�Ը��ӵij��ֵ��߽��о��ܵIJ����������㣬һֱ�Ǽ��μ��������е�һ����Ҫ���⡣����������������Ĺ㷺Ӧ�ã���ȷ�ؿ��ٲ����ͼ���������������ʺͲ�Ʒ��������ʮ����Ҫ�����á�������Գ��������ļ������ԡ���CNC���ֲ��������ϲ�����ʵ��ԭ���������˶��������̡�������������˶��켣���Ƽ�����������в�����
���������Ļ�����������
���������ֳ�Ϊ���ο۹������γ�������������������Ϊ0��������ֹ���������������ͷ��Ϊ���ӹ������ij���z+1���ܽ�p���ڱ��ӹ��������ܽڣ�Ϊπ���Թ���ģ��m���ڷֶ�Բ�����������ijݺ�ͳݼ����ȣ���Ϊp/2��������뱻�ӹ������ij�����ͬ�����ڳ������������������ӹ�Ч�ʵ��ص㣬���ڳ����ļӹ��б��㷺ʹ�á�
CNC���ֲ������IJ�������������ʵ��ԭ��
CNC���ֲ������IJ����������ԭ�������ɼ�������Ƶļ���������������Ļ�е�˶���������(Z��)������(X��)������(Y��)3�������ֱ���˶���һ������(A��)����ת�˶��Լ�λ�ƴ�������ͷ��С��Χ�ƶ���CNC���ֲ������ĵ�ϵͳ�ṹ��ͼ1��ʾ
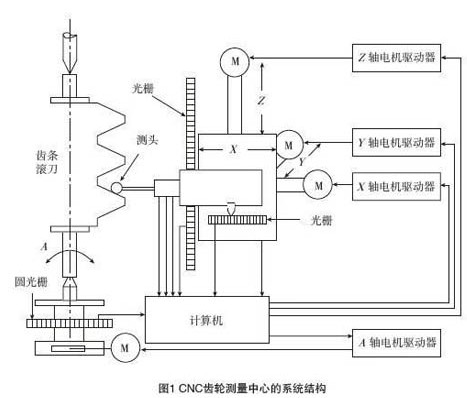
CNC���ֲ������ĵĹ���ԭ���ǣ��������������ı�����������Ƹ�������IJ����˶����ڲ��������У���������ϲɼ����洢ͬһʱ�̸��������ֵ��λ�ƴ�������ͷ����ʾֵ���ɼ����������оͼ�¼�˱���������ʵ����״������һ�������ݴ������ɵõ��������Ӧ������Ŀ��ƫ��ֵ��Ϊ����������������������������ǰ�澶���ԡ���м���ܽ�����м�۵������������ľ��ܲ����ṩ�˺ܺõ�ʵ��������
�����˶���������
ͨ������������ͷ����ģ����ѹ���ǡ���м�������������Լ�ƫλֵ�Ȼ��������Ƶ����������ڲ����˶��ĸ��������û��ɸ�����Ҫѡ����������������������ѡ�������ļ���ģ�����������������˶��켣��������˶�����������ͼ2��ʾ��
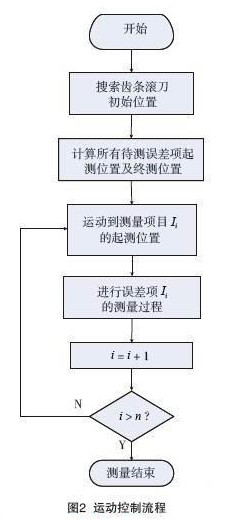
���ȣ�����ͷ���ڳ���������ij�������ݵijݲ��ڣ�ͨ�����������ķ�ʽȷ������λ�õ��пڣ�����ǰ�п�λ�ñ��������������ݹ����Ļ���������������д��������IJ������Ͳ����յ㣬��ͷ�ɵ�ǰλ���˶�����������IJ�����㣬���������������IJ������̣���������������������¼�µ�ǰ�IJ�ͷλ�ã������Ѽ���õ���һ���������IJ�����㣬������ɲ�ͷ��ǰλ�õ���һ�����IJ���������ߵ��˶��켣��������һ�����������IJ������̣���������ֱ�����д���������������.
�������˶��켣��ʵ��
�����������ԭ����CNC���ֲ��������ܿ��١�ȷ���Զ��ز�������������������������������ǰ�澶���ԡ���м���ܽ�����м�۵�������Լ���Բ�����������ȸ���Ŀ�������Ի�������Ϊmn=2��an=20°��z=27��zk=16��k=9��e=4.5��Dao=150�ij�������Ϊ�������ܸ��������˶��켣��ʵ������
1 ���������IJ���
��������װ��ʱ���涨����ǰ����Ҫ��������ߵ��Ҳ࣬�����ϲ�ij���Ϊ�ҳ��棬���²�ij���Ϊ����档����ʵ�ʳ��������IJ������Ҫ�������γɲ��ǺͶ���ǣ����¹������ҳ���ĵ�����������ϸ�������ĵ��̲�ͬ�������൶�д��ڻ����ϸ����������⣬�����㲢���ڻ����ϸ�������.
���ݹ��ұ�GB/T6084—2001���ڹ������������Ĺ涨�����������е�������������������������ڿ�ͬ��Բ������Ľ���Թ������������ߵ�����������ڽ��й���������������ʱ�������õ��ֶ�Բ�������ϵ�һϵ���пڵ㣬���������������������������ֵ�����ɸ��������������������������һת��������������������ת����������������
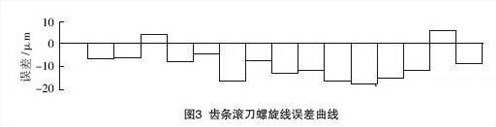
�����������������������ʱ����Ҫ����ͷ�ֶ����������������ߵ��������Ϸ��ijݲ��ڣ���óݼ�Ϊ���������ߵ�1�ųݣ�Ҳ��������������Ļ��ݣ���X�������ֵ�����ڳ��������ķֶ�Բ�뾶����Y������Ϊ0�����ڳ���������������γΪ0�������ԣ�ֻ�����������ת���ɣ���ͷ�����ݿ�ʼ��ɨ�����Zk�������С�ͼ3Ϊ����������ʵ��������������ߡ�
2 �������IJ���
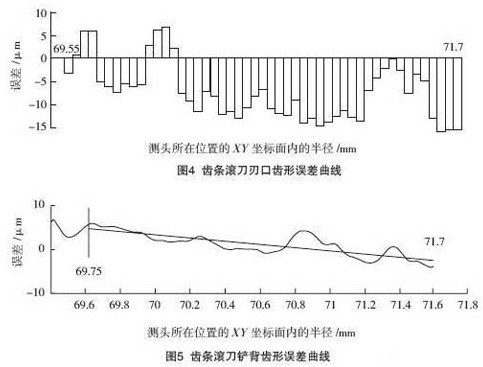
���ұ�GB/T6084—2001���ڹ����������Ĺ涨Ϊ�ڼ������еIJ�����Χ�ڣ�����ʵ�ʳ��ε���������ֱ�߳��μ䷨����롣�ڲ�����������ʱ����������м����ֱ�۵Ļ��������۵ģ�������ƫ�����ǰ�Dz�Ϊ��ʱ�����пڳ��ζ������ߣ��������п��ϵĸ��㻹����������ϸ˵��������ϣ����������������пڵij�����
���������ij�����“�пڳ���”��“��������”֮�֣������߲��������ۻ����ǹ�������Ƴ��Ρ������пڳ���ʱ�����Ʋ�ͷ��Y�����겻�䣬��ת��������ͷ������棬����ɶԲ�����һ��ɨ�裬��ȡ�ô����п����꣬�Դ˿��Ի�ó���������ͬ�뾶�ĸ����п����꣬ʵ�����������ͼ4��ʾ��������������ʱ���������ھ�ֹ״̬�����Ʋ�ͷ��Y������λ�ڳ���������ƫλֵ�����䣬X��Z�������Ӳ����ݸ���ݶ�����ɨ�裬ʵ�����������ͼ5��ʾ��
3 ����ǰ�澶���ԵIJ���
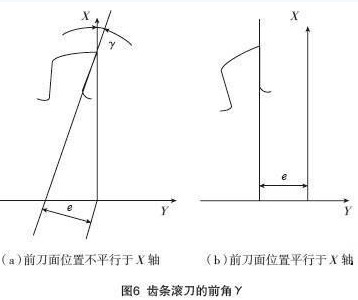
����ǰ��ľ������Ǽ������ǰ������ĥ���Ƿ�ϸ����Ҫ������������������ʱ��Ҫ��������ǰ��ľ����ԣ�ʹ��һ��ʱ���Ժ������п�ĥ����Σ���Ҫͨ����ĥǰ����������µ��пڣ���ĥǰ�����Ҳ��Ҫ�����侫�ȡ����ұ�GB/T6084—2001���ڹ�������ǰ��ľ����ԵĹ涨���ڲ�����Χ�ڣ�����ʵ�ʵ���ǰ���2��ƽ��������ǰ���ƽ���ľ��롣
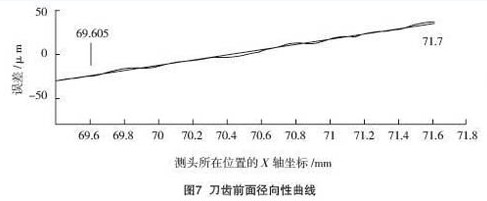
���������������һ����ǰ��γ����ͼ6��ʾ��Ϊ�˱��ڲ�������ǰ���治ƽ����X�ᣬ��������ǰ�Dz�Ϊ0����ͼ6(a)��ʾ��Ϊ�˽������˶�ת��Ϊ�ĵ����˶�����X��ľ����˶����ɽ�������ת��ʵ�ʵ���ǰ����X������ƽ�е�λ���ٽ��в�������ͼ6(b)��ʾ�����ʹ�����۳��漴Ϊ��ֱ��Y���ƽ�档��ʵ���ǰ�澶���Ե����������7��ʾ��
4 ��м���ܽ����IJ���
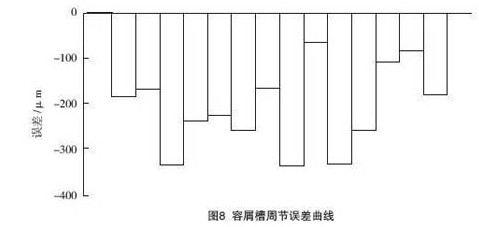
��м�۵��ܽ����������м������עͬһͷ�ϵĸ���������������ġ����ұ�GB/T6084—2001���ڹ�����м���ܽ����Ĺ涨����м�������ܽڲ����ڹ����ֶ�Բ������ͬһԲ���ϣ��������ܽڵ�����ֵ������������м���ܽ����ʱ����Ҫ����ͷ�ֶ�������1�ųݵĵ���ǰ���ijݲ��ڣ��óݼ�Ϊ��м���ܽ�������Ļ��ݣ���X�������ֵ�����ڹ����ֶ�Բ�뾶����Y�������ֵ����Ϊ0��Z������ֵ���ֲ��䣬������ת����ɨ��Zk����м���ܽڣ���ʵ�����������ͼ8��ʾ��
5 ��м�۵������IJ���
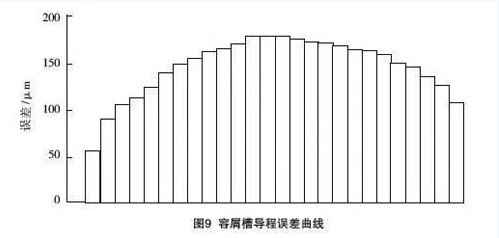
��м�۵ĵ������ɷ�Ϊ������м��Ϊֱ�۵ĵ���ǰ�����ڿ����ߵ�ƽ�жȺ������۵ĵ��������ұ�GB/T6084—2001���ڹ���ֱ�۵ĵ���ǰ�����ڿ����ߵ�ƽ�жȵĹ涨��ֱ�۵ĵ���ǰ�����ڿ����ߵ�ƽ�ж����ڿ����ֶ�Բ���IJ�����Χ�ڣ�����ʵ��ǰ���2��ƽ��������ǰ���ƽ���ľ��룻�����۵ĵ���������ڿ����ֶ�Բ���IJ�����Χ�ڣ���м��ǰ���������������ƫ�����������������������Ϊ0��������м�۵ĵ������ʱ����X�������ֵ�����ڹ����ķֶ�Բ�뾶����Y������ֵ����Ϊ0������м��Ϊֱ���������ᱣ�־�ֹ������ֻ�����Z��������˶����ɣ�����м��Ϊ��������������������ת��Z��������˶�����ʵ�����������ͼ9��ʾ��
6 ��Բ�ľ���Բ�������IJ���
��Բ�ľ���Բ������ӳ���ǹ���������ۺ�ƫ����ұ�GB/T6084—2001���ڹ�����Բ�ľ���Բ�������Ĺ涨������ȫ���ϣ��������ڿ������߾��������ֵ����������������Բ�ľ���Բ����ʱ���Զ���X�������˶���0��Y�������˶����ݶ��������ж��е��������������Ķ������ڳ�Ϊ���ݣ����Ʋ�ͷ�ܹ���Чѹ�������п��ϣ�X���Y�������ֵ���ֲ��䣬���ڳ�����������������Ϊ0������Z�����걣�ֲ��䣬ֻ�����������תɨ�輴�ɡ���ʵ�����������ͼ10��ʾ��
������
�����������ԭ����CNC���ֲ��������ܿ��١�ȷ���Զ��ز�������������������������������ǰ�澶���ԡ���м���ܽ�����м�۵�������Բ��������������Ŀ�����в��������ḻ������������Ч�ʸߵ������ŵ㡣