����
���������۳�������˾Xuzhou Meritor Axle Co.,Ltd 221116��
Abstract: Need not to preheat and heat treatment ,complete welding technology of ZG270-500(35) and 40Cr.In the practice of the products running, the products run well and make our customers satisfaction.
ժҪ�����Ľ�������̼�ֺ���ʱ�����躸ǰԤ�Ⱥͺ����ȴ����ĺ��ӹ��ա��ͺ��ӽ�������˷�����ͨ��������û���֤�������ӵ������̳�������������
Key words:carbon-steel, multilayer weld,preheat,welding quality
�ؼ��ʣ���̼�� ��㺸 Ԥ�� ��������
1������
����װ�ػ���ZL50���У������ſ��������̳����ŵ����壬����ǿ��Ҫ��һ�����ZG270-500(35)��������40Cr���ʴ�����270-320HBW��������һ����ɵġ����ֲָĶ�Ϊ��̼�֣��ó���Ĺ��գ���Ȼ��Ҫ��ǰԤ�Ⱥͺ����ȴ������ﵽ�������ܵ�Ҫ���������һ�����躸ǰԤ�Ⱥͺ����ȴ����ĺ��Ӽӹ�������Ҳ�ܴﵽ��ƺ���ǿ��Ҫ��
2�����ź����ſǵĽṹ
.jpg)
�ſǽṹ��ͼ��ʾ��
���1Ϊ֧���ᣨ40Cr��,���2Ϊ�ſ��壨ZG270-500��
3�����ӹ���
��1�����˺��Ӳ���MAG����ѡ��84��Ar+16��CO2������壻��˿ѡ��H08Mn2SiA(ER50-6)����������Ϊ15-25L/min��MAG�����㷺���ں���̼�ּ��ͺϽ�֡�������Ar�����ŵ㣬��绡�ȶ����ɽ�С�������������������ɵȣ�����Ϊ���������ԣ��˷����õ�һAr����������ʱ�ı���������Һ�����ճ�����ײ���������Ư����������β�������ҧ�ߣ������⡣
Ar��CO2�ı�����ͨ��Ϊ70-85/30-15�����ֱ����ȿ�����������ɵ绡Ҳ�����ڶ�·���ɵ绡��������ɵ绡��
����Ar+CO2������庸��̼�ֺ͵ͺϽ�֣���Ȼ�ɱ��ϴ�CO2�ߣ������ں������������Ժü�����Ч���ã��ر��Ƿɽ��ȴ�CO2С�ö࣬����Ӧ�ú��ձ顣Ϊ�˷�ֹCO�������ٷɽ�����ʹ�ú����������ĺ�˿����H08Mn2SiA�ȡ�
��2������������Ϊ������㺸�����һ�ᵽ��̼�ֵĺ���ʱ�����뵽ͨ����ǰԤ�ȡ������ȴ����ȹ��մ�ʩ��������Ľ������ܣ�ʵ�ֺ��ӵ�Ŀ�ġ���ʵ��Ȼ������ͼ��ʾ�ijߴ��£��ſǣ�����ΪZG270-500����֧���ᣨ40Cr���ĺ���,�������ڵ��͵���̼�ֵĺ��ӡ��ں���ʱ�����ǿ��Բ������ȴ��������Dz��ø�Ar������ۻ������屣������;������ʽ——���þ���Ρ����������������������ĺ�������֤�����ڶ���ݰڶ���ʱ���ȴ����Ĺ������ȡ�����̶ζ��������ÿ������϶̣�����������£�δ��ǰ�㺸����ȴ���ϵ��¶��磨Ms���Ϳ�ʼ������һ�㺸�졣������㺸��ʵ�����������ѭ��������ã������ں���֮��˴˾����ȴ��������ã���ˣ�����ߺ��������������̶ζ�㺸�Ժ������Ӱ����HAZ��Heat afact zone����֯����һ���ĸ������ã���㺸�ȵ��㺸��Ϊ��Խ��
���Ӳ���������1�������dz�ʱ�䲻��ϵĺ��ӣ�Ϊ��֤���ӵ��ȶ��ԣ�һ�����ר�����ӣ�������ˣ��������¿���ʽ����ͼ1��ʾ��
.jpg)
����ר��������1
��������(A)��ѹ(V)ת�٣�rpm)�ڷ���mm���ڶ��ٶ�(M/m����ǹ�������߶�
��������
1280-290280-29029-3029-300.941.10
2290-310290-31029-3029-300.861.43
3290-310290-31029-3029-300.771.53
4290-310290-31029-3029-300.581.74
5290-310290-31029-3029-300.491.84
6290-310290-31029-3029-300.4101.93
7290-310290-31029-3029-300.31122
8310-320310-32029-3029-300.21422
�����¿�ͼ1
��3������ĸ�ĺͺ��Ӳ��ϵĻ�ѧ�ɷּ��±�2��
����Ԫ�غ�����2
����CMnSiCrSP
ZG270-500(35)��0.40.90.5��≤0.04≤0.04
ʵ��0.390.810.44��0.0380.036
40Cr��0.37-0.450.5-0.80.2-0.40.80-1.10≤0.035≤0.035
ʵ��0.40.640.2230.90.0160.012
ER50-6 (H08Mn2SiA)��0.06-0.151.40-1.850.8-1.15≤0.035≤0.025
ʵ��0.061.50.880.0160.025
��4����������
������ɺӺ�������������Ӳ�ȣ��Ϳ���֪���������ǿ�ȱ仯���ɴ˿���֪������ǿ����ĸ���൱����3��ͼ2����������ۼ������кã�ͼ3����ͬʱ�����Կ��������������У�����Ŀ���ǿ��≥500MPa,�Ҵ���ZG270-500��ǿ�ȣ������鱨�棩��
��3
��������������ǿ�ȱ仯 ͼ2
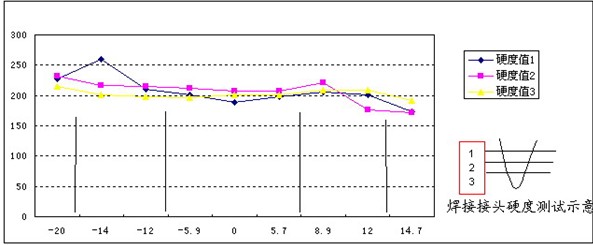
�����ſǺ��ӽ�ͷӲ�ȼ����
��ⲿλ֧���᱾��֧������Ӱ���������ۺ����������������ĺ����������ۺ���������Ӱ�������ֱ���
Ӳ��1��HV��227260211201188198205201173
Ӳ��2��HV��232217215211207207221177172
Ӳ��3��HV��215201198196201202209209191
��������Ľ���ͼ ͼ3
�Կ鿹��ǿ������ֵ
����������Ա���
���鷽�������������� ִ�б�GB/T228-2002
������ۣ���������ZG�����ϣ�����ͷ��ǿ�ȴ������ֲ���
�����ſ���ǿ��Rm(MPa)�����Fm(Kn)��ע
1590.8236.32
2602.5241.00
3605.2242.09
4616.7246.68
ƽ��603.8241.52
4��ͨ�����Ϸ����Ͳ�Ʒ�ķ�����֪���ڹ��̳�װ�ػ��ij��������У�ZG270-500��40Cr�ĺ��ӿ���ȥ�����ȴ�����һ�����ں��ӹ����У��ϸ����ʩ�����գ�ͬ���ܴﵽ�����ʹ��Ҫ��
�ο�����:�������ֲᡷ