������������˾����� ���α�
�ö��ۺϼ�߰��µĹ��ұ�����Ϊ�������棬������������������ʵ��Ҫ��ı���Ҫ�غͣ���Ҫ�أ��Կ������ǵ�ʵ���������������ʵ��߽硣���߽��GB1957-81���⻬�������桷��GB/T8069—1998���������桷���Լ���������ʵ�����飬����һ�·��ֿ���λ�ö��ۺϼ�ߵ���Ƽ�Ӧ�á�
����������������ʽ�������͡�����͡������ͺͻ�͡���ͼ1��2��3��4��ʾ��
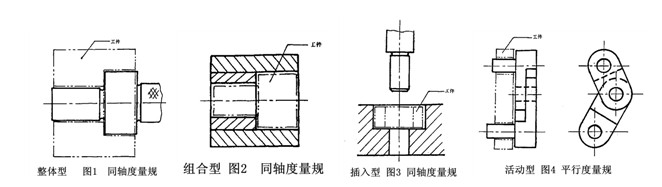
���鷽ʽ�����֣�
��1�����μ��飺�ò�ͬ�Ĺ����������μ����Ҫ�ص���λ���ͣ��ߴ缰����Ҫ�صĶ����λ���ķ�ʽ��
��2����ͬ���飺��ͬһ����������鱻��Ҫ�صĶ����λ�����Ҫ�صı�������λ���ͣ��ߴ�ķ�ʽ��
���μ�����Ҫ���ڹ�����飻��ͬ������Ҫ�����ս���顣
���ƿ�λ�ö��ڹ��������е���ƺͼ�Ⲣû��һ����ȷ�Ĺ涨�������ƺ�Ӧ�á��Ҿͷ������ƿ�λ�öȡ����λ�öȼ��Ƕȹ�����һ����ۺ�λ�ö����������������ܡ�
1. ���ֿ���λ�öȹ�����������
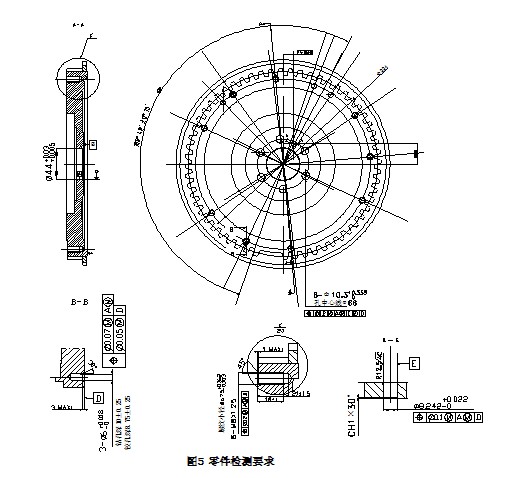
ͼ5 �Ƿ�������ļ��ͼ��Ҫ����188°48′±18′,6--M8���ƿ�λ�ö�Φ0..2��6--Φ10.3+0.335 0��λ�ö�Φ0.2��3--Φ6+0.018 0��λ�ö�Φ0.07��Φ8.242+0.022 0��λ�ö�Φ0.1����������ļ��Ҫ��ѡ��̨��ʽ�����ͺ�ͬ�������λ�ö��ۺϼ�ߡ�ͼ5�л�Ҫ��A����û�����ʵ��Ҫ��
��1�� ��λ��λ�ijߴ���㣺
Tt=TD+t=0.025+0=0.025�L �����GB/T8069—1998��1����2�����TL=WL=0.002�L
dLB=Dm=44.005�L
dL= dLB 0 -TL=44.005 0 -0.002�L
dLW= dLB-��TL+ WL��=44.005-��0.002+0.002��=44.001�L
��2��6--Φ10.3+0.335 0��λ�ö�Φ0.2��������λ�ijߴ����
Tt=TD+t=0.335+0.2=0.535�L �����GB/T8069—1998��1�����TI=WI=0.01�L TG=WG=0.006�L tI=0.016�L Smin=0.005�L t′G=0.005�L
�����GB/T8069—1998��2�����FI=0.032�L
��ⲿλ��
dIB=DMV=DM-t=10.3-0.2=10.1�L
dI= (dIB+ FI) 0 -TI=(10.1+0.032) 0 -0.01=10.132 0 -0.01�L
dIW= (dIB+ FI)-��TI+ WI��=(10.1+0.032)-��0.01+0.01��=10.112�L
�����
dGB= DGB=12�L
dG=��dGB- Smin�� 0 - TG =(12-0.005) 0 -0.006=11.995 0 -0.006�L
dGW=��dGB- Smin��-��TG+ WG��=(12-0.005)-��0.006+0.006��=11.983�L
DG= DGB+ TG 0=12+0.006 0�L
DGW= DGB+��TG+ WG��=12+��0.006+0.006��=12.012�L
��3��3--Φ6+0.018 0��λ�ö�Φ0.07��������λ�ijߴ����
Tt=TD+t=0.018+0.07 =0.088�L �����GB/T8069—1998��1�����TI=WI=0.004�L TG=WG=0.025�L tI=0.006�L
Smin=0.003�L t′G=0.0025�L
�����GB/T8069—1998��2�����FI=0.012�L
��ⲿλ��
dIB=DMV=DM-t=6-0.07=5.93�L
dI= (dIB+ FI) 0 -TI=(5.93+0.012) 0 -0.004=5.942 0 -0.004�L
dIW= (dIB+ FI)-��TI+ WI��=(5.93+0.012)-��0.004+0.004��=5.934�L
�����
dGB= DGB=8�L
dG=��dGB- Smin�� 0 - TG =(8-0.003) 0 -0.0025=7.997 0 -0.0025�L
dGW=��dGB- Smin��-��TG+ WG��=(8-0.003)-��0.0025+0.0025��=7.992�L
DG= DGB+ TG 0=8+0.0025 0�L
DGW= DGB+��TG+ WG��=8+��0.0025+0.0025��=8.005�L
��4��6--M8—6H���ƿ�λ�ö�Φ0..2��������λ�ijߴ����
Tt=TD+t=0.16+0.2=0.36�L �����GB/T8069—1998��1�����TI=WI=0.008�L TG=WG=0.005�L tI=0.012�L
Smin=0.004�L t′G=0.004�L
�����GB/T8069—1998��2�����FI=0.025�L
�����
���Ʋ�˵ĵ���λ�����ʱҪ�����Ƶ�λ�öȹ���t=0.2������ͬʱ���ϵ�������С��϶�����칫���ʽҪ�����任�������£�
DG= DGB+ TG 0=12+0.005 0�L
DGW= DGB+��TG+ WG��=12+��0.005+0.005��=12.01�L
dGB= DGB- t =12-0.2=11.8�L
dG=��dGB+ Smin+ TG �� 0 - TG =(11.8+0.004+0.005) 0 -0.005=11.809 0 -0.005�L
dG=��dGB+ Smin+ TG ��-��TG+ WG��=(11.8+0.004+0.005)- ��0.005+0.005��=11.799�L
��ⲿλ��
��ⲿλM8—6H���ƵĹ����ߴ��ĥ��ߴ簴��������ͨ����㡣
��5��Φ8.242+0.022 0��λ�ö�Φ0.1��������λ�ijߴ����
Tt=TD+t=0.022+0.1=0.122�L �����GB/T8069—1998��1�����TI=WI=0.005�L TG=WG=0.003�L tI=0.008�L
Smin=0.003�L t′G=0.0025�L
�����GB/T8069—1998��2�����FI=0.016�L
��ⲿλ��
dIB=DMV=DM-t=8.242-0.022=8.22�L
dI= (dIB+ FI) 0 -TI=(8.22+0.016) 0 -0.005=8.236 0 -0.005�L
dIW= (dIB+ FI)-��TI+ WI��=(8.22+0.016)-��0.005+0.005��=8.226�L
�����
dGB= DGB=11�L
dG=��dGB- Smin�� 0 - TG =(11-0.003) 0 -0.003=10.997 0 -0.003�L
dGW=��dGB- Smin��-��TG+ WG��=(11-0.003)-��0.003+0.003��=10.991�L
DG= DGB+ TG 0=11+0.003 0�L
DGW= DGB+��TG+ WG��=11+��0.003+0.003��=11.006�L
��6��188°48′±18′��������λ�ijߴ����
����Ҫ��188°48′±18′�ĽǶȹ���任�ɳߴ繫�ͨ�����ֵĻ�Բֱ��Φ228.439����任�õ��ߴ繫��Ϊ±0.598
Tt=TD+t=1.196+0=1.196�L �����GB/T8069—1998��1�����TI=WI=0.016�L TG=WG=0.01�L tI=0.025�L
Smin=0.006�L t′G=0.008�L
�����GB/T8069—1998��2�����FI=0.05�L
�����
dGB= DGB=6�L
dG=��dGB- Smin�� 0 - TG =(6-0.006) 0 -0.01=5.994 0 -0.01�L
dGW=��dGB- Smin��-��TG+ WG��=(6-0.006)-��0.01+0.01��=5.974�L
DG= DGB+ TG 0=6+0.01 0�L
DGW= DGB+��TG+ WG��=6+��0.01+0.01��=6.02�L
��ⲿλ��
�Ƕ��ڴ˼���Ǽ�Ƕȵ�������С���ߴ磬���Բ���ڴ�Ҫ����ͨ��ֹ������ˣ�ͬʱҪ�ѱ���˵���λ����С��϶�����칫���Լ��Ƕ���һ��Φ8.242+0.022 0��������С��϶0.003�L�����칫��0.003�L�ӵ�ͨ��ֹ��˵Ļ����ߴ��У�ͨ��ֹ�˵Ļ����ߴ��л�Ҫ����ģ��ʵ�ʽǶȵ�ʵ�����칫��Tʵ�ʣ�ע����˵Ļ����ߴ��趨ΪΦ4�������ջ�Բֱ��Φ228.439�ͳߴ繫��±0.598����ϼ����������ͨ��ֹ�˵IJ�˳ߴ�ֱ�Ϊ��
ͨ�˲�˳ߴ磺
dͨ=(d-t+ Smin+ TG)+0.123 +0.077=��4-1.196+0.006+0.01��+0.123 +0.077=2.82+0.123 +0.077�L
ֹ�˲�˳ߴ磺
Dֹ=(d+t+ Smin+ TG+0.003+0.003+Tʵ��)-0.022 -0.068=��4+1.196+0.006+0.01+0.003+0.003+Tʵ�ʣ�-0.022 -0.068=��5.218+Tʵ�ʣ�-0.022 -0.068�L
����ʽ�У�TD—��������Ҫ�صijߴ繫��
Td—��������Ҫ�صijߴ繫��
t—����Ҫ�ػ��Ҫ�ص���λ����
Tt—����Ҫ�ػ��Ҫ�ص��ۺϹ���
TI—����������鲿λ�ijߴ繫��
WI—����������鲿λ������ĥ����
TL—�������涨λ��λ�ijߴ繫��
WL—�������涨λ��λ������ĥ����
TG—�������浼��λ�ijߴ繫��
WG—�������浼��λ������ĥ����
Smin—�����������浼��λ����С��϶
tI—����������鲿λ�Ķ����λ����
tL—�������涨λ��λ�Ķ����λ����
tG—�����ͻ��������浼��λ�̶����Ķ����λ����
T′G—�����ͻ��������浼��λ��̨���β������ͬ��Ȼ�Գƶȹ���
FI—����������鲿λ�Ļ���ƫ��
DIB��dIB—����������鲿λ�ڡ���Ҫ�صĻ����ߴ�
DI��dI—����������鲿λ�ڡ���Ҫ�صijߴ�
DIW��dIW—����������鲿λ�ڡ���Ҫ�ص�ĥ���ߴ�
DLB��dLB—�������涨λ��λ�ڡ���Ҫ�صĻ����ߴ�
DL��dL—�������涨λ��λ�ڡ���Ҫ�صijߴ�
��7����Ҫ����Ҫ��
��������ĸ��������治Ӧ���⼣��ë�̡��ڰߡ����ۡ����Ƶ�����Ӱ����ۺ�ʹ��������ȱ�ݣ��ǹ������治Ӧ����ʴ�����ơ�
��������������װ��Ӧ��ȷ������Ӧ�ι̿ɿ�����ʹ�ù����в����ɶ���
��������IJ���Ӧ���г��ڵijߴ��ȶ��ԡ�
���ƹ������湤�������Ӳ��Ӧ������700HV(60HRC)��
��������Ӧ���ȶ��Դ�����
�������湤������ı���ֲڶ�RaֵӦ������0.2μm���ǹ��������RaֵӦ������3.2μm���ò�ȥ�����ϻ�õı�����⣩��
����������������ķǹ�������Ҫ���б��洦����
�������湤����λΪ�ߴ�Ҫ��ʱ���ߴ繫��Ӧ���ð���Ҫ��
�������湤����λ�Ķ����λ����һ��Ӧ��ѭ����ԭ�����б�Ҫ�Ϳ��ܣ�У�Թ湤����λ�Ķ����λ����ɲ������ʵ��Ҫ��
������������Գߴ��δע����һ��ȡΪm����δע��λ����һ��ȡΪH����
1�� ģ�壺ѡ�ò���45�֣��ȴ���HB280~320��
2�� ��ˡ������ף�ѡ�ò���GCr15���ȴ���HRC60~65����������Ҫ������ĥ����֤�ߴ磬��Ϊ����ͱ���������Ҫ��
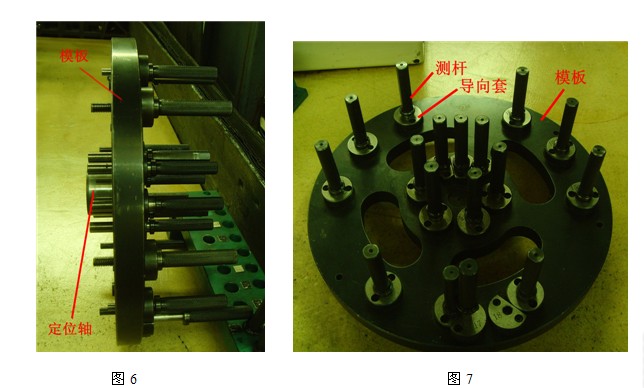
2�����������ʹ��
ʹ��ʱ���ȰѶ�λо����ڻ���A�У������β����ײ�˺�š�����Ʋ�ˣ����й�ײ�˺����Ʋ�������ɲ�����������������Ϊ�ϸ���Ϊ���ϸ�ͼ6��ͼ7
���������ʹ�ù涨�����鹤��ʱ��������Ӧʹ�����ƵĻ�ĥ����ٵĹ������棻������Ӧʹ���������ʹ�õ���ͬ��ʽ��ĥ��϶�Ĺ������棻�û�����Ӧʹ���������ʹ�õ���ͬ��ʽ���ӽ�ĥ���Ĺ������档
��ʹ�÷���GB/T8069—1998���������桷������ͬ��ʽ�IJ�ͬ�������������������ʱ��ֻҪ����������������������ϸ���Ϊ�����ϸ�
���������ѱ�����������Ļ�е�ӹ�����Ӧ�ã��ܹ�����ȷ���ж�����ĺϸ������Ч�ļ������ļӹ������Ͳ�Ʒ�����������ҵ���г���������