����һֱ���������շ�����ʼ�����ҹ��ɻ�����ҵ�Ķ̰塣Ϊ�ˣ��ҹ���2016������й����շ��������ţ���ȫ��֮�����˴������⡣ ��Ϊ���շ������ĺ������-ҶƬ���Է���������������������Ҫ�����ã����ź��շ��������ܵ�Ҫ��Խ��Խ���̣�����ҶƬ��Ҫ��ҲԽ��Խ�ߣ�Ŀǰ�������е�ҶƬ��Ҫ��100%ȫ�죬����ÿ��ҶƬ��������ȫ�����⣬������ҶƬ�ļ�⾫�Ⱥͼ��Ч������˸��ߵ�Ҫ��
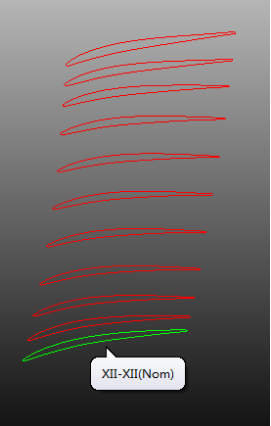
ij��ҶƬ�Ļ���������
����ҶƬ������Ҫ����11����λ�������м䵵λ�ij����� ��Trailing Edge�� R��Ϊ0.13mm������λ��Ŀ��Ƚ�Ϊ2.5mm��
ͨ���ͻ�����������Ӵ�ʽɨ���ͷ��SP25�����������ڽ���λ���С���ͻ�һ��Ҫ���������о���ʵ�ֽ���Ķ�λ�����ֲⷨ�����ˣ�
a) ����Ч�ʵͣ�ɨ���ٶ�ԼΪ10MM/S����
b) ɨ�����ʱ����������cosine error����
c) �������
d) ���⣬����ɨ���ͷֻ���ں㶨�����£�����ֵ���ȶ��������ڲ�ͷ���ٺͼ���ʱ��ֵ��Ҫ������Ϊ�˲�ͷ������ǰ��ʼɨ�����ߣ�����ʱҲ��Ҫ��ɨһ�Σ��Ա㱣֤��������ʱ���ٶ��Ǻ㶨����ģ���ͬʱҲ��������ν�IJ���ʱ�䡣
���������ҶƬ����װ�У������������棩��Ƭ��Լ��Ҫ15���ӡ�

Ϊ������Ϊ�ͻ��ṩ�˷ǽӴ�ʽ��������������CORE-DS��
Ø ���Ȳ���Ч�ʸߣ�ɨ���ٶȸߴ�100mm/s�Ը���ҶƬΪ��,���������6��40�루��װ�У������������棩��
Ø ��ͷУ��ʱ��̣���ͷһ��У�������еĽǶȶ�����ʹ�á�
Ø ������ɨ���ͷ���ٺͼ���ʱ�IJ��ȶ���
Ø û�����������ֱ����Ϊ35um��ֱ�Ӳ�ý���ʵ��ֵ�������ڲ���뾶������
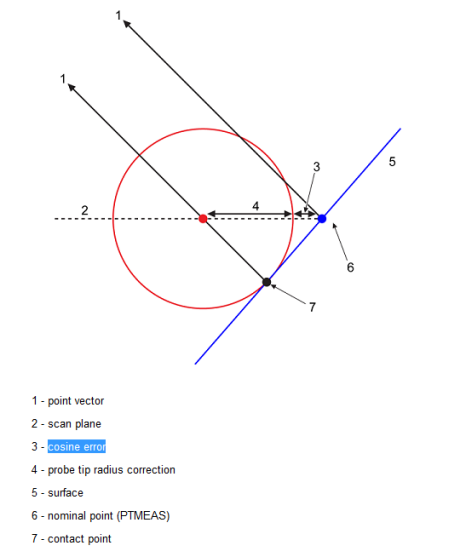
�������ʾ��ͼ���Ӵ�ʽ�Ӵ�����ͼ�е�7�㣬��ͷ������4����õ�ʵ���3��4�Ľ��㣬����ֱ�Ӳ�þ���ͼʾ6�㡣���Բ�����3������cosine error��
Ø ���踨����λ�оߣ����л�Ԫ�ؾ�Ϊֱ�Ӳ��������������ϵ�ľ��ȡ�
Ø ����Ԥ��λ��ʹɨ�����ȷ����ɨ��Ҷ��ǰ����Ԥ����Ҷ�裬Ҷ����ǰβԲ��6�㣬Ȼ�����ʵ�ʵ�Ҷ��״����������Ҷ�͵�ɨ��·����ƽ�ơ���ת�����������������ţ���

Ø �Զ��������ʱ仯���ֲ����Ƶ�����ܡ���ǰβԲ���ܣ��豳ϡ�裩

Ø �������͵ı���ɹ��ͻ�ѡ��

���⣬�ͻ������Լ���ʵ���������Լ�ϲ���ı�����ʽ��

Ø һ��ʽ��������
OPEN_DMIS��Xecute ����ģʽ������ר��Ϊ�����߶������ġ��û�ֻ������Ӧ���������ͼ�꣬�����Զ����У�ȫ�̿�����������룬�����˳���İ�ȫ�Ͳ����ĸ�Ч��

Ϊ�˽�һ����߿ͻ����г����Ч�ʣ����ǽ����빤�����ƣ�¯�ţ���������Щ�ڳ��������б����������Ϣ�ƶ��������г������棬�ͻ�������һƬ���������ĺ���Ԥ��д�뵽һ��TXT�ڣ���������ʱ�Զ���ȡ����ʡ�˻����ĵȴ�ʱ�䣬����Ϊ�ͻ���ʡԼ10S��
Ϊ�ͻ������ܽ�ʡʱ�䣬���Ч�ʣ������Dz������Ŀ��……
�����������(�Ϻ�)����˾ ��˧˧