������
����ұ��������˾ ֣���� 450041��
ժ Ҫ�����ڸù��̽ṹ���ӣ�������������Ϊ11000�֣���ɵĸֹ��������ࡣ����Ҫ�����Ľ���ȳ����ֽṹ�ĺ�������dz��ְ��ȴ�100mm��庸�Ӻ�����ȴ����������Թ��̺��ӵ�����������Ϊ��Ҫ��ͨ���ƶ���ϸ���������ƹ滮���ϸ�Ժ��ӹ��̵ĸ�������̿��ƹ������ϰѺ��������أ���������˳����ɣ������˹��̵ĸ����Ҫ��
�ؼ��� ��¯�ֽṹ ���ӹ��� ��������
A SUPERCRITICAL UNIT IN POWER plant boiler structural steel welding quality control
Wang Zengfeng
(No.9 Metallurgical Construction Limited Corporation zhengzhou 450041)
ABSTRACT ��Because of the complex engineering structure, project amount is large, a total of 11000 tons of steel, consisting of a large number of. And the main component of the geometric size, length, steel plate the amount is very large, steel plate thickness of 100mm thick plate welding, weld heat treatment amount is large, so the welding quality control is particularly important. Through the detailed quality control planning, strictly on the welding engineering the process management of process control, strict welding quality, the project finally completed smoothly, satisfy the engineering requirements of the technology.
KEY WORDS Boiler steel structure Welding technology Quality control
1 ���̸ſ�
���������������糧�ǹ��缯�������ʡ����ʵʩ“�ϴ�ѹС�����ܼ���”������չ�ĵ䷶������ʵ�ӿ��ƽ���Դ��Լ�������Ѻ�����Ὠ��ս�Ե���Ҫ�ٴ롣�糧2×600MW“W”���ٽ�����¯���ɱ����Ͳ��ƿ������ƿ�˹��˾��ƣ��ǹ��ڻ�������վ���ͳ��ٽ�“W”�ͻ�����顣���ٽ���������ٽ������ȣ���Ч�����2‰ÿ��ɽ�Լ��ú3��֣����ڽ�����������չ�Ĵ���������������顣���������ٽ����ֽṹ��ʽ��ͬ�����ڸû���߶ȸ���¯�Ŵ����Ըֽṹ���������ҹ������س�����
������
������

������
������ͼ1 ��������ͼ
���������̽ṹ��ʽΪ���Կ�ܽṹ���ܸ�80�ף��ܹ�����Ϊ11000�֡�ÿ����39������������Ϊʵ��ʽ����H�֣�����������ߴ�ΪH640X1200X30X80�����ش�32�֡��ּܿռ乲��16��ƽ̨��ͨ��ʵ��ʽ���ӹ������������Ͳ�ˮƽ�Ź��ɸּܵ�ˮƽ�棬�Ա�֤�ṹ���ԣ��������������д�ֱ֧�ţ���������ɸּܵ���ƽ�棬��ˮƽ�湲ͬ����¯�ּ�ȫ���غɴ�������������ͼΪ�������沼��ͼ2��
������
������
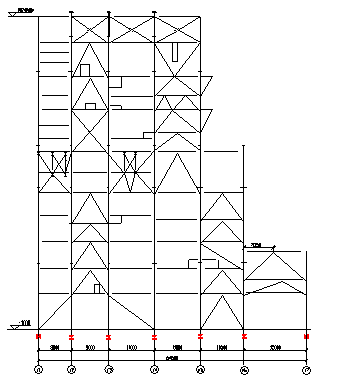
������������
������ͼ2 �������沼��ͼ
������¯���ּܣ��dz��ܹ�¯���ص���Ҫ���֣����ɴ������֧������֧������ɣ���ϵ�ּܵ��ص���Ŀ�����ڳ������ҹ�¯�豸�������غɣ����������Ĵ������6000mm����37690mm������Լ173�֣���Ե���100mm���������������������Ͷ���[1]������������ʽ����ͼ3
������
������
������
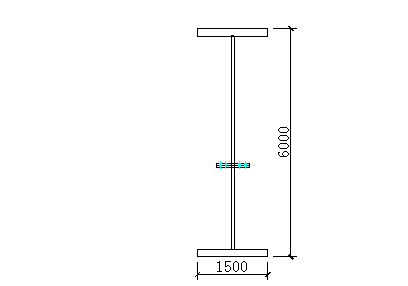
������
������ͼ3 ��������ͼ
������������Ҫ�����У�A572-50��Q345B��Q345A��Q235-B������A572-50�������ڴ�����Ϻ�ȴ��ڵ���40mm�ĸְ壬�������ϰ�����60mm�ĸְ塣Q345B���������ϴ��ڵ���36mm�ְ壬�������С��40mm�ְ壬�������Ϻ�ȵ���36mm��40mm�ְ塣Q345A������������С��36mm�ְ壬��������H�֡����װ塢�ڵ��������ýǸ֡� Q235-B���ڹ������ָ֣��۸ּ��������ýǸ֡����ٽ�����¯�ֽṹ�ص������ٽ�Ĺ�¯�ּ���Ƚϣ��ڲ���ѡ�ú�������������������ԵIJ��죬���ִ������Ļ��������¯���ڽṹ����к�壬��������ý϶࣬��˸ù��̵ĺ�庸�������Ĺ��ԶԶ�������ٽ��¯�ּܵĺ����
������������ʩ����ѭ����Ҫ�淶�涨Ϊ����¯�ּ����찴���ֽṹ���켼��������JB/T1620[2]�ͱ���������˾�������ظֽṹ���켼��������[3]B&WB02007(2��)�����ĽǺ��졢�ԽӺ��졢����H�ּ�����H�ֵĸ����ƴ�Ӻ��������ȼ�Ϊ����Ҫ�����иְ弰H�֣�����H�ּ�����H�֣���Ե��ƴ�Ӻ����Ϊһ���ԽӺ��죬������ó�����̽�˽����ڲ�ȱ�ݵļ��飻���ӽ�������ͼ4��ʾ��
��������������������������������������ͼ4 ���ӽ���ͼ
2 �������ƹ滮
2.1 �ƶ���������������ʱͬʱ�ƶ����������糧2×600MW“W”���ٽ�����¯�ֽṹ���й����̽��躸��Э���ȫ�����㺸�ӹ��̹滮��
2.2 ���ݹ���ISO 9001������֤��ϵ����Ч��ת�DZ�֤��Ʒ������ǰ�����������Բ�Ʒ������Ӧ�ϸ��ҳ������ļ���ZGJYAZ/JQP-2002��������ҵ�����飨WI����Ҫ��ִ�С������������湤������ǿȫԱ������������ǿ������ʶ����ǿ������ѵ�����רҵ�������ʣ�������Ʒһ�γ��š�
2.3 �ֽ���������Ŀ�꣺��֤��Ŀ100%�ϸ����100%�ϸ�80%��������λ��������������������85%��
3 �������Ƶĺ���������֤��ϵ
3.1 ������������
ͼ5 ������������
4 ���ӹ��̼���������
4.1����������������
������
������ͼ6 ����������������ͼ
4.2��Ҫ����ʩ������
��������¯�ּ����캸�ӵĹؼ������Ͳ�ȡ�Ĵ�ʩ����庸���ں���������һ����Ҫ���о����⣬Ҳ�������¯�ּܵ��ص㣬�����ܸ�����������漰�ĺ�庸����ռ�൱�������������Ե���≥40�ĸ���ռ�ײ������һ�룬Ϊȷ�������������Dz�ȡ�����´�ʩ��1����ǰ�������������ü������������ϸں�����������֤�ĺϸ���2����ǰ���ù�����������������֤���ӹ��չ�̵���ȷ�Ժ�ʵЧ�ԡ�3�����Ӳ��Ϻ�˿����H10Mn2�Ͳ����г����ϸ�֤��Ͷ��ǰҪ������ϸ�ʹ��ʱȥ����˿����������������ѡ��HJ431�����ͣ�ʹ��ǰҪ��ɣ����¡�2Сʱ������ѡ��E50�Ͳ����г����ϸ�֤��ʹ��ǰ��ɲ�����1��2Сʱ��Ȼ�����ڱ���Ͳ��������ȡ��4���¿���ʽ��ѡ���ҳ���庸�Ӷ���öԳ�ʽ˫���¿ڣ���ͼ7
������
������
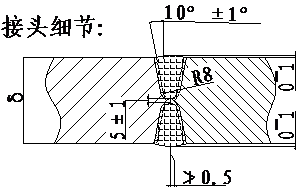
������
����ͼ7 ��ͷϸ��ͼ
����5����ǰ����¿���ա�����50mm��Χ�ڵ��������6����ǰԤ�Ⱥ�ǰ�����Ĵ�ʽ����������Ժ������Ԥ�ȣ��Խ��ͺ���������Ӱ����֮�ʵ��¶��ݶȣ���С����Ӧ������ֹ�����������7����������������Ϩ�°壬�����¿���ʽ��������������ͬ��8������˳��Ϊ�����¿ڽ����һ�࣬��������1/2ʱ����ת180°�������2��3mm(�������̫��Է�ֹ��������)������ӱ��溸������������������Ϻ��Ӻ���Ӧ������ۼ�100%UT���顣���������ں����м�����ԭ���ǣ�����ȱ��һ������ں���ĸ����������������м�����緢�����⣬��������Ҽ��ٷ������������潻����к��ӣ����Լ�С�DZ��Ρ��DZ����Ǻ�庸�ӵ���һ���⣬���ں�����÷ֲ㺸�ӷ�����ѭ�������࣬ÿ��һ�α����һ�νDZ��Ρ������ӽ�ͷ����ȱ��ʱ���DZ�������ȱ�ݴ����Ӧ���������������ơ������������溸�Ӽ�С�DZ��Σ����ڲд��С���DZ��ο�ͨ����е������������9����������ʵʩ��һ�����캸�ӱ����ϸ���Ƶ����͵�ѹ����庸�ӵ�һ�⺸������ʵ����ͣ���߹�ѹ2��3V��ȷ���������ϵ����Φ=B/H��(B���������H���������)�����������������ʹ�����������ұ������������ٺ���Ӧ���ļ����м�㺸�ӹ淶Ӧ�溸����������Ӷ��ʵ��Ӵ����������Ч�ʡ�[4]10�������ȴ��� ��ȴ���360 mm�ְ�Խӽ�ͷӦ���к����ȴ�������������Ӧ�������õ����¿��ǣ�ȫ���̱����ϸ���Ƹ� ������¡������ٶȺͱ���ʱ�䡣�����ʩ��(1)�����������ʱ���(2)Ϊ��С���ھֲ�������ɵ��¶Ȳ����ȣ����ȷ�ΧӦ�Ӻ����������������죬ÿ����ȿ���Ӧ���ڰ���3��������ֱ���ʯ�ޱ����¼��ȡ�( 3)�ȴ����¶�����(��ͼ8)������ȴ��� �¶�T ma x=5 9 0 ~6 5 0 ��[5]
���� �����ٶȣ�≤5000/δ°C/h����≤200/δ°C/h (δ—�������)
����������ʱ�䣺≥δ/25h ��δ≤50mm��
���� ≥��150+δ��/δh ��δ��50mm��
����������ȴ�ٶȣ�≤6250/δ°C/h����≤260/δ°C/h (300°C���¿ɽ������״̬)
������
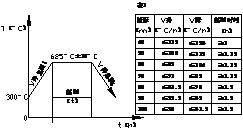
������ͼ8 �ȴ�������ͼ
5 ��������������
������Ϊ�˱�֤�ù��̵�˳�����У����۴�ԭ���ϵ��볧���飬���Ǵ����������еĸ������ڡ����������ϰ������ء����ӹ��������ɾ������Ӳ���������ѵ��ȡ����Ӧ��λ�ϸ�֤�����Ա�����εģ����Ҹ���ÿ�����ڲ��������ϵ��ص㣬���������ڸ��Եĺ�λ�Ͻ���ʩ�����ò�������ˮƽ�ϸߣ����ŷḻʵ������ĺ�������Ҫ�˼��ؼ����Ӳ�λ�Ͻ��������ѹء�
���������Ӳ��ϵļ�����һ��������Ҫ�Ĺ��������ѱ�����µĺ����¹������������ж��б�������ǰ���ҵ�λ�ѽ�����һ����������ԭ�����볧�����ƶȡ��κ�һ�������ʹ�õĺ��ģ���Ҫ���ϸ�ļ��飬�ϸ�����ں�������������������ѱ굼�º��Ӳ�Ʒ���ϸ��ĵĺ�ɷ������þ��������ϸ����ƶȰ��¡��������պ��ӹ�����ָ���ĺ��ӷ����������ƺš�����Գ������Ϊ��λ����“���������ϵ�”�����Ķ��������������������������ʹ��������
�������ں������������У��ϵ�������µ������������������Լ��ĺ�����������ͨ��������ʽ��������Ϥ����ְ������ÿ�������Ը��Ե���ĺ��Ӳ�Ʒ���������𣬹�˾��һ���������Լ졢�����ר���ƶȣ��γ�һ���ϰ������ص����÷�����ͬʱ���ƶ���һ���������취�����ں��ӹ����У�����ͻ���ĸ������ʺ;����������ڹ��������ڸ���ԭ����ɵ������¹ʣ�����ͨ����������Ӧ�Ĵ�����
���������ӱ��εĿ����Ǻ���ʩ���о������ٵļ������⣬�����ڽṹ���ϴ�ͽڵ�ϼ����Լ��ڵ�ǶԳƲ��õ�������Եý�Ϊͻ�������ƺ��ӱ��ο�ͨ������;����������籣֤�ӹ���װ������������ǿ����ԡ���������װ��ͺ���˳���ƺ��������������ø��Թ̶����ȡ���һ���˼����ԣ�Ҫ�ۺϷ�����ѡ����ѷ����������ǹ�����ֻ����ijһ�ַ�����ֻ����������ʹ�����ı������õ���Ч���ơ����ң�ʩ����Ա�ں���ʱע��ʩ��˳�����ɺ��Ӳ������������ڼ��ж������ϴ�ĺ��ӱ��Ρ�װ��ͺ��ӵĸ����ڵ��������ܹ���Ч�õ���֤��
6 ������������ͳ�Ʒ���
�������������������ƶԽӺ���1470�����Ժ�������˳��������ŷ�̽�ˣ�����һ��̽��һ���ϸ��ʴﵽ��99.8%������ȫ������ﵽ��100%�ϸ�[6]��
���������ӱ��εĿ���Ҳȡ�����õ�Ч�����Թ�������װ����Ҫ���ָ������ϱ�עҪ��[7]����װ����Ҫ��ĿҪ���������1
��������1 ��װ��Ҫ��Ŀ�����
��� �����Ŀ ����ƫ�mm�� ʵ��ֵ��mm��
1 �����˲���б�� ±0.5 +0.3
2 �������� ±2 +1.5
3 �������� <L/1000����<10 5
4 ��λƫ�� ±0.5 -0.2
5 ���Ӷ����� <L/1000 +15
6 ���Ӷ����� ���������� +15
7 ��ǿ��˨������ �Կ���100%ͨ�� 100%ͨ��
8 ƽ��Խ���ƫ�� ±3 +2
9 ƽ�е����˻������ľ� ±2 -1
10 ƽ��丹��ƫб�� ±3 +1.5
������
7 ����
������ͨ���Ա����̺��������Ŀ��ƹ�������֤�˹�������������˹���������Ч�ʣ�������ƴװ��ȫ�ﵽ��Ҫ����������ļ��γߴ羫�ȡ�������ۼ���������������淶Ҫ�����ڰ�װ������Ҳʮ��˳�������̴ﵽ��Ԥ�ڵ�Ч����ҲΪ���ͬ��Ĺ����ṩ�˽���Ͱ�����
�����������
������[1] �ܾ��� ����ʽ�����������������Ҫ�㡷 ���ֽṹ����־2012.1��
������[2] ���ֽṹ���켼��������JB/T1620
������[3] ����������˾�������ظֽṹ���켼��������B&WB02007(2��)
������[4] ������ѹ���������ӹ��������� JB4708-2000
������[5] ���������糧�����ȴ���������̡� DL/T 819-2002
������[6] ���ֽṹ����ʩ���������չ淶�� GB 50205-2001
������[7] ����ѹ�豸�����⡷JB/T4730
������һ���ߣ������棬�У�1976�����������ʦ
������
������
������
������
������
������