�������緫����������Ʒ����˾���ӱ�����071000��
ժҪ�� ���һ�ֲ���Ϊ������CF3M���첻��֡���Ʒ�ṹ��״���ӡ�������������Բ���ɶ�����״���ӵĶ༶U���������������ѹ������ѹ��������ʴ�õĺ��IJ���-U�������༶��ѹ��ɢ���ļ����ص��Եķ����о�������˹��չ�װ������Ш��ѹ���������������ߣ���֤��U�������༶��ѹ��ɢ����������Ҫ��
�ؼ��ʣ�U�������༶��ѹ��ɢ�������չ�װ������Ш��ѹ���������������ߡ�
The fabrication and measurement of U type spiral multilevel pressure diffuser
Fan Xiuqian1
��Baoding Fengfan Pricision Casting Products Co.,Ltd.��Baoding 071000 Hebei,China��
Abstract: In view of a kind of material for austenite CF3M casting stainless steel, product structure and the shape of the complex, manufacturing process measurement, by groups of complex shape of multistage u spiral curved surface and gradually boosting new high pressure and large flow resistance corrosion pump core components - U type spiral multilevel pressure diffuser technical characteristics of analysis and research. Due to the technology and equipment, annular wedged pressing mechanism, measuring tools had been design, thus the U-type spiral multilevel pressure diffuser accuracy requirements have been ensured.
Keywords: The U type spiral multilevel pressure diffuser��The process tooling;The circular wedge pressing mechanism;The measuring instrument.
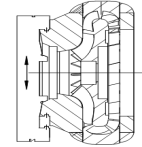
U�������༶��ѹ��ɢ����һ�ֲ���Ϊ������CF3M���첻��֡� ���ɶ�����״���ӵ�U��������ѹ��ɢ����������β����������ѹ������ѹ�������õĺ��IJ�������Ʒ����ѹ������3000Psi����Ʒ�ṹ����Ҫ�������Լ�ͼ1.��Ʒ�ṹ���⣬��״���ӣ����������Ӳ�λ���ܷ����Ҫ�ߴ羫�Ⱥ�λ�þ��ȵ���������Բ
1. U�������༶��ѹ��ɢ�����������о���
U��������ѹ�༶��ѹ��ɢ�����ڿ׳ߴ����A�ľ�������0.025mm������B���A�Ķ�������0.025mm�����ڶ���Ҫ�ߴ����A�ľ���������Ϊ0.025mm;���������B����0.04mm.�����ܷ�۵ײ����������1.54mm���۵��Ͳ۵�С���ߴ羫��0.013mm�ߴ磬��Ҫ�ߴ羫�Ⱥ�λ�þ��Ⱦ�ΪIT6�������쾫�ȸߣ����ڲ�Ʒ��A����U��������ѹ�༶��ѹ��ɢ����U����������ʼ��ȷ���ģ�����Ʒ������ͨ��U��������ѹ�༶��ѹ��ɢ���塢ǰ�ǡ���Dz��õĹ��ܽ��������켼����������ӹ�װ�亸����ɵģ�������ϴ�Ϊ���ڲ�Ʒ����������У�ȷ���ӹ����������м�Ķ���U��������ѹҶƬ��ɵĶ��U���������������λ�óߴ羫���DZ�֤��Ʒ�������ܵĹؼ����ٸ����������չ�װ��������������֤��Ʒ�������ܡ�
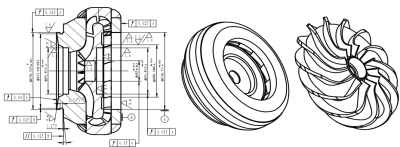
ͼ1 �ṹͼ
Fig 1 The structure diagram
����2 �������༶��ѹ��ɢ�������������
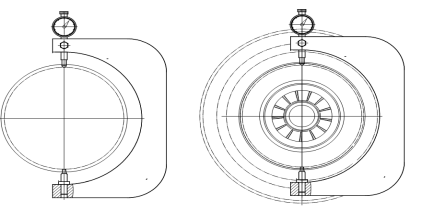
����2.1 ����U�������༶��ѹ��ɢ���ļ������������о�������ڶ˵Ĺ��ռ�����Ƶ�װ�з�ʽ�������������ߴ���Ƽ�����ͼͼ2��
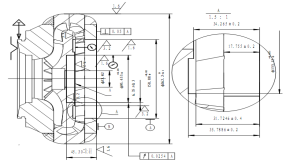
ͼ2 �ý��ڼ����������ͼ
Fig2 The design chart of quality control for pump inlet
2.2 U��������ѹ��ɢ�����ڻ�е����������ƣ�
U�������༶��ѹ��ɢ�����ڻ�е�������������U�������༶��ѹ��ɢ��ҶƬ�Ľ�����ʼ�˵�λ�þ���������أ��Ǹü���������ƵĹؼ��������ԭ���ϣ����Ѽӹ��ľ���A���й�����ƣ����ڲ�Ʒ���ڶ˵�λ�ù�����Ҫ�ߴ����A�ľ���������Ϊ0.025mm;���������B����0.04mm.���ÿ���װ�������Ĺ�����ƣ�Ч�ʵ͡��������ѣ����쾫������֤������ڹ�������ϲ����뿨�����ӵĻ�������Ϊ���ӻ�����U�������༶��ѹ��ɢ������Aͬ����ͬ���ӹ��Ľ��ڳߴ�Ϊ��λ��������˹��չ�װ������Ʒ������Ϊб���Բ�Σ�����Ϊ�ӹ��棬û�еط�ѹ�������ݲ�Ʒ���ⲿ��״����������Ш��ѹ�������������ɽ���˲�Ʒ��װ�����⣬��������ѹ����ʽ����Ч���Ƴ��ڶ�����ڶ˵�װ��λ�þ��ȡ�U�������༶��ѹ��ɢ�����ڻ�е����������ƹ���װ����ͼ3�����ɼ�1 ����Ш��ѹѹ����������2�����̣���3���������4��������5�ݶ�����6�ݶ���ɣ���1 ����ѹ�����״��ͼ4. �ӹ���װ���찲װ����ʱ��Ϊ������ȵؼ���װ��ϵͳ���Ի�������Ϊ��λ������װһ����������ᰴͼ3�������ü�5ѹ�ڻ������ϣ���װ�빤�����Ӷ�λ��λ�ڻ������Գ�����֤�빤�������Ҫ�����ڲ������Գ����ܵĶ�λ��ʽ�������˹�װװ�������������ݲ�Ʒ����״����˻���Ш��ѹ����������������˲�Ʒ��װ�����⣬������Ч�����˳��ڶ�����ڶ˵ļӹ�ѹ����λ�þ��ȡ�
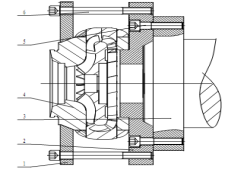
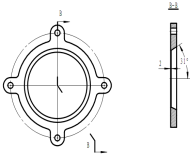
ͼ3 �üӹ���װͼ ͼ4 ����Ш��ѹ������
Fig3 The pump tooling drawings Tig 4 The circular plate
2.3 U��U��������ѹ��ɢ�������������
U��������ѹ��ɢ�����ڶ˵�һ��ߴ�ʹ����ͨ�����߾Ϳɲ�������5°���������ܷ�۵ײ����������1.54mm���۵��Ͳ۵�С���ߴ羫��0.013mm���ߴ羫�ȸߡ���խ��������״���⣬���������м������������ѡ�Ϊ�ˣ����������ܷ�۵���״�͵�������������ڿ����λ�óߴ�IJ����������ֹͨ�ĸ����ۺϼ������Ĺ��ռ����������м�⣬�ۺϼ���������״��ͼ5�����ʱ��ͼ���������ڶ��棬�����ƶ�ͨ��ͨ��ֹ�ķ������۵����ܷ��С
ͼ5 �ۺϼ������
Fig5 The comprehensive test sample
�����������ͬʱ��������Բ�IJ۵�λ�óߴ硢�ĽǶ�������ĵ��غ϶ȡ�U��������ѹ��ɢ�����������ܷ��С���ߴ��53±0.013���ۿ�4.75+0.12���۵�����ߴ�1.275mm���ߴ羫�ȸߣ��α꿨�ߵĿ��dz��ȣ��⾶ǧ�ֳߵIJ������Ľṹ�ߴ�����ƾ�����⣬����U��������ѹ��ɢ�������γߴ����״��
ͼ6 �ܷ��С��ר�ü��
Fig 7 The special inspection fixture for small diameter of sealing groove
�����һ��Ϊ������������һ��Ϊǧ�ֱ���ר�ò������ߣ����ɼ�ܡ���������ǧ�ֱ����ݶ�����ɣ�ʹ��ʱ����ʹ���ھ�ǧ�ֱ�ѹ��У�����Ⱥ�ߵIJ������ŵ���ɢ���IJ��У�ͨ���ڶ�ǧ�ֱ��۲����ǰ�������ֵ����ܷ��Φ153±0.013mmС���ߴ磬�Ӷ��жϲ���Φ153±0.013mm�ߴ�
3.��Ʒ����λ�������Ͳ���
U��������ѹ��ɢ������״��λ���������ɢ�����ڵľ���Ϊ����������������ǧ�ֱ����ܸ˱������������hתͬ��ȼ��ͼ7������ʱ������װ�ڻ�ת���������ϣ�����ѹ����ת��U��������ѹ��ɢ������ǧ�ֱ����ܸ˱��Ĺ���ʾ��ͼ��⡣
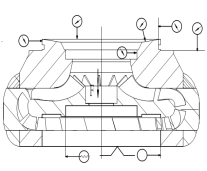
ͼ7��λ������ͼ
Fig7 The shape position tolerance test chart
4.3000Psi��ѹ���ԣ����ø�Ĥ�á���ѹ�ܡ���ѹ������ѹ��ͷ��ɵĸ�ѹ��ˮѹ����ʹ��ZL201420662677.2ר���������д���3000Psi��ѹ15���Ӹ�ѹ������飬�Ӷ���������ϸ����״���ӵĽ�������β����������ѹ������ѹ�������õĺ��IJ���-U�������༶��ѹ��ɢ��
5.���� U��������ѹ��ɢ����Ȼ��Ʒ�ᾫ�ȸߣ���Ʒ�ṹ��״���ӣ�����ͼ����Բ�,��ͨ����Ƹ߾��ȶ�λ����װ��������Ш��ѹ�������������ۺ�ר�õļ���������װ�ã��Ӷ���������ϸ����״���ӵĽ�������β����������ѹ������ѹ�������õĺ��IJ���-U��������ѹ��ɢ��
�����
[1] ����ǫ����ΰ ��������U��������ѹ��ɢ������ɰ����[J]������2015 ��6��587-589.
[2] �Ų��飬����Ȫ ������Ҷ����Բ�Ļ�е�ӹ� �������ӹ�����ӹ�����2015��15��.
[3] ����ǫ������� U��������ѹ��ɢ������������ƿǼ���[J]������2015 ��9��567��568��873.
���ߣ�����ǫ���������緫����������Ʒ����˾���ӱ�����071000��