������ȸߡ���ѡ�ó�̽��ʱ����Ӱ�쵽�������ȣ������ܹ��ṩ�Ӵ�ʽ�����߾���ɨ�衣
��������

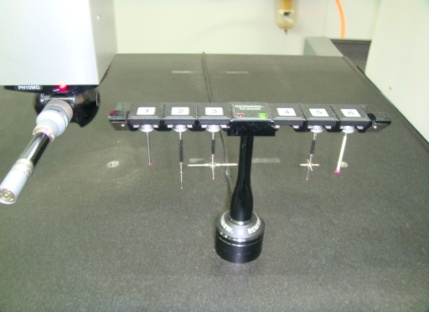
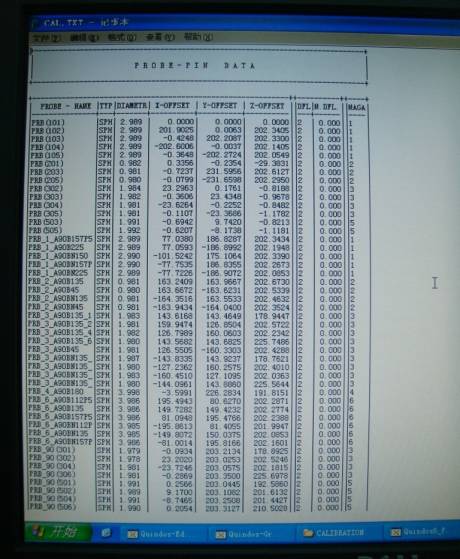 �����Ϻ��������ӹ��ֳ�������,3̨�����˺���˹��GLOBALϵ�е�Performance���������1̨ΪAdvantage����������ϵͳȫ������Renishaw PH10MQ��TP200���������ȴﵽ1.5-2.5µm��3L/1000��̽���Զ�������������5�ֲ�ͬ��ϵ�̽���飬����ÿ̨������̽�����ͳһ������ͨ��5��̽����Ͽ��Եõ���������Ҫ�Ĺ���51�ֲ�ͬ�ǶȲ�ͬ���ı궨���ݣ��Ӷ���֤ÿ̨�����궼�ܶ������������мӹ���Ʒ����ȫ���ǣ���������������������ÿ̨�豸�ij�����ͨ�û�������ʡ�˹��������ĵȴ�ʱ�䣬������̨�豸������̨�⣬����Ҳ��֤�˵�����һ̨�豸��������ʱ���б����豸�����������ϲ����ܹ�˳����ɡ�
�����Ϻ��������ӹ��ֳ�������,3̨�����˺���˹��GLOBALϵ�е�Performance���������1̨ΪAdvantage����������ϵͳȫ������Renishaw PH10MQ��TP200���������ȴﵽ1.5-2.5µm��3L/1000��̽���Զ�������������5�ֲ�ͬ��ϵ�̽���飬����ÿ̨������̽�����ͳһ������ͨ��5��̽����Ͽ��Եõ���������Ҫ�Ĺ���51�ֲ�ͬ�ǶȲ�ͬ���ı궨���ݣ��Ӷ���֤ÿ̨�����궼�ܶ������������мӹ���Ʒ����ȫ���ǣ���������������������ÿ̨�豸�ij�����ͨ�û�������ʡ�˹��������ĵȴ�ʱ�䣬������̨�豸������̨�⣬����Ҳ��֤�˵�����һ̨�豸��������ʱ���б����豸�����������ϲ����ܹ�˳����ɡ�
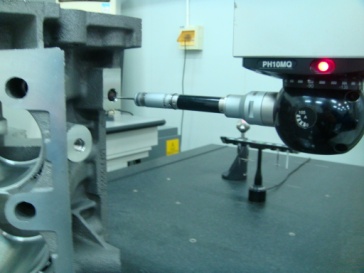
 ��������������KV6����Ϊ��������KV6�������V�����������ڲ���ʱ����Ԫ�ؽǶȶ࣬��״���ӵ�������ͨ��4��̽�����ϾͿ���һ����������мӹ�Ԫ�صIJ���������������ͨ��ͼƬ��˵������ͼһ���Կ�����������ѡ����1�ſ��е�3mm×40mm������A0B0�� A90B180��A90B0��A90B-90��4�ֲ�ͬ�Ƕ�������˸���6000�桢1000�桢4000�桢3000�������п�ƽ��IJ�����
��������������KV6����Ϊ��������KV6�������V�����������ڲ���ʱ����Ԫ�ؽǶȶ࣬��״���ӵ�������ͨ��4��̽�����ϾͿ���һ����������мӹ�Ԫ�صIJ���������������ͨ��ͼƬ��˵������ͼһ���Կ�����������ѡ����1�ſ��е�3mm×40mm������A0B0�� A90B180��A90B0��A90B-90��4�ֲ�ͬ�Ƕ�������˸���6000�桢1000�桢4000�桢3000�������п�ƽ��IJ�����

 Ȼ��ѡ��6�ſ��е�5mm×50mm̽����A90B135��A90B-135��2���Ƕ��¶Ը���7000�桢8000������ƽ�����
Ȼ��ѡ��6�ſ��е�5mm×50mm̽����A90B135��A90B-135��2���Ƕ��¶Ը���7000�桢8000������ƽ�����
 ���������ڸ�ƽ�漰����ֹ�ڲ۽�խ����ߴ��ͷ̽������������������ѡ����2�ſ��е�0.5mm×50mm��̽����A90B0��A90B135��A90B-135�����Ƕ��·ֱ������
���������ڸ�ƽ�漰����ֹ�ڲ۽�խ����ߴ��ͷ̽������������������ѡ����2�ſ��е�0.5mm×50mm��̽����A90B0��A90B135��A90B-135�����Ƕ��·ֱ������
������ڸ����Լ�3000����һ��45�Ƚǵ����ƿ���Ҫ������������Ҫ�õ�3�ſ���5����̽�����A90B135��A90B-135�����Ƕ�����ɲ���
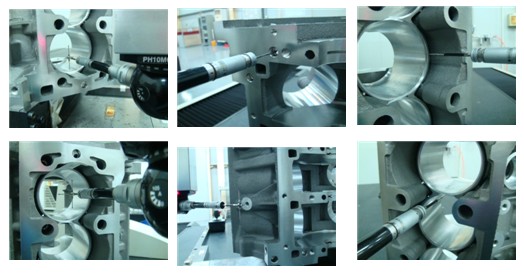 �������Ƕ�����˸��ӵĹ�������������Ҫ����2��3�׳��������ɲ�Ʒһ������IJ��������������ڽ�����PH10MQ��е�ֶȲ����Լ��Զ�������Ϊ������������������̽�����ʹ�����ܹ�����ȷ���������һ�����ӹ����IJ�����
�������Ƕ�����˸��ӵĹ�������������Ҫ����2��3�׳��������ɲ�Ʒһ������IJ��������������ڽ�����PH10MQ��е�ֶȲ����Լ��Զ�������Ϊ������������������̽�����ʹ�����ܹ�����ȷ���������һ�����ӹ����IJ�����
�ܽ���ž��ӹ�����ļӹ��������ӣ�������ҲԽ��Խ���뵽��������һ�ߣ�������Ҳ��֮ϸ��Ϊ�����ͺ������������࣬��������һ�ߵ�����������Ҫ���ֳ������ٶȡ����ȡ��ɱ��Լ��Ը��ӳ��价������Ӧ�ԣ�ʹ֮�����ܵ�ȡ��ר�ü�ߣ���Ϊ���ӹ�����Ҫ����豸���������ѡ����һ̨�ɱ�������ͬʱ��ӵ����Խϸߵļ��ȷ�ԡ�����Ч�����������ڼ������Ҫ�о�̽�ֵġ�