�����㲿���ǹ�����������ĵ�Ԫ��ÿ���㲿������������Ӱ�쵽�����İ�ȫ�ԣ����������㲿��������ʱ��Ҫ����һϵ���ϸ�ļ�⣬���γߴ�����������бز����ٵ�һ������㲿������࣬�нṹ�������ܼ�����ȫ���������εȵȣ�������������������Ժã��������ȸߵ��ص㣬��ʤ�μ������������㲿�����͵ijߴ��������Ϊ�������㲿����������Ҫ���ߡ����潫��һ����������������������������������������������㲿����Ӧ�á�
����֮ǰ
1.ѡ��������������Ҫ�ȴӲ������ȣ��ظ��Եȶ�����أ�ѡ��һ���ʺ����Dz������������������ǣ����ѡ�����һ���Լ۱Ƚϸߵ�˼��Cromaȫ�Զ�����������ǡ�
2.�������������ݹ�����״�Ͳ���Ҫ������������װ�з�ʽ������ѡ�á�
����(��ͼ1)�IJ���Ҫ����Բ��ֱ���ߴ硢���ȳߴ硢�ۿ���ͬ�Ķȡ�ֱ�߶ȡ�ƽ��������ȵȶ���ߴ硣
���ڹ����������ԣ��������������Ļ�Ϊ���ڶ˶��棬�Զ���ΪZ�����ƽ�棬����ʹ���巽��������ġ�50mm��ͷ�ӳ��ˡ�40mm�ӳ��ˡ�10mm��ֱ��Ϊ1.5mm���롣

ͼ1
��������
1.����װ�У���ͼ1���ѹ����̶��ڼо��ϣ�ʹ�������ڶ˳��ϴ�ֱ���ü��ɡ�
2.��ͷУ�飺�Ѳ����ù�������Ҫ�IJ�ͷ��϶�У��һ�飨�磺TIP1A0B0��TIP2A0B90��TIP2AB-90��TIP2A0B0��TIP2A0B180�������������ڲ���������ֻ��Ҫ�������õIJ�ͷ��Ͼ��У�������У�顣
3.����������λ����ϵ������-Բ-Բ�ķ�ʽ��������λ����ϵ�����ں��湤��������⡣
4.��������ϵ��Ϊ��ʹ�����������ȷ����������ϵ��
5.��̣���д�������������۹���ʱ�ĵ㡢�ߡ����Ԫ�ء�
6.�������������ñ�̲�������Ԫ�ع��������������й������ۡ�
�������֮��
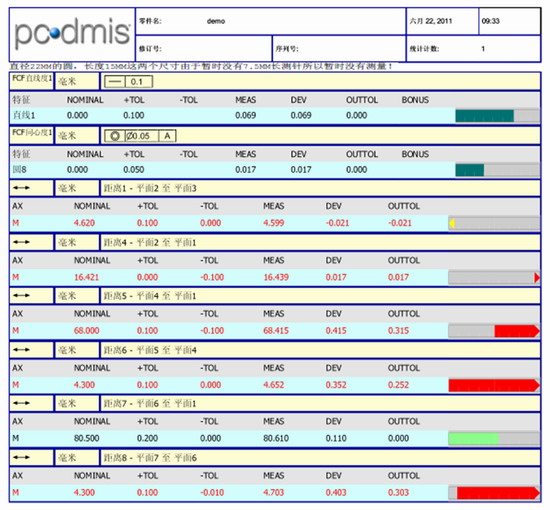
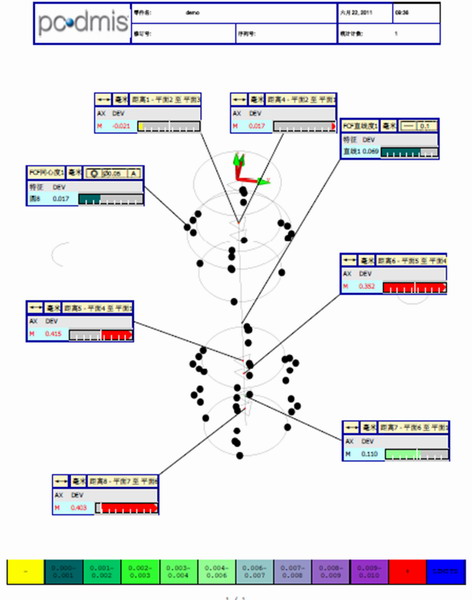
��������֮��������������棬����ʹ�õ���˼��Croma����������ǣ���ʹ�õ���PC-DMIS������������������ֺ�ͼ�����ֱ���(��ͼ2��ͼ3)����������dz�ֱ�ۣ����ݲ������棬����֪��������Щλ���Ƿ�ϸ���Ҫ�Թ��������ķ���ĵ�����
�������У���Ҫ���������Ļ����������������֮���ɷ�����һ���������в��������������ٴ��������ݱ�̣���Ϊ������������Զ�������������ʵ�ָ�Ч�ʲ�����
ͼ2
ͼ3