���������ӣ�ͨ����ָ�����ĺ��ӡ���ͨ�����Ȼ��ѹ��������ͬʱ���ã�ʹ����������������ԭ�Ӽ����������ӳ�һ��ij��η�����
�������ࣺ���ݺ��ӹ����м��ȳ̶Ⱥ����ص�IJ�ͬ�����ӷ������Է�Ϊ�����ࡣ
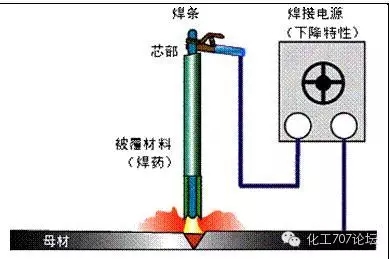
�� (1)�ۺ� �����������Ӵ��ֲ����ȵ��ۻ�״̬���γ��۳أ�ͨ��������������������ȴ�ᾧ���γɺ��죬�����������Ϊ���ɷ�������塣�������ۺ��������������绡�����������������ӻ������������������⺸�ȡ�
����(2)ѹ�����ں��ӹ��������ۼ��������Ҫ��ѹ�ĺ��ӷ�����������ѹ���е��躸��Ħ��������ѹ������ɢ������ը���ȡ�
�� (3)ǥ�� �������۵���ڱ���������ǥ�ϣ����������ۻ�֮������ͷ��϶�����뱻���������ɢʵ�����ӡ�ǥ�������б����������ۻ�����һ��û�����Ա��Ρ�
���������������ص㣺
����(1)��ʡ�������ϣ��ṹ�����ᡣ
����(2)��Сƴ����ΪС���������͡����ӵĻ����㲿���������졢���켰�����ӹ����գ������Ѽ�������Ч����
����(3)���ӽ�ͷ�������õ���ѧ���ܺ��ܷ��ԡ�
����(4)�ܹ�����˫�����ṹ��ʹ���ϵ����ܵõ�������á�
����Ӧ�ã����Ӽ����ڻ������졢�촬��ҵ���������̡������豸���������ռ����칤ҵ��Ӧ��ʮ�ֹ㷺��
�������㣺���Ӽ���Ҳ������һЩ����֮�����纸�ӽṹ���ɲ�ж����ά�������㣻���ӽṹ�л���ں���Ӧ���ͱ��Σ����ӽ�ͷ����֯�������������ȣ������������ȱ�ݵȡ�
�����绡��һ��ǿ�Ҷ��־õ�����ŵ����������缫�����һ���ĵ�ѹ���������缫����������Ӧ���ڵ���״̬����ȼ���ӵ绡ʱ��ͨ���ǽ����缫��һ��Ϊ��������һ��Ϊ������˿��������ͨ��Դ�����ݽӴ���Ѹ�ٷ��룬������Ӵ�ʱ������·���γɵ绡�����ַ�ʽ��Ϊ�Ӵ��������绡�γɺ�ֻҪ��Դ��������֮��һ���ĵ�λ�����ά�ֵ绡��ȼ�ա�
�����绡�ص㣺��ѹ�͡��������¶ȸߡ������ܶȴ��ƶ��Ժõȣ�һ��20��30V�ĵ�ѹ����ά�ֵ绡���ȶ�ȼ�գ����绡�еĵ������ԴӼ�ʮ���ൽ��ǧ���������㲻ͬ�����ĺ���Ҫ�绡���¶ȿɴ�5000K���ϣ������ۻ����ֽ�����
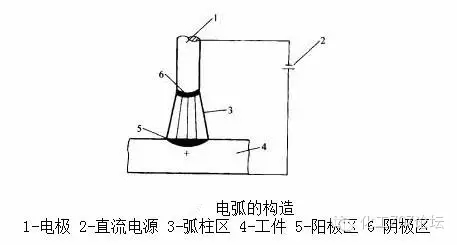
�����绡��ɣ����������������������������֣�
����������Դ�����ӵ绡��ʹ�õĵ�Դ��Ϊ������Դ��ͨ���ɷ�Ϊ�Ĵ��ࣺ����������Դ��ֱ��������Դ�����廡����Դ����仡����Դ��
����ֱ�����ӣ�����ֱ������������������������������ʱ����Ϊֱ�����ӣ���ʱ�������Ƚϴ��ʺϺ��Ӻ����
����ֱ�����ӣ�������������������������ʱ����Ϊֱ�����ӣ���ʱ�������Ƚ�С���ʺϺ��ӱ�С���������ý�����������ʱ�����������Բ��Ͻ���仯���ʲ��������ӻ����⡣
��������ұ�����
�����ڵ绡�������У�Һ̬������������������������ã��ǽ�����ұ���Ĺ��̡������ں��������������ԣ����ӻ�ѧұ�������������һ��ұ�����̲�ͬ���ص㡣
�������ȣ�����ұ���¶ȸߣ�����Ӧ�ٶȿ죬���绡���п�������ʱ��Һ̬�����ᷢ��ǿ�ҵ�������������Ӧ�����д��������������������е�ˮ���Լ������ͺ��Ӳ����е��͡��⡢ˮ�ڵ绡�����·ֽ������ԭ�ӿ�����Һ̬�����У����½�ͷ���Ժ��ͶȽ��ͣ���ࣩ�������������ơ�
������Σ������۳�С����ȴ�죬ʹ����ұ��Ӧ���Դﵽƽ��״̬�������л�ѧ�ɷֲ����ȣ����۳������塢������������������������γ����ס�������ȱ�ݣ������������ơ�
����Ϊ�˱�֤������������ڵ绡��������ͨ�����ȡ���´�ʩ��
������1���ں��ӹ����У����ۻ��������л�е������ʹ֮�����������������ʽ�����֣����屣����������������-�����ϱ�����
������2���Ժ����۳ؽ���ұ��������Ҫͨ���ں��Ӳ��ϣ�����ҩƤ����˿���������м���һ����������������Ҫ��������������һ�����ĺϽ�Ԫ�أ��ں��ӹ������ų��۳��е�FeO��ͬʱ�����Ͻ�Ԫ�ص�����
�����ֻ����Ǹ��ֵ绡�������з�չ���硢Ŀǰ��ȻӦ������һ�ֺ��ӷ������������ⲿͿ��Ϳ�ϵĺ������缫�����������绡���ں����Ķ˲��ͱ�����������֮��ȼ�ա�Ϳ���ڵ绡��������һ������Բ��������Ա����绡����һ������Բ��������������۳ر��棬��ֹ�ۻ���������Χ���������á������ĸ���Ҫ���������ۻ���������������ѧ��Ӧ�����ӺϽ�Ԫ�أ����ƺ�������ܡ� �ֻ����豸����㣬����������Ӧ����ά��װ���еĶ̷�ĺ��ӣ��ر��ǿ����������Դﵽ�IJ�λ�ĺ��ӡ��ֻ���������Ӧ�ĺ����������ڴ������ҵ��̼�֡�����֡�������ͭ������������Ͻ�
2�� Submerged Metal Arc Welding (SMAW)

���������Կ���״����Ϊ�������ʣ��绡�ڲ��ں������µ�һ���ۻ����� ���ӷ���������ʩ������������������ɣ�1�ں��������ӷ촦���ȶѷ��㹻�Ŀ���״������2 ������ͺ����ֱ��ͨ���ӵ�Դ�����Բ������ӵ绡��3 �Զ��ͽ���˿���ƶ��绡ʵʩ���ӡ�
����������Ҫ�ص����£�
����1���绡���ܶ��أ�1����������������������������Ч���ã��绡����Ҫ�ɷ�ΪCO2����������к���������������ͣ����Ӳ����Զ����ڣ��绡����е�����۳ش���ʱ�䳤��ұ��Ӧ��� ����������ǿ�����Ժ���ɷ��ȶ�����ѧ���ܺã���2���Ͷ������� �������뻡�������ں��Ӳ�������е�����ߣ��Ͷ�ǿ�Ƚϵ͡�
����2�������糡ǿ�Ƚϸ� ��֮�ۻ������屣�����������ص㣺��1���豸�������ܺã����ڵ糡ǿ�Ƚϸߣ��Զ�����ϵͳ�������Ƚϸߣ�ʹ���ӹ��̵��ȶ�����ߣ���2�����ӵ������ϸߡ�
����3������Ч�ʸ����ں�˿���糤�����̣������͵����ܶ�������ߣ�ʹ�绡���������ͺ�˿���۷����ʴ����ߣ������ں����������ĸ������ã��ܵ���Ч�ʴ�����ӣ�ʹ�����ٶȴ����ߡ�
����ұ��Ӧ����������ұ��Ӧ��Si ��Mn����ԭ��C�����ջ٣���������S��PȥH����ֹ���������ס�
�����۵ι��ɣ����ڹ���
������Դ��ֱ����Դ����С�������,������˿�������绡���ڣ������һ���ý�����Դ��������˿��SAW��˿һ��ϴ֣�����ѹ�����绡���� ���Ӳ��ϣ���˿�ͺ�������˿�ͺ�����ѡ����뱣֤��ø������ĺ��ӽ�ͷ��ͬʱ��Ҫ�����ܼ��ͳɱ�����Ҫע�����õĵ�������ͼ��ԡ�
�������÷�Χ������������������ʸߡ���е�����ij̶ȸߣ�������ں����к��ṹ�ij����졣���촬����¯��ѹ�����������������ػ�е���˵�վ�ṹ������ṹ�����������첿�����Ź㷺��Ӧ�ã��ǵ������������ձ�ʹ�õĺ��ӷ���֮һ�� ���������ڽ����ṹ�й����������⣬�����ڻ����������Ѻ���ĥ����ʴ�ĺϽ�㡣 ���ź���ұ�����뺸�Ӳ������������ķ�չ�����ܺ��IJ����Ѵ�̼�ؽṹ�ַ�չ���ͺϽ�ṹ�֡�����֡����ȸֵ��Լ�ijЩ��ɫ�������������Ͻ��ѺϽ�ͭ�Ͻ�ȡ������Լ����ص㣬��Ӧ��Ҳ��һ���ľ����ԣ���ҪΪ����1������λ�õ����ƣ����ں������ֵ�ԭ���粻���������ʩ������Ҫ����ˮƽ��λ�ú��캸�ӣ����������ںᡢ������������2�����Ӳ��ϵľ��ޣ����ܺ��������ѵ�������ǿ�Ľ�������Ͻ���Ҫ���ں��Ӻ�ɫ��������3��ֻ�ʺ��ڳ����캸���У��Ҳ��ܺ��ӿռ�λ�����ĺ��죻��4������ֱ�ӹ۲�绡����5���������ڱ��塢С��������
����
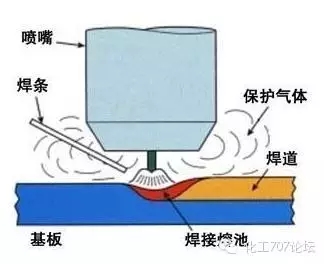
����һ�ֲ��ۻ������屣���绡�����������ټ�����֮��ĵ绡ʹ�����ۻ����γɺ���ġ����ӹ������ټ����ۻ���ֻ��缫�����á�ͬʱ�ɺ���������ͽ�������������������ɸ�����Ҫ�������ӽ������ڹ�����ͨ��ΪTIG���� �ټ����屣���绡�������ܺܺõؿ��������룬�����������ӱ�������ʹ����һ�ּ��÷��������ַ������������������н��������ӣ����������ں�������þ��Щ���γ�����������Ľ����Լ����Ѻ����Щ���ý��������ֺ��ӷ����ĺ��������ߣ����������绡����ȣ��亸���ٶȽ�������
����
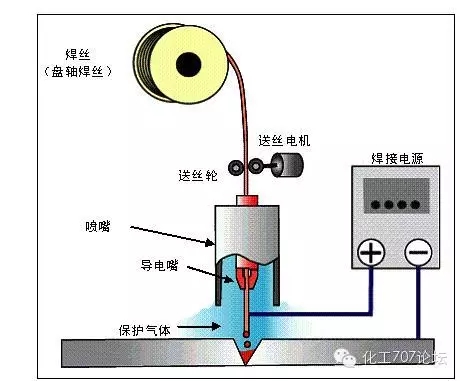
��GMAG�������õ绡��Ϊ��Դ���ۻ�����������绡�����������ͽ��ĺ�˿���۳�֮���ۻ��ĺ�˿������ĸ�Ľ�����϶��ɵ��۳��ڵ绡��Դ���ߺ�ᾧ�γɺ��첢�ѷ����ĸ��ͨ��ұ��ʽ����������
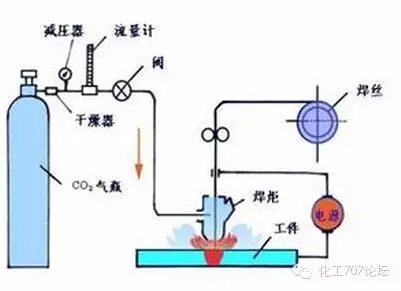
����CO2���ӵ��ص㣺��1���ں��ӵ绡����������CO2��ֽ��CO��O2��O���Ե绡���н�ǿ�ҵ�ѹ�����ã��Ӷ����¸ú��ӷ����ĵ绡��̬���л���ֱ����С���������С���������ڸ��Ǻ�˿�˲�ȫ���۵ε��ص㣬����۵��ܵ��Ĺ����������ߵ������ϴ��ʹ�۵δֻ�������·�������Ա��ɽ��ʴ�2���Ժ������������ã�CO2���ܶ��dz��ñ������������ģ�����CO2�������ȷֽ�����������˱����Ϻã���3��������Լ��У��������ϴ�4�������ɱ��ͣ���Լ���ܡ���5�����պͼ����ϻ����к������ɼ��Ⱥã����ڹ۲졢������������Ӱ�����ͺ��ӱ��ν�С���۳������С�ᾧ�ٶȽϿ죬ȫλ�ú����������ã����������жȵ͵��ŵ㡣
����ұ�����ԣ���1�����Ͻ�Ԫ�ص�����CO2��ʱ���ڵ绡���������£�CO2��ֽ��CO��O2��O���ں��������£�CO�����ڽ�����Ҳ�����뷴Ӧ����CO2��O����ǿ�ҵ������ԣ�ʹFe�������Ͻ�Ԫ����������2������������������ĺϽ�?ͨ���ں�˿�м���һ�������������������������⣬ʣ�����������Ϊ�Ͻ�Ԫ�����ں����У����ֲ�����������ʧ����֤����Ļ�ѧ�ɷ�Ҫ��
�����۵ι��ɣ���1������·���ɣ��̻���ϸ˿��С�����������ڱ���ȫλ�ú��ӣ���2����ϸ�������ɣ���˿����������������ӣ���3����DZ����ι��ɣ������ã���
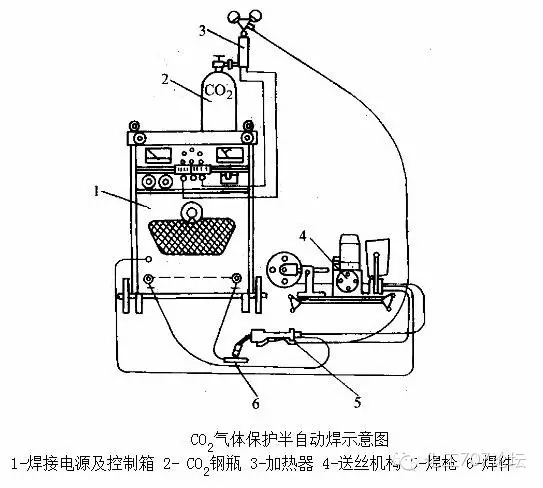
������Դ��ƽ���Ե�Դ������ť���ڣ���ֱ�����ӡ�������˿���Ӳ��ϣ�CO2����ͺ�˿
�������÷�Χ��ĿǰCO2���屣�����㷺Ӧ���ڻ������졢�������졢�������졢��ú��е��������������ں��ӵ�̼�֡��ͺϽ�֡��ͺϽ��ǿ�֣����Dz��ʺ��ں�����ɫ����������֡�������������ʾCO2���屣�����������ڲ���ֵĺ��ӣ������Ǻ��Ӳ���ֵ���ѡ��
����
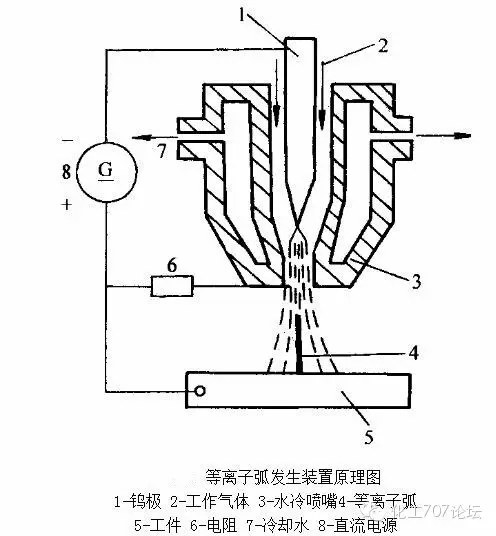
��ˮ������ȴ�ʩ������ʹ�绡�Ļ�������������С���绡���¶ȡ������ܶȡ������ӵ����ٶ�������ߣ��������ⲿ����ʹ�����ܵ�ѹ���ĵ绡��Ϊ�����ӻ���
���������ӻ��ǵ绡��һ��������ʽ����һ�־��и������ܶȵĵ绡����Ȼ�����嵼���������ӻ����������õ����ӻ����������ȣ��ۻ�������ĸ��ʵ�ֺ��ӵķ�����
�������ࣺ�����͵����ӻ������������ӻ�����
���������͵����ӻ������ӵ�����100��300A����ͷ���迪�¿ڣ���Ҫ����϶������ʱ�������ӻ����Խ�������ȫ�����γ�һ��Сͨ�ף��ۻ��������ż���С����Χ���绡�ƶ���С����֮�ƶ������ں��γɺ��죬�Ӷ�ʵ�ֵ��溸˫��һ�γ��Ρ����ַ������Ժ��ӵİ������Ϊ��̼��7mm�������10mm��
�����������ӻ������ӵ���Ϊ0.1��30A�����Ӻ��Ϊ0.025��2.5mm�����⣬����������ͭ��ͭ�Ͻӵ������͵����ӻ����������ں�����ۺ�����ٺ��Լ��Ѻ����ۻ��������ӻ������ɽ�����Ͻ�����ӻ����Ľ������伫�ԣ������ӻ����ȹ��շ����������ӻ�������Ҫ���ղ����к��ӵ����������ٶȡ���������������������������ǹ����ṹ����ȡ�
����
�����ӻ��и���õ����ӻ��ĸ��¸��ٻ���ʹ�пڵĽ����ֲ��ۻ���������������������������ˮ�����ۻ��IJ��ϴ�������γ��пڵ��и����
�����ص㣺
������1�������ӻ������ܶȴ����¶ȸߣ�������ǿ��10��12mm��ȸֲĿɲ����¿ڣ���һ�κ�˫����Σ������ٶȿ죬�����ʸߣ�Ӧ������С��
������2���������ɾƱ�״����ָ״�������⡣
������3���绡ֱͦ�Ժã��ܻ���������Ӱ�죬�۳صIJ���С��
������4���绡�ȶ�0.1A���Ծ��н�ƽ�ľ����ԣ����ú���Դ���ɺܺõĽ��б���ĺ��ӣ�0.1mm����
������5���ټ���������ֹ�������
������6������С���Ӽ�����ʵ�ֵ��溸˫����Ρ�
������7���豸�Ƚϸ��ӣ����������ֻ�������ں��ӡ���ǹ�Ŀɴ��Ա�TIG�
������8���绡ֱ��С����Ҫ��ǹ�����뺸�����߸�ȷ�ض��С�
����ұ��Ӧ����һ��ֻ������
������Դ��������Դ��ֱ�����ӣ�������þʱ�ý�����������Դ�����������Ȼ���ʩ�����Ӳ��ϣ��������塢�ټ�
�������÷�Χ���㷺���ڹ�ҵ�������ر��Ǻ��պ���Ⱦ����ͼ�˹�ҵ�������õ�ͭ��ͭ�Ͻ��Ѽ��ѺϽ𡢺Ͻ�֡�����֡���Ƚ����ĺ��ӣ����ѺϽ�ĵ������壬�ɻ��ϵ�һЩ���������ȡ�
������״��˿�绡��Ҳ�����������ͽ��ĺ�˿�빤��֮��ȼ�յĵ绡Ϊ��Դ�����к��ӵģ�������Ϊ���ۻ������屣������һ�����͡���ʹ�õĺ�˿�ǹ�״��˿������װ�и�����ֵĺ���������ʱ����ӱ������壬��Ҫ��CO2���������ȷֽ���ۻ����������������ܳء����Ͻ��Ȼ������á� ��״��˿�绡�������������ۻ������屣���绡�����ŵ��⣬���ڹ��ں��������ã�ʹ֮��ұ���ϸ����ŵ㡣��״��˿�绡������Ӧ���ڴ������ɫ�������ֽ�ͷ�ĺ��ӡ���״��˿�绡����һЩ��ҵ�Ƚ������ѵõ��㷺Ӧ�á� “��״��˿”��������˵��“ҩо��˿”
����
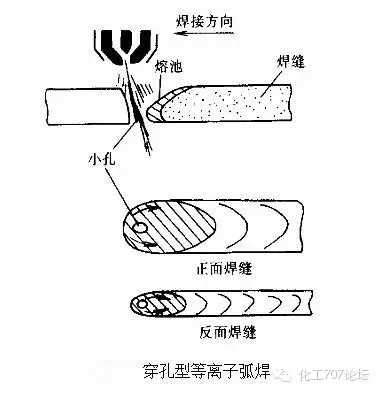
���������ÿ�ȼ������������ȼ��ʱ����������������ĸ�ĺ��Ӵ��ۻ���ʵ�����ӵ�һ���ۺ����������������������Ϊ��Դ��һ�ֺ��ӷ�����Ӧ������������Ȳ����ȼ�ϵ�������Ȳ���档�����豸�������㣬�����������ٶȼ������ʽϵͣ���Ӱ�����ϴ�����������ϴ�ı��Ρ� ���������ںܶ��ɫ��������ɫ�������Ͻ�ĺ��ӡ�
������ȼ������Ȳ��Һ��ʯ�����ȡ�����ȲΪ��������������ȼ��ʱ�Ļ����¶ȿɴ�3200�档����Ȳ���������֣�
�����������棺��������Ȳ�����ϱ�Ϊ1��1.2����Ȳ���ȼ�գ��ʺϺ���̼�ֺͷ����Ͻ�
������̼���棺��������Ȳ�����ϱ�С��1����Ȳ��ʣ�������ں��Ӹ�̼�֡��������ٸ֡�
�����������棺��������Ȳ�����ϱȴ���1.2��������ʣ�������ڻ�ͭ����ͭ��ǥ����
�������������¶ȵͣ������ٶ����������������������Ӱ�����������ӱ��δ��Һ��ӹ����У��ۻ������ܵ��ı���������������ױ�֤�������Ӧ���Ѻ��١��������־��������Դ���豸�����õ͡��ƶ����㡢ͨ����ǿ���ص㣬�������Դ���Ϻ�Ұ���ʱ��ʵ�ü�ֵ��Ŀǰ����Ҫ���ڱ��ְ壨���0.5��3mm����ͭ��ͭ�Ͻ�ĺ��Ӻ������IJ�����
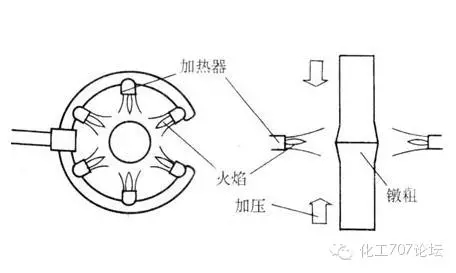
������ѹ��������һ������ѹ��Ҳ�����������Ϊ��Դ������ʱ�����ԽӵĹ����Ķ˲����ȵ�һ���¶ȣ�����ʩ���㹻��ѹ���Ի���ι̵Ľ�ͷ����һ�ֹ��ຸ�ӡ� ��ѹ��ʱ���������������������캸�Ӻֽ�ӡ�

����
���������������ĵ�����Ϊ��Դ�ĺ��ӷ��������ӹ�����������λ�á���������������������ˮ��ͭ�����γɵ�װ���϶�ڽ��С�����ʱ���õ���ͨ�����������ĵ����Ƚ������˲��ۻ��� ���ݺ���ʱ���õĵ缫��״����������Ϊ˿�����������弫�������������������
�������������ص� ���ڵ������ĺ��ӹ����У�����ʼ����һ�绡�����⣬�����Ϊ�ȶ��ĵ������̣������б�������
�������������ŵ��ǣ��ɺ��Ĺ�����ȴ�30mm������1000mm���������ʸߡ���Ҫ�����ڶ���Խӽ�ͷ�����ֽ�ͷ�ĺ��ӡ� �����������ڸ��ָֽṹ�ĺ��ӣ�Ҳ�������������麸����������ͷ���ڼ��ȼ���ȴ����������Ӱ������������֯�ִ��͡���˺����Ժ�һ���������������
�����������ľ����ԣ�
������1�����ں����۳ش��Ⱥ���ȴ�������ں��켰��Ӱ�����������γɴִ���֯����˵�����ͨ��������������������ͷ�еĴ־���
������2��������������������ʽ���У�����ƽ���������������ں����30mm���µĹ���������Ҳ���˹�����
�����������ķ��༰Ӧ��
�����������ķ��ࣺ˿�����������弫������������������ܼ��������ȡ�
����˿������������õĵ����������������ú�˿���缫�����ݺ�����ȵIJ�ͬ���ɲ���һ��������˿����˿���ܹ����ӵĺ������Ϊ40��60mm����������ȴ���60mmʱ����˿Ҫ������ڶ�����˿�ڶ����Ժ���450mm��ĺ�����˿����������Ҫ���ں��Ӻ��Ϊ40��450mm�ĺ������ϳ�����ĺ�����Ҳ�����ڴ��ͺ����Ļ����졣
����Ӧ�ã���Ҫ�������ͻ�е����ҵ�У������-���ṹ������-���ṹ���������ͻ����Ļ�������ѹ��¯�ȣ��������һ��Ϊ40��450mm������Ϊ̼�֡��ͺϽ�֡�����ֵȡ�
����
�����������Լ��еĸ��ٵ����������������ʱ�����������ܽ��к��ӵķ����� ����������ʱ���ɵ���ǹ���������������١����õĵ��������У�����յ�������������յ��������ͷ���յ���������ǰ���ַ���������������ڽ��С�������ʱ�� ����Ҫ�dz����ʱ�䣩�ϳ��������ߴ�������Ҵ�С���ơ� ����������绡����ȣ���Ҫ���ص��Ǻ���������ۿ�С������������ȸߡ����ȿ������ںܱ����ϵľ��ܺ��ӣ��ֿ������ںܺ�ģ�����300mm���������ӡ��������������ӷ����ܽ����ۻ����Ľ������Ͻ����õ��������ӡ���Ҫ����Ҫ��������IJ�Ʒ�ĺ��ӡ����ܽ�����ֽ��������������������۽����ĺ��ӡ��������ڴ�������Ʒ��
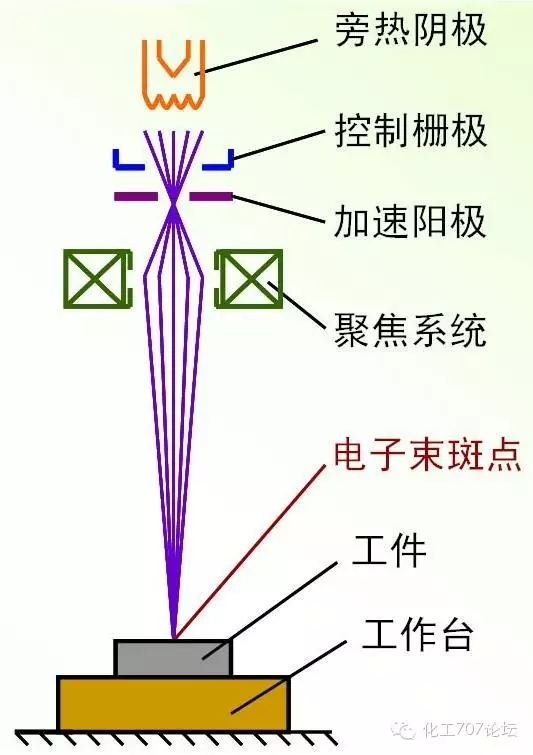
���������������������ǵ���ǹ��������ɵ��ӵIJ��������������γɺͻ�۵�װ�ã���Ҫ�ɵ�˿���������������۽���Ȧ����ɡ���˿ͨ�����²������������������ﵽ2400K����ʱ��������ӣ�������������֮��ĸ�ѹ�糡�����£����ӱ����٣�ԼΪ1/2���٣������������������Ȼ�۽���Ȧ����۳�ֱ��Ϊ0.8��3.2mm�ĵ��������������ں������潫����ת��Ϊ���ܣ�ʹ�������Ӵ�Ѹ���ۻ�������ȴ�ᾧ���γɺ��졣
�������ݺ��ӹ����ң��������ô�������նȲ�ͬ�����������ķ��ࣺ
������1������յ������� �������������ǹͬ��һ�ң���ն�Ϊ10-2��10-1Pa�����������ۡ����ԡ��ߴ�������С����ľ��ܺ��ӡ�
������2������յ������� �������������ǹ����Ϊ��������ң������ҵ���ն�Ϊ10-1��15Pa�������ڽϴ��͵Ľṹ�����Ͷ���������̫���е����۽�����
������3������յ������� �������Ӷ������屣���ֻ����죬����������������ڵľ���Ӧ������10mm���ң��Լ��ٵ����������������ײ��ɵ�ɢ�䡣����յ�������������̼�֡��ͺϽ�֡�����֡����۽�����ͭ�����Ͻ�ȵĺ��ӣ������ߴ粻�����ơ�
������յ����������ŵ㣺
������1�������������ܶȴ���߿ɴ�5×108W/cm2��ԼΪ��ͨ�绡��5000��10000�����������У���Ч�ʸߣ���Ӱ����С������խ������ӱ��μ�С��
������2������ջ����º��ӣ����������������ã���ͷǿ�ȸߡ�
������3������������뾶�ɵ��ڷ�Χ��������Ӧ��ǿ���ɺ���0.05mm�ı�����Ҳ�ɺ���200��700mm�ĺ�塣
����Ӧ�ã��ر��ʺϺ���һЩ���۽��������Ի�ߴ��Ƚ����Լ���������ǿ�Ľ��������豸���ӣ��ɱ��ߣ������ߴ�����������ƣ�װ�侫��Ҫ��ߣ�������X���ߣ����Ӹ���ʱ�䳤�������ʵͣ���Щ���㶼�����˵��������Ĺ㷺Ӧ�á�
����
���⺸�����ô�����ɵ�ɫ�������۽����ɵļ�����Ϊ��Դ���еĺ��ӡ����ֺ��ӷ���ͨ�����������ʼ��⺸�����幦�ʼ��⺸�� ���⺸�ŵ��Dz���Ҫ������н��У�ȱ�����Ǵ��������������ǿ�����⺸ʱ�ܽ��о�ȷ���������ƣ��������ʵ�־����������ĺ��ӡ�����Ӧ���ںܶ�������ر����ܽ��һЩ�Ѻ����������ֽ����ĺ��ӡ�
��������IJ���:�����ܼ��������IJ�����Ƶ�ʡ�������ȫ��ͬ�Ĺ�����
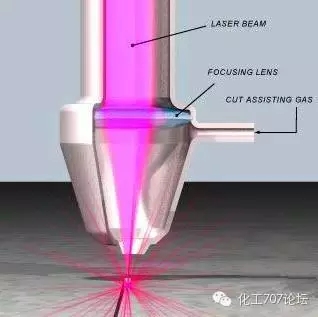
����������ص�:���е�ɫ�Ժá������Ժá������ܶȸߵ��ص㣬���⾭����侵�۽��ɻ��ֱ��С��0.01mm�������ܶȸߴ�1013W/cm2��������������Ϊ���ӡ��и������洦������Դ����������������й��塢�뵼�塢Һ�塢����ȣ��������ں��ӡ��и�ȹ�ҵ�ӹ�����Ҫ������ʯ��ʯ��YAG�����弤���CO2���弤�⡣
�������⺸����Ҫ�ŵ��ǣ�
������1�������ͨ�����ά���⾵�ȹ�ѧ�����������䣬���������㲿�����������ӷ������Դﵽ�IJ�λ�ĺ��ӣ�����ͨ�������Ͻ��к��ӡ�
������2�������ܶȸߣ���ʵ�ָ��ٺ��ӣ���Ӱ�����ͺ��ӱ��ζ���С���ر������������в��ϵĺ��ӡ�
������3�����ⲻ�ܵ�ų���Ӱ�죬������X���ߣ�������ձ������������ڴ��ͽṹ�ĺ��ӡ�
������4����ֱ�Ӻ��Ӿ�Ե���壬������Ԥ�Ȱ�����Ե�㣻Ҳ�ܺ����������ܲ��ϴ�����ֲ��ϡ�
�������⺸����Ҫȱ���ǣ��豸��������ת���ʵͣ�5%��20%�����Ժ����ӿڼӹ�����װ����λҪ����ܸߣ�Ŀǰ��Ҫ���ڵ��ӹ�ҵ���DZ���ҵ�е��������ĺ��ӣ��Լ����Ƭ����п�ְ�ȵĺ��ӡ���
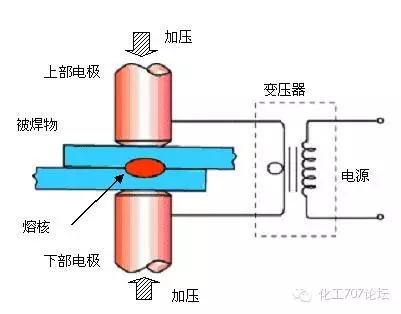
���������Ե�����Ϊ��Դ��һ�ຸ�ӷ���������������������Ϊ��Դ�ĵ��������Թ��������Ϊ��Դ�ĵ��躸�����ڵ����������ж��ص��ص㣬�ʷ��ں�����ܡ�������Ҫ���ܼ��ֹ��������Ϊ��Դ�ĵ��躸����Ҫ�е㺸���캸�������Ժ��ȡ� ���躸һ����ʹ��������һ���缫ѹ�������²����õ���ͨ������ʱ�������ĵ����Ƚ�������֮��ĽӴ������ۻ���ʵ�����ӵĺ��ӷ�����ͨ��ʹ�ýϴ�ĵ�����Ϊ�˷�ֹ�ڽӴ����Ϸ����绡����Ϊ�˶�ѹ������������ӹ�����ʼ��Ҫʩ��ѹ���� ������һ����躸ʱ�����������ı����ƶ��ڻ���ȶ��ĺ���������ͷ����Ҫ�ġ���ˣ���ǰ���뽫�缫�빤���Լ������빤����ĽӴ��������������
�����ŵ㣺1���ۺ��γ�ʱ��ʼ�ձ����Ի���Χ���ۻ����������������ұ����̼�2������ʱ��̡��������С�����Ӱ����С��������Ӧ��ҲС��ͨ���ں��ذ���У�����ȴ�������3������Ҫ��˿�����������������Լ�������Ȳ��벵Ⱥ��Ӳ��ϣ����ӳɱ��͡�4������������ʵ�ֻ�е�����Զ������������Ͷ�������5�������ʸߣ������������к����壬�ڴ����������У����Ժ��������칤��һ��ൽ��װ���ϡ�������Ժ����л��罦����Ҫ���롣
����ȱ�㣺1��Ŀǰ��ȱ���ɿ��������ⷽ������������ֻ�ܿ����������������ƻ�����������飬�Լ������ּ�ؼ�������֤��2���㡢�캸�Ĵ�ӽ�ͷ���������˹�����������������������ۺ���Χ�γɼнǣ���ʹ��ͷ�Ŀ���ǿ�Ⱥ�ƣ��ǿ�Ƚϵ͡�3���豸���ʴ�е���Զ����̶Ƚϸߣ�ʹ�豸�ɱ��ϸߡ�ά�����ѣ����ҳ��õĴ��ʵ��ཻ�����������ڵ������������С�
�������÷�Χ�����������ɻ����������ҵ硢�����õĸֽ����ҵ�й㷺Ӧ�ã����ò��Ϲ㷺��ֻ�������������ĵ��躸�������Բ��Ҫ���ں��Ӻ��С��3mm�ı������������ֲġ�����þ����ɫ��������Ͻ𡢲���ֵȾ��ɺ��ӡ���

����
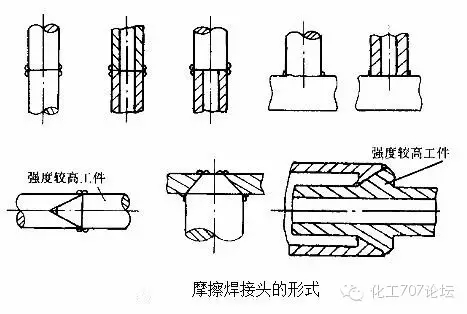
Ħ�������Ի�е��Ϊ��Դ�Ĺ��ຸ�ӡ�����������������еĦ��������������ʵ�ֽ��������ӵġ� Ħ���������������ڽӺ��洦�������Ӱ����խ�����������ʩ��ѹ��������������ڼ�����ֹʱ����ѹ����ʹ��̬�����ܶ��Ͷ���ϣ�һ�����沢���ۻ��� Ħ���������ʽϸߣ�ԭ���ϼ��������ܽ����ȶ͵Ľ�������Ħ�����ӡ�Ħ�����������������ֽ����ĺ��ӡ� Ҫ�����ں����ΪԲ�ε����ֱ��Ϊ100mm�Ĺ�����
�������ú����Ӵ������Ħ�����������ȣ�ʹ����ﵽ������״̬��Ȼ��Ѹ��ʩ�Ӷ�������ʵ�ֺ��ӵ�һ�ֹ���ѹ��������
����Ħ�������������ŵ㣺
������1�����������ȶ��������ߴ羫�ȸߣ���ͷ��Ʒ�ʵ��ڵ���Ժ�������Ժ���
������2�����������ʸߣ�������Ժ���5��6����
������3�����ں������ֽ�������̼�ظ֡��ͺϽ���벻��֡����ٸ�֮������ӣ�ͭ-����֡�ͭ-������-�֡���-ﯵ�֮�����ӡ�
������4���ӹ����õͣ�ʡ�磬������������������
������5����ʵ�ֻ�е�����Զ��������������ӹ������������⼰�к����塣
����ȱ�㣺��������תʵ�֣����ӷ�Բ��������ѡ���״���������ڹܼ������ڲ��г�Ҳ���Ѻ��ӡ��ܺ������������ʵ����ƣ�ĿǰĦ�����ɺ��ӵ�������Ϊ20000mm2��Ħ������һ����Ͷ�ʷ��ô����ڴ�����������
����Ӧ�ã����ֽ��������ֲָ�Ʒ���������ҵ�е�ͭ-�����ɽ�ͷ�����������õĸ��ٸ�-�ṹ�ֵ��ߵȣ��ṹ�ֲ�Ʒ�����վ��¯���ιܡ����š����������ߵȡ���
������ɢ��һ�����Լ������Ϊ��Դ�Ĺ��ຸ�ӷ�����ͨ��������ջ������½��С�����ʱʹ�����������ı����ڸ��ºͽϴ�ѹ���½Ӵ�������һ��ʱ�䣬�Դﵽԭ�Ӽ���룬����ԭ���������ɢ����ϡ���ǰ������Ҫ��ϴ�������������������ʣ����ұ���ֲڶ�Ҫ����һ��ֵ���ܱ�֤����������
������ɢ������ջ����յı����£���һ���¶ȣ�����ĸ�ĵ��۵㣩��ѹ�������£�ʹ��Ӵ���ƽ�����Ĵ������淢���������������ܽӴ���ԭ�����ɢ������һ�νϳ�ʱ���ԭʼ������ʧ���ﵽ��ȫұ���ϵĺ��ӷ�����
������ɢ�����������ŵ㣺
������1�������ڼ����������������ܵ�����£�ʵ�ָ���ͬ�ֲ��Ϻ����ֲ��ϼ�ĺ��ӣ�������������˫����㸴�ϲ��ϡ�
������2���ܺ��ӽṹ�����Լ�������Ĺ�����
������3����ͷ�ɷ֡���֯���ȣ���С��Ӧ����ʴ����
������4�����ӱ���С����ͷ���ȸߣ�����Ϊ����������װ���ӷ�����
������5�����������ӹ�����ͬʱ���У�������ȴ����ȣ�����ͬʱ��ɶ����ͷ�ĺ��ӣ��Ӷ���������ʡ�
�������㣺��ɢ���Ժ�������ӹ���������Ҫ��ߣ�����ʱ�䳤�������ʵͣ��ɱ��ߣ��豸Ͷ�ʴ�
����Ӧ�ã��۵�����ұ���ϲ����ݵ����ֽ���֮��ĺ��ӡ��������մɵĺ��Ӻ��ѡ��������Ͻ�ṹ���ĺ��ӡ�����Ӧ����ԭ���ܡ����պ��켰���ӹ�ҵ�ȼ�˼������������ƹ���һ���е���칤ҵ���š�

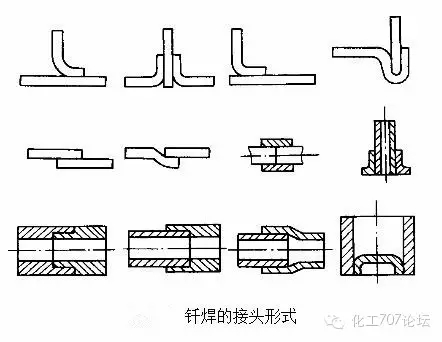
����ǥ������Դ�����ǻ�ѧ��Ӧ�ȣ�Ҳ�����Ǽ�����ܡ����������۵�ȱ������ϵ��۵�͵Ľ�����ǥ�ϣ���������ʹǥ���ۻ���ëϸ�����ý�ǥ�ϼ��뵽��ͷ�Ӵ���ļ�϶�ڣ���ʪ�����������棬ʹҺ�������֮�以��ɢ���γ�ǥ����ͷ����ˣ�ǥ����һ�ֹ����Һ��ĺ��ӷ�����
1��ǥ�����ص㼰Ӧ��
ǥ�������۵����ĸ�ĵĺϽ���ǥ�ϣ�����ʱǥ���ۻ���������ʪ���ú�ëϸ���������������ڽ�ͷ��϶�ڣ���ĸ�Ĵ��ڹ�̬������Һ̬ǥ�Ϻ�̬ĸ�ļ�����ɢ�γ�ǥ����ͷ��ǥ����ĸ�ĵ�������ѧ����Ӱ��С������Ӧ���ͱ��ν�С���ɺ������ܲ��ϴ�����ֽ�������ͬʱ��ɶ������죬��ͷ����������룬�豸������Ͷ��С����ǥ����ͷ��ǿ�Ƚϵͣ����������
����Ӧ�ã�Ӳ�ʺϽߡ���̽��ͷ�����г����ܡ������������ܼ����������ȣ��������������ӹܺ͵�����������������У�ǥ��������Ψһ���ܵ����ӷ�����
����2��ǥ�Ϻ�ǥ��
ǥ�����γ�ǥ����ͷ����������ǥ����ͷ�������ںܴ�̶���ȡ��ǥ�ϡ�ǥ��Ӧ�þ��к��ʵ��۵㡢���õ���ʪ�Ժ��������������ĸ�����ɢ����Ӧ����һ������ѧ���ܺ�������ѧ���ܣ��������ͷ��ʹ������Ҫ��ǥ���۵�IJ�ͬ��ǥ����Ϊ�����ࣺ��ǥ����Ӳǥ����
������1����ǥ�� ��ǥ���۵����450���ǥ����Ϊ��ǥ��������ǥ������Ǧǥ�ϣ����������õ���ʪ�Ժ͵����ԣ��㷺���ڵ��Ӳ�Ʒ����������������������ǥ���Ľ�ͷǿ��һ��Ϊ60��140MPa��
������2��Ӳǥ���� ǥ���۵����450���ǥ����ΪӲǥ��������ǥ���ǻ�ͭǥ�Ϻ�����ǥ�ϡ�������ǥ�ϵĽ�ͷ���нϸߵ�ǿ�ȡ������Ժ���ʴ�ԣ�ǥ���۵�ϵ͡����������ã���ǥ�ϼ۸�ϸߣ�������Ҫ��ϸߵĺ�����һ�㺸������û�ͭǥ�ϡ�Ӳǥ�������������ϴ�ĸֺ�ͭ�Ͻ����Լ����ߵ�ǥ����Ӳǥ���Ľ�ͷǿ��Ϊ200��490MPa��
����ע�⣺ĸ�ĵĽӴ���Ӧ�ܸɾ������Ҫ��ǥ����ǥ����������ȥ��ĸ�ĺ�ǥ�ϱ������������������ʣ�����ǥ�Ϻ�ĸ�ĽӴ��治������������ǥ�ϵ���ʪ�Ժ�ëϸ�����ԡ�ǥ�����۵�Ӧ����ǥ�ϣ�ǥ��������ĸ�ĺͽ�ͷ�ĸ�ʴ��Ӧ��С����ǥ�����õ�ǥ����������Ȼ�п��Һ��Ӳǥ�����õ�ǥ������ɰ������ͼ��Է�����Ļ���
����������Դ����ȷ�����ͬǥ���ɷ�Ϊ������ǥ������Ӧǥ����¯��ǥ������մǥ��������ǥ���ȡ� ǥ��ʱ���ڼ����¶ȱȽϵͣ��ʶԹ������ϵ�����Ӱ���С��������Ӧ������Ҳ��С����ǥ����ͷ��ǿ��һ��Ƚϵͣ����������ϲ
����ǥ�����ȷ����� �������еļ�����Դ����������ǥ����Դ�������˽�ǥ��
���ࡣ
��������ǥ���������������м��ȣ�����̼�֡�����֡�Ӳ�ʺϽ�������ͭ��ͭ�Ͻ��������Ͻ��Ӳǥ����
������Ӧǥ�������ý���ų�������в�����Ӧ�����ĵ����ȼ��Ⱥ��������ھ��жԳ���״�ĺ������ر��ǹ������ǥ����
������մǥ�����������ֲ���������������λ������Һ��ǥ����Һ�У�����ЩҺ����ʵ�������ʵ��ǥ�����̣����ص��Ǽ���Ѹ�١��¶Ⱦ��ȡ���������С��
����¯��ǥ�������õ���¯���Ⱥ���������¯��ͨ������ջ���û�ԭ��������������Ժ������б�����
�����������⣬��������ǥ��������ǥ������ɢǥ����������ǥ������Ӧǥ����������ǥ��������ǥ���ȡ�
����ǥ���������ں���̼�֡�����֡����ºϽ�����ͭ�Ƚ������ϣ��������������ֽ�����������ǽ��������ں������ز�������¹����Ľ�ͷ�����ھ��ܵġ��͵��Լ����ӵĶ�ǥ��ĺ����������á�
������Ƶ��
������Ƶ�����Թ��������Ϊ��Դ������ʱ���ø�Ƶ�����ڹ����ڲ����ĵ�����ʹ����������������ȵ��ۻ���ӽ�����*״̬���漴ʩ�ӣ���ʩ�ӣ���������ʵ�ֽ����Ľ�ϡ��������һ�ֹ�����躸������ ��Ƶ�����ݸ�Ƶ�����ڹ����в����ȵķ�ʽ�ɷ�Ϊ�Ӵ���Ƶ����Ӧ��Ƶ�����Ӵ���Ƶ��ʱ����Ƶ����ͨ���빤����е�Ӵ������빤������Ӧ��Ƶ��ʱ����Ƶ����ͨ�������ⲿ��ӦȦ��������ö��ڹ����ڲ�����Ӧ������ ��Ƶ����רҵ����ǿ�ĺ��ӷ�����Ҫ���ݲ�Ʒ�䱸ר���豸�������ʸߣ������ٶȿɴ�30m/min����Ҫ�����������ʱ�ݷ��������ĺ��ӡ�
������ը��
������ը��Ҳ���Ի�ѧ��Ӧ��Ϊ��Դ����һ�ֹ��ຸ�ӷ���������������ըҩ��ը��������������ʵ�ֽ������ӵġ��ڱ�ը�������£����������ڲ���һ���ʱ���ڼ��ɱ�����ײ���γɽ����Ľ�ϡ� �ڸ��ֺ��ӷ����У���ը�����Ժ��ӵ����ֽ�������ϵķ�Χ��㡣�����ñ�ը����ұ���ϲ����ݵ����ֽ�������Ϊ���ֹ��ɽ�ͷ����ը�������ڱ�����൱���ƽ������������츴�ϰ�ĸ�Ч������
������������
������������Ҳ��һ���Ի�е��Ϊ��Դ�Ĺ��ຸ�ӷ��������г�������ʱ�����ӹ����ڽϵ͵ľ�ѹ���£������������ĸ�Ƶ����ʹ�Ӻ������ǿ��Ħ�������ȵ������¶ȶ��γɽ�ϡ� ���������������ڴ������������֮��ĺ��ӣ���ʵ�ֽ��������ֽ�����������ǽ�����ĺ��ӡ��������ڽ���˿������2��3mm���µı��������ͷ���ظ�������
����
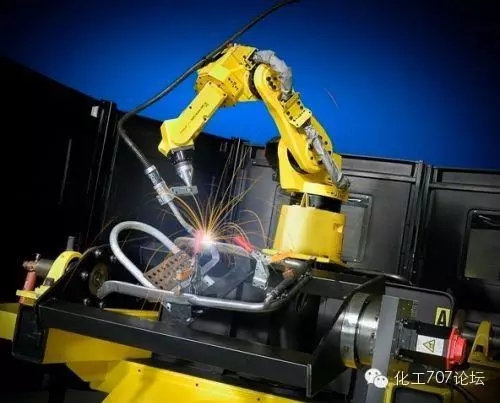
���Ӽ���������ͻ���ı��־��Ǻ��ӹ����ɻ�е�����Զ��������ܻ�����Ϣ����չ�����ܺ��ӻ����˵�Ӧ�ã��Ǻ��ӹ��̸߶��Զ�������Ҫ��־�����ӻ�����ͻ���˺����Զ����Ĵ�ͳ��ʽ��ʹС�����Զ���������Ϊ���ܡ�
�������ӻ����˴��Ϊ�̶�λ�õ��ֱ�ʽ��е����ʾ���ͺ����������֡�
����ʾ���ͻ����ˣ�ͨ��ʾ�̣����亸�ӹ켣�����Ӳ��������ϸ���ʾ�̳�����ɲ�Ʒ�ĺ��ӡ�ֻ��һ��ʾ�̣������˱���Ծ�ȷ������ʾ�̵�ÿһ�����������ຸ�ӻ����˵�Ӧ�ý�Ϊ�㷺�������ڴ�����������������ˮ�ߵĹ̶���λ�ϣ��书����Ҫ��ʾ�����֣��Ի����仯��Ӧ�������ϲ���ڴ��ͽṹ�ڹ����ϵ�С��������û������֮�ء�
���������ͻ����ˣ����Ը��ݼĿ���ָ���Զ�ȷ���������㡢�ռ�켣���йز��������ܸ���ʵ������Զ����ٺ���켣������������̬���������Ӳ��������ƺ����������������Ƚ��ĺ��ӻ����ˣ��������ɡ���㡢�����ƶ����ص㣬����Ӧ��ͬ�ṹ����ͬ�ص�ĺ�������Ŀǰʵ��Ӧ�ú��٣��д����о������Ρ�
�������ӻ������У��㺸������ռ50%��60%�����ɻ����˱��塢�㺸ϵͳ�Ϳ���ϵͳ������ɡ������˱�������ɶ�Ϊ1��5��������ϵͳ�ֱ�����ƺͺ��Ӳ��ֿ��ơ�
��������ϵͳ��Ҫ���������ӿ���������ǯ��ˮ�������ȸ������֣�ˮ�º��ӣ���
�������������ϵͳ�ں��������е�Ӧ����Ҫ�����¼������棺
����1�������ģ�⼼�� ����ģ�⺸���ȹ��̡�����ұ����̡�����Ӧ���ͱ��εȡ�������һ���漰���绡���������ȡ�ұ�����ѧ��ѧ�Ƶĸ��ӹ��̡�һ�������еĸ������̶�ʵ���˼����ģ�⣬���ܹ�ͨ�������ϵͳ��ȷ�����Ӹ��ֽṹ���ֲ���ʱ�������Ʒ��������շ����ͺ��Ӳ�������ͳ�ϣ����ӹ�������Ҫͨ��һϵ�е�ʵ�����ݾ�����ȷ�����Ի�ÿɿ������õĺ��ӽṹ�������ģ��ֻҪͨ��������֤����֤����ֵ�����ڴ���ijһ�����ϵ������ԣ�����ɸѡ���������ɼ������ɣ�ʡȥ�˴��������鹤�����Ӷ�����Լ��������������ʱ�䣬���µĹ��̽ṹ���²��ϵĺ��ӷ�����к���Ҫ�����塣�����ģ�⼼����ˮƽ���������Զ������ӵķ�Χ�����⣬�����ģ��㷺���ڷ������ӽṹ�ͽ�ͷ��ǿ�Ⱥ����ܵ����⡣
����2�����ݿ⼼����ר��ϵͳ ���ں��ӹ�����ƺ��ղ�����ѡ����ȱ����ϡ����ӳɱ�Ԥ�㡢ʵʱ��ء�����CAD���������Եȡ�
�������ݿ⼼��Ŀǰ�Ѿ�������������ĸ������棬��ԭ���ϡ��������顢���ӹ��յ��������������͵����ݿ�ϵͳ�к��ӹ������������ӹ��չ�̡������������������Ӳ��ϡ����ϳɷֺ����ܡ������ԡ�����CCTͼ�����ͺ��ӱ���ѯϵͳ�ȡ���Щ���ݿ�ϵͳΪ���������ڸ������ݺ���Ϣ�����ṩ������������
��������ר��ϵͳ��Ҫ�����ڹ����ƶ���ȱ��Ԥ�����ϡ������������Ƶȷ��档���еĺ���ר��ϵͳ�У�����ѡ������ƶ�������Ҫ��Ӧ�������ӹ��̵�ʵʱ��������Ҫ�ķ�չ����
����3������������������Ƽ�����CAQ�� ���ڶԲ�Ʒ�����ݷ���������������ʵʱ���ȡ�
�������⣬������������/���죨CAD/CAM���ں��Ӽӹ��е�Ӧ��Ҳ�������ӣ���Ҫ���������и���ӽṹ��ƺͺ��ӻ������С�
����Դ��ֱ��ѧ��е��