���������������ֻ�������켼���ͼ�����������ֻ�����ϵͳ���������ֻ�����װ��DAM��ȡ��ʵ�����װ��Ϊ�ɻ�����������µ�Э���������ں���������ҵ�Ѿ��õ��˹㷺��Ӧ��[1-3]�����ü�������Dz���ϵͳ��װ�乤װ����ȷ��λ��װǰ����Ҫ�Լ����������վ�����Ż����Ա��ⷴ��������������ǵķ���λ�ã���߹���Ч�ʡ�����װ���ͼܽṹ���ӡ��ߴ�ϴ�λ���������ڶ࣬��������Dz��������й�ѧĿ��㣨OPT��Ҳ�൱�࣬��ѧ·�������ױ���λ�����о�֧�Žṹ�ڵ�����ˣ���λ������ֻ�װ�似���Լ�������ǹ�ѧ·�����и�������������������ǵIJ���������Ч�ʣ��Ѿ���Ϊؽ���о������⡣
�����������������Ķ�λ����ѧĿ������ֻ����ϵͳ[4]��ǰ�ڻ����ϣ��Լ�������ǹ�ѧ·�������ⷽ�����˽�һ�����о���������CATIA���ο��������� ���װ���ͼܵ����ֻ�ģ�ͣ�ʵ���˶Լ�������ǹ�ѧ·����������Ŀ��ٷ�����Ԥ�⡣
���ֻ�������װ����
���ڼ�������ǵĹ�װ���ֻ������밲װ������Ҫ����4��ϵͳ�����ֻ���ģ��װ�䡢��ѧĿ������ֻ���ơ������������վ�Ż�[5]��������������ֻ���������ͼ1����
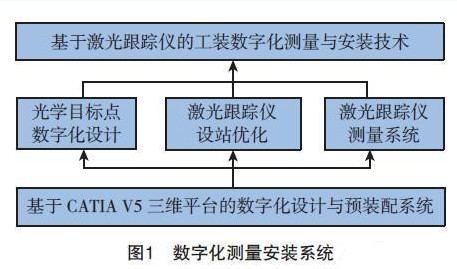
����CATIA V5��άƽ̨�ķɻ�װ�乤װ���ֻ���ģ��Ԥװ��ϵͳ��Ҫ����ʵ�����ֻ�����װ�Ľ�����Ԥװ�䣬�����ֻ�������װ�Ļ�������ƽ̨����ѧĿ������ֻ����ϵͳ����“ƫ�ö�λ������-��ɢ��ƫ������-��������Ѱ��”�Ļ����������ڹ�װģ���п��ٽ��й�ѧĿ���ĺ������ã��������OTP����������ݡ������������վ�Ż�ϵͳ�Կɷ���������ɢ��������������վԭ������Ŵ��㷨���п���Ѱ����⡣��������Dz���ϵͳ��ijһ�ռ��˶�����о�̬��̬�ĸ��٣��Ի�ȡ��ѧĿ���Ŀռ����ꡣ��װ�乤װ��������У�������վ�Ż�ϵͳ��ü����������ѷ���λ�ã�Ȼ��������ֻ������밲װ��
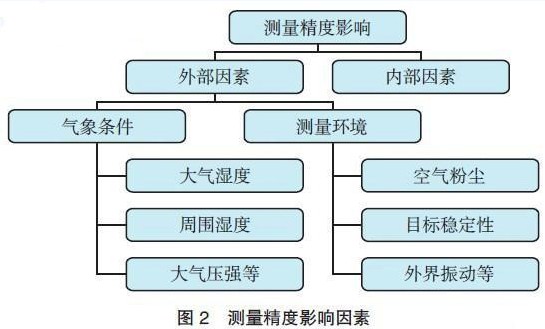
�����������һ�ֶ�ѧ���ۺ�Ӧ�õĴ�ߴ繤ҵ���������������������Ҫ�ܲ�ǺͲ��ľ����Լ�������Ӱ�죬��ͼ2��ʾ��������Ӧ�ļ��������淶��ÿ��ʹ�ò���֮ǰ��Ӧ�����������ֳ���飬�жϵ�ʱ�IJ���������������ʵʩУ��
ֵ��ע����ǣ��ɻ�װ���ͼܾ��нṹ�൱���ӡ��ߴ�ȽϴоߺͶ�λ�������ڶࡢ��ѧĿ�������Ϊ��ʮ���ϰٸ����ص㣬��ʵ�ʲ��������У�������������ѧĿ���֮��Ĺ�ѧ·���������ױ��ͼ�����ڵ�����ʱ����Ҫ����������������ǵķ���λ�ã������趨��ת����������ϵ�������Ӱ����װ���ͼܲ�����װ�����徫�ȣ�����Ч��Ҳ��Ϊ���͡���ˣ�����ڼ�������ǰ�װ����֮ǰ����ǰ�Լ�������ǹ�ѧ·����ͨ���Խ��з������⣬��Ϊʵ�ʹ��������Ź�װ������Ա��һ����Ҫ���⡣�������ֻ�����װ����������Ӧ�ã�ͨ�����ֻ�����������������ͼ���άװ��ģ�ͣ��ڼ�����������ѧĿ���֮�佨����ѧ·����Ч�����壬�����þ�̬��������İ취���Թ�ѧ·�����п��ٷ�����Ԥ�⡣
��ѧ·���������
1 ��������Ļ���ԭ��
��ײ��⣨Ҳ��Ϊ������������ھ�̬����붯̬��⣬���ڱ������еļ�������ǹ�ѧ·����⣬���ھ�̬��ⷶΧ����ԱȽ����ס�Ŀǰ����ײ��ⷽ����Ҫ��Ϊ�ռ�ֽⷨ�Ͱ�Χ�в�η���������[6]��
�ռ�ֽⷨ����“�ռ�ֽ�”�ķ���������ģ�ռ�ֽ�Ϊ�����С�ı���Ԫ�壬��ռ��ͬһ��Ԫ������ڵ�Ԫ���е�CADģ�ͽ����ཻ��⡣�÷������д洢��������Խϲ�Ȳ��㣬Ӧ�ò����Χ�в�η��㷺��
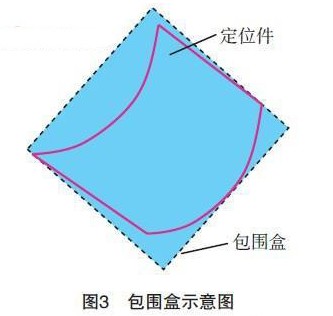
��Χ�в�η�������“��״��νṹ”�ķ�������������Դ��Ҽ�����״�İ�Χ�бƽ����ӵ�CADģ�ͣ���ͼ3��ʾ����Χ�н��������㣬�����ų����ཻ���֣����ҽ�һ��ϸ����Χ���ص����֣��Ӷ���ʵʱ���뾫ȷ��֮��ﵽƽ�⡣
2 ��ѧ·�������������
һ����ԣ����ڶ�λ����ѧĿ������ֻ����ϵͳ���ͼ�װ��ģ���н���OTP���Ժ�ͨ���ڼ�����������ݵ�������OTP��֮�佨���߶Σ�ͨ���˹��۲���վλ�ý���ֱ�۵ĺ������жϣ���Ȼ�����ַ������ѿ��ٵõ���ȷ�����
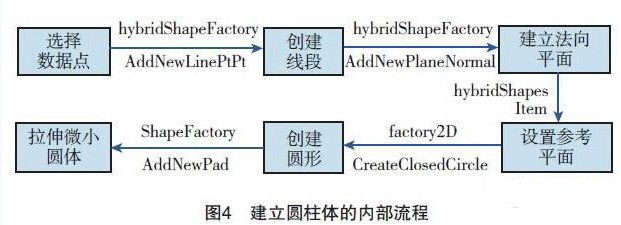
Ϊ�ˣ���������������°취����1�����ý�����Ӧ�÷�ʽ[7]������GetObject������CATIA��Ϊһ������������Ƕ�루Object Linking and Embedding, OLE�������ø�VB����Ӧ�ã���2������VB�����ѭ��������CATIA�е��ڲ������������е�OTP���뼤����������ݵ�֮�佨���߶Σ������߶�Ϊ�����ᣬ����һ���������С����ϵͳ��Ϊ0.01mm2����Բ�����Ե�Ч������ߣ��ò������ڲ����̼�ͼ4����3������CATIA V5����������Digital Mock-Up, DMU��ģ���еĿռ������Space Analysis�����ܣ�ѡ��Բ�������ͼ�ģ�ͽ��и�������������ؼ������������ܵľ������̼�ͼ5��
3 ���ܵĿ�����Ӧ��
���ڹ�ѧĿ������ֻ����ϵͳ����������OTP��֮����Ҫ���м�������ǵ���վ���������ü����������վ�Ż�ϵͳ����վ���ݵ�������Ѱ��ǰ����Ҫ����OTP����ά�ռ����꣬����OTP�������ܶ࣬�����˹���ȡЧ�ʺܵͣ�Ϊ�ˣ���������˴������ݵ�ĵ������ܣ�ѡȡ��Ӧ�����ݵ㣬������������1��ʾ��
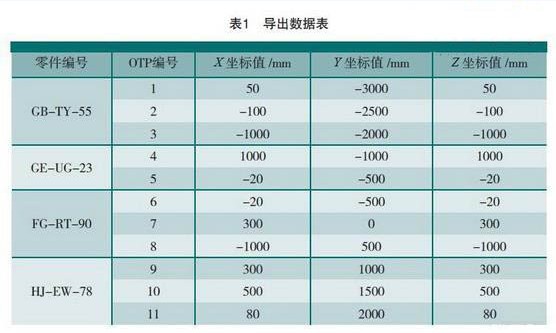
�ڼ����������վλ�õ��Ż������У���װ������Ա���ܶԵ�����OTP���ݱ�������ʵ����Ҫ���ӡ�ɾ������OTP����������������ݣ���վ�Ż�����Ժ��ڵ��������ĺ��OTP�������ݱ����������ڹ�ѧĿ������ֻ����ϵͳ�Ļ����Ͽ����˼�������ǹ�ѧ·��������ܡ���ij���ͼܵ�CADģ��Ϊ�����������ݱ�����OTP�㣬������ʵ�ʲ���Ӧ�ã������ͼ6��ʾ��
������
���ڼ�������Dz���ϵͳ��װ���ͼ����ֻ���װ���켼�������������˹�װ�����쾫�ȣ�Ϊ�����ϸ��װ���Ʒ�ṩ��ǰ�ᱣ�ϣ�ͬʱҲ��װ�乤װ������װ��������˸���ȷ�Ŀ���Ҫ������ǰ�Ķ�λ��װ��ʵ�ʹ��������У��Լ�������Ƿ���λ�����������ڸ���ֱ���ʹ������飬�������е��ԣ����²������Ⱥ�Ч���ܵ������ص�Ӱ�졣
�ڼ�������Ƿ���λ�õ���ƹ����У������������վ�Ż�ϵͳΪ�ͼܰ�װ��Ա�ṩ�˿��١���ѧ��ָ��������˹���Ч�ʡ���Լ�����������ѧĿ���֮���ѧ·��ͨ���Ե����ڼ�⣬����ǰ�ų���������λ�����ݵ㣬����ʵ�ʲ��������еķ������ԣ����������CATIA�ĸ���������ܣ�����˼�������ǹ�ѧ·���ĸ������������Ϊ�����װ���칤��ʵ���м�������Dz���ϵͳ��Ӧ�������ṩ��һ�ָ���Ч�Ŀ��ٷ�������취��