���ߣ��Ϻ�����������������˾�������̳� ����
����������
�ҳ���������������Ĺ����̣���Ҫ�Խ�ӹ�Ϊ�����ӹ��������Ҫ��Բ�ε���챡��ᾱ������������ڼӹ����������ʱ���ڼ����о�װ��ʱ��ʼ�մ����Ź���λ�����⡣���ԭ���ǣ������������ļ���ӹ�һ������������һ��������������Ϊ��λ�������ڸ���������������᱾����ֱ������������ڼ����ӹ���һ������������ʱ������棬ֱ��Ӱ������ֵ����ʵ�ԣ��Ӷ���ɲ���Ҫ�ı��ϡ�
�Ľ��취��
Ϊ�˽��������⣬���������һ�����������Ƭ�������������Ƭ�����þ��ǣ������������������֮��������ɵ���б����ͬʱ������ͨ���ĵ�Ƭ����б�Ƕ�����������Ҫ�������б����ͬʱ�����㶨λ������˵����������Ķ�λҪ��ͬʱҲ�����˹���λ����ķ��������ڴ����������Ƭ�Ѿ����ڼ�ߺͼӹ�����ļо��ϣ���һ�ε�ʹ�ú���ȫ�ı���ԭ�������������������ɵļ�����ݲ���ʵ�ͼӹ�������������ȶ��������
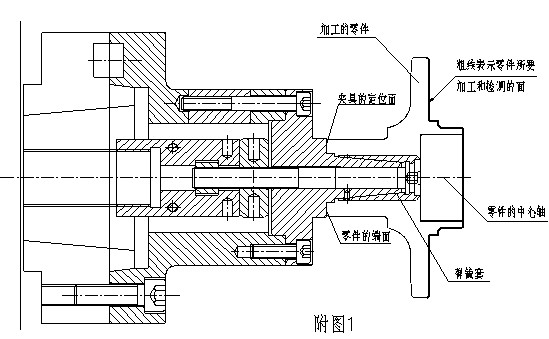
��ϸ˵���� Ϊ�������������Ƭ�Ĺ���ԭ���������Լӹ�������ļо�Ϊ������Ҫ˵����������ͬ��Ҳ�ʺϼ�ߵļ�⡣ ����ԭ��Ʒ������� ͼ ͼ1�����£���ԭ�оߵ���Ʒ���������Ʒ����д�����һ�����⣬�����㶨λ������������1�������ֱ�������Y��Z�᷽���ת�����ƶ���2���оߵĶ�λ��ֱ�������X�᷽����ƶ���Y��Z���ת������˼оߵ������ʵΪ����λ����������Ķ����������������֮��Ĵ�ֱ�����뻯Ϊ���Դ�ֱ����ʵ����������Ķ������κ�һ�������ܴ���ƫ�����ƫ�����ֵ�Ǹ������������������ǰ�ӹ��������豸�ľ�����ȷ���ġ�����ɼ��ͼӹ�ʱ�ӹ���ƽ���������������֮��Ĵ�ֱ�ȼ��䲻�ȶ�Ҳ���������ʵ�ʵĴ�ֱ�����ݡ����Ҫ�˼о����㶨λ�����ֻ�ܰѼоߵĶ�λ�洦�����㶨λ����Ϊֻ����X���ƶ���һ�㶨λ��ֻ������������ȫ������ԭ����Ķ�����������֮��Ĵ�ֱ�ȴ��ڵIJ���ֱ�����⡣
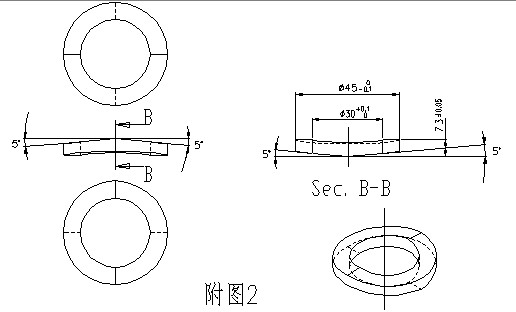
������Ʒ������� �� ͼ2Ϊ���������Ƭ��ͼֽ����ؼ���������������ֱ��ɻ�Ϊ90°���ֱ���5°б�����γɵ��м���������������ɵġ�б��ĽǶȿ��Ը��������Ҫ�����ķ�Χ��ȷ�����˵�����Ƭ����ƴ������оߵĶ�λ�Ƕ���˵��ֻ��X����ƶ����������ƣ�����Y��Z���ת���������������潻�滥Ϊ90°���ֱ���5°б�����ܿ���Y��Z���ת���������Ϳ��������˼оߵĶ�λ����ʹ����������ܿ��Աܿ��κη�����ԭ���������ǰ�ӹ������������ڵIJ���ֱ�ȵ����⡣
��ͼ3Ϊ�����Ƭ��ʵ���е�ʹ���������������ÿ��Ժ�ͼ1���жԱȣ���ͨ����װ�����������Ƭ����ȫ�������������оߵĶ�λ����Y��Z���ת�����ƶ���X����ƶ�����ͬʱҲ��֤�˼ӹ������������ �����������Ƭʵ��ʹ������Ϻã��������˼�ⷽ����Ϊ��ҵ�����������ɱ����÷���Ҳͬ���������������������IJ�����ӹ����ɹ㷺�ƹ�Ӧ�á�