ժҪ:������һ�ֿɲ���������������������������������������LabVIEW ƽ̨����������PCI-1200 ���ɼ�����Ӧ��ʽ�����Ǵ�������ݣ������������������������ĸ��ţ����б궨�������̶ȡ�ȷ��������ָ����ʽ�������������ʽ����ж�����״̬��������
1 ����
�������IJ��������������о��������������㹦�����ġ��Ż����������͵����β���������Ҫ���ǿ���ͨ���������ı仯������������̣���ӳ����ĥ����������������ĺ����ԡ��������ϡ����������״̬���Ա㼰ʱ�����������̣��������Ч�ʣ����������Ʒ�ʡ����õ������������е���Ӧ��Ƭʽ��ѹ��ʽ���֡����ü�����ɼ��ʹ�����������������������ʵ�������ʵ�����Ѻ��ռ��������ǰѱ����������������ת��Ϊ��ģ���źŲ�ͨ��A/Dת����ת��Ϊ�����ź�����������������Բɼ������ݽ��и��ַ�����������ͳ�ļ���������ͷ�������ͨ�õĻ�ר����ƵĽӿڰ忨���������ķ����ʹ�������һ����ͨ�õ�������̻����£���C/C++��BASIC���ƣ�û�г�����ü������ǿ���ܣ�ͨ�Ź��ܺ����ݴ�������ʵ�����ѡ����⣬���ij�ּӹ���ʽ�����Ƶ�������������������Ӧ������һ�ּӹ���ʽ���������Ҫ���ϴ�ĸĶ���ȱ��ֱ���ԡ�ͨ���Ժ�����ԡ�
���������ǵ�������������������е�һ����Ҫ���������Լ����Ϊͳһ��Ӳ��ƽ̨�����������Ծ��в��ԺͿ��ƹ��ܲ���ʵ�����ݽ�����ģ�黯Ӳ���ӿڿ������Ծ��в�������������������������ģ�飬ͨ��ϵͳ����������ͳһָ�ӵ�����ʵ�ִ�ͳ��������Ĺ��ܡ�����������Ϊ���ĵ�ϵͳ������ͳ���������ܵ�������������ƹ��ܵ����ƣ����Գ�����ü������ǿ�����㡢��ʾ�Լ�������չ�����������Լ�����ǿ����������ܡ��봫ͳ������ȣ��������������ܻ��̶ȡ��������������ܼ۸�ȡ��ɲ����Եȷ��涼�������Ե����ơ�
�������������������߲ɼ��ʹ������������������������̼�أ����кܴ����Խ�ԡ��ⷽ����о�Ŀǰ��δ�����������Ľ������������������������IJ����У������һ�ֲ��������������������������ݽ��з�������������������
2 ϵͳ��ͼ
�Գ����ӹ�Ϊ�����������о�������������ʵ���о���ͼ��ͼ1��ʾ(ϵͳ�ӿڿ�ͼҲ�����������ӹ���ʽ)��
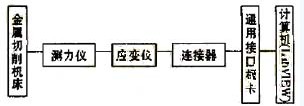
1.����������������Ӧ��ʽ������������YD-28�Ͷ�̬����Ӧ��������ʹ�á�����Ӧ��ʽ�����Ǿ��������ȸߡ��ɲ�������˲ʱֵ�������õ粹��ԭ������������������š���̬�������á��۸�͵��ŵ㡣
����ͨ�ýӿڰ忨PCI-1200�������ݲɼ���A/Dת����PCI-1200���ǻ���32λPCI���ߵĶ�����ݲɼ����ƿ���֧��DMA��ʽ��˫������ģʽ����֤��ʵʱ�źŵIJ���ϲɼ���洢������֧�ֵ����Ժ�˫����ģ���ź����롢�ṩ16·����/8·�ģ������ͨ����2·������D/A���ͨ���Լ�24�ߵ�TTL������I/O�ȶ��ֹ��ܡ�
2.���ӷ�ʽ����ϵͳ���õij��������Dz�����Χ0��3000N������X��Y��Z�����������������Fx��Fy��Fzʱ�ķֱ���Ϊ5.0N�������ǵ����������߷ֱ��Ӧ��������������Fx��Fy��Fz(�еIJ����ǻ��в���Ť�ص�������)�������������������ź��߷ֱ���Ӧ���ǵ�����ͨ������(���Dz����ڲ�����Ӧ��������ź�������)����PCI-1200���������������һ������PCI����У�ͨ��50о��������������������
3 �������
����������Ӧ��Ӳ��ģ�������������Ƶ���Ҫ�������DZ�����Ӧ��������������ݵIJɼ����洢�������������ʾ����������������˾�����“����������”�������ںţ��䴴�²�ƷLabVIEW��Ŀǰ��Ϊ�ɹ���Ӧ����Ϊ�㷺������������������(ʵ���ϣ����������ĸ�����������ڿ���LabVIEWʱ�����)��LabVIEW��Ϊһ�ֳ������������������Բ�ͬ���ǣ�LabVIEW����ͼ�λ��������G�������ij����ǿ�ͼ�������ı������й���ǿ��Ķ��ֺ����⣬�������ݲɼ���GPIB�����ڿ��ơ����ݷ�������ʾ�ʹ洢�Լ����繦�ܵȡ�
����������������������������Ӧ�ó�������������������Ρ�
��������������Ҫ������ʼ�������������������ض��IJ���������ʽ��ʹ�����������������Ĺ���״̬��LabVIEW��ΪPCI-1200 ���䱸����������
�����ص�������������Ӧ�ó������ơ�
1.��������
�������������ṩ�����������û��Ľӿڣ��������ڼ������Ļ������һ���봫ͳ����������Ƶ�ͼ�ν��棬������ʾ�����Ľ���ȡ��û�������ͨ��������ϵĿ��غͰ�ť��ģ�ͳ�����ĸ��ֲ�����ͨ�����̻����ʵ�ֶ����������IJ�����
ͼ2Ϊ���������ǵ�����壺����ʵʱ����ͼ(chart)��ʾ����������������������������չ���������ݵĺ��棬����������ǰ�ƽ���ʾ��ͨ��������ť�����������̶ȱ궨���������ı��ļ���ʽ�洢�������ݣ��Ա���������Ͳ��λطţ����ð�ť��Ϊ�洢���أ���ͬʱ���ƴ洢����ʹ洢·����
2.Ӧ�ó���
Ӧ�ó�����Ҫ�������������������ݽ��з����ʹ������û�����ͨ������Ӧ�ó������������������Ĺ��ܡ�����������Ƶ���Ҫ���֡�
�������ܰ����������������ݲɼ���洢��������������ʾ��طš��������궨��ʵ������ͳ�Ʒ���(���������쳣���ݴ�����)�����������鹫ʽ���������ʼ���������������С�
a.���ݲɼ���洢
LabVIEW�ṩ��ǿ���DAQ(Data Acquistion)��Ʒ����֧�֣����ݲɼ����ܽ���ʵ�֡�����DAQģ���е�Analog Input Utilities��ģ����AI WaveformScan.vi�ڵ�������PCI-1200����ͨ�������ݲɼ�(��Ҫ���Ʋɼ���ɨ��Ƶ�ʺ�ÿһͨ����ɨ�����)�������ڲ�����һ����ά����洢���������IJ���ֵ�����в�����ʾ������Ԫ�ص�ֵ�Ƕ�̬�ģ�����һ�����ذ�ť�Ŀ����¾����Ƿ�洢��
b.�������궨
�������辭���궨���Ա㽫����ʱ���������ת��Ϊ��ֵ���궨����ȷ���ֱ��Ӱ���������Ŀɿ��ԡ��궨��Ϊ��̬�궨�Ͷ�̬�궨��
�ñ��������Բ����ǵĸ���������ֱ���أ�����������������϶�����ֵ����������ֵ���ó���������������֮��Ĺ�ϵ����ͬʱ��¼�������������������ͨ�������ڲ����㷨�Զ����������̶ȣ�����¼����������ı��ϵ�����ں�������ʱ�����Զ�������ֵת��Ϊ��ֵ��
����ʱ�������õ�Ӧ�ϸ��ڵ���λ�ã������߷���Ӧȷ�����ڸ�����������ţ��ɲ��������������������Ȳ���������ĸ���ֵ(�������Է�Χ����һ����)��ʵ��ʱ������ʵ�ʶ����������ݴ����Ͳ�����ʾʱֱ��������
c.���������鹫ʽȷ��
���õ�����ʵ�鷨��������С���˷�����������ָ����ʽ������Ӱ������������Ҫ����Ϊ���Ե����ͽ���������˽������뾭�鹫ʽ������������Ҫ������Ϊ���鹫ʽ������ֵ�����ڸ��������������Ƚ�����������ϵ�еĻع�ֱ�߷��̣�Ȼ��ת��Ϊ���鹫ʽ�е�ָ��ֵ��
LabVIEW�����ݲɼ��Ͳ��Է����г��õ���ѧ���źŷ����㷨������һ���ṩ���Ƚ����������źŷ��������������ر��̼�����ù�ʽ�е�ϵ����ָ�����������в�õ����ݽ���ѡ�㡢ͳ�Ʒ������쳣���ݴ���֮��ֱ������Mathematicsģ�����������(Curve Fitting)��ģ���ϵ��������(Linear Fit)��ָ�����(Exponential Fit)�ڵ㣬�ֱ������ϵ��ֵ��ָ��ֵ��
d.�������ʼ���
��������P���ڵ���ĥ���������ж�������Ҫ���壬���������̼�ص�һ����Ҫָ�ꡣ��������ָ���������������еĹ��ʣ�Ϊ������������Fz��������������Fx�����Ĺ���֮�͡������������û��λ�ƣ��ʾ�����������Fy�����Ĺ��ʡ����Ƽ���Pmʱ�������¹�ʽ�� Pm=FmV×10-3kW
ʽ�У�VΪ�����ٶȣ����������ֳ����빤��ת�ٺͼӹ�����ֱ������õ���
e.����״̬�ж�
ͨ���������ı仯�������ж�����ĥ������𡢲���м���Լ����������ĺ����Ե���������״̬��
���û���֪ʶ����������ʵ��״̬�ж�(Ҫ�����ȸ�����������������ֲὨ�������оݺ����ݿ�)�������Ե���ĥ����ж�Ϊ������˵����
����ĥ����Ҫȡ���ڵ��߲��ϡ��������ϵ�������е���ܺ�������������������ĥ���ԭ����Ҫ�ǻ�еĥ����ȡ���ѧĥ�𣬵���ĥ��һ����Ӳ�ʵ�ĥ��ճ��ĥ����ɢĥ��ͻ�ѧĥ����������͡���ͬ�ĵ��߲����ڲ�ͬ�����������¼ӹ���ͬ�Ĺ�������ʱ������Ҫĥ��ԭ�����������һ�����֡�����ĥ��ֱ��Ӱ��ӹ�Ч�ʡ������ͳɱ������ߵ�ĥ����̷�Ϊ����ĥ��Ρ�����ĥ��κͼ���ĥ��Ρ�������ĥ��Σ����߾Ͳ��ܼ���ʹ��(����ȳ�Ϊĥ�۱�)������ʵ�������У������ܾ���ж�µ���������ĥ�������ж������Ƿ��Ѿ�ĥ�ۣ�ֻ�ܸ������������е�һЩ����(�����������ı仯)���ж���
����ĥ������
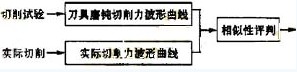
����ĥ������ʱ��������ǰ�������������Ҳ���ӡ������������������������������ȵı仯����̬�������ı仯�����ж���м��ϡ���м���仯��ǰ���漰��Բ����ĥ��״̬��
����ÿ���ض�������ҵ�����õĵ��ߺ����������������ģ���˿�Ԥ��ͨ�������������飬��¼ij��������ij�ֲ���ʱ�ﵽĥ�۱���������������ֵ�Ͳ������ߣ�������������˲ʱֵ��ƽ��ֵ�洢��������(����һ���������ݿ�)����ʵ�ʳ���ʱ�õ���������������������д洢��ĥ�۲������߽������������У��ó�����������ָ�ꡣ��Ԥ�ȸ�������������ֵ��Ϊ�ж�����ĥ�۵��оݣ�һ������£�����������ƽֱ�ģ�����Ҳ��ֱ�ӱȽ���������ƽ��ֵ��˲ʱֵ���ж����ߵ�ĥ��״����
���������������������������ӳ����ĥ��״̬���ɹ��Ĺؼ��Dz�����������������ģ��͵���ĥ��ʱ�������������ߵĽ�����
4 ����
��Ȼ���������ļ�������������������о���Ӧ���Ѳ���һ���µĿ��⣬������LabVIEW�������������������Ŀ���ʹ�����ܸ�ǿ����̸����㡢ʹ�ø��������������ݵĴ�����ͼ�λ���ʾ��������ͻ�����������������������������������Ѿ��ﵽʵ�ó̶ȣ�ͬʱ�����Ľ���Ҳ��Ӧ����������������(�������¶�)�IJ��������Ŷ����������������������о����������ڻ�е�ӹ����̼���н��ᷢ�Ӹ�������á�