�ӱ��㹤��е�豸����˾ ����ʤ ������
A comprehensive review of Komatsu 930E-4 electric wheel truck wheel side planetary gear reducer
Hebei Hui Machine Equipment Co.,Ltd. YangZhongsheng LiXiaoMa
[Abstract] Based on the Komatsu type 930E-4 electric vehicle wheel reducer are investigated comprehensively, systematically introduces variable wheel reducer transmission characteristics and working principle and design of the originality, the spirit of "foreign things serve China" foreign advanced technology, combined with the concept and the manufacturing process and according to the production of electric unit planetary gear wheel of long-term practical experience, the paper discussed the transmission gear machining, for reference in the work.
[Key words] 930E-4 ��Wheel rim constitute��Transmission characteristics
Working principle��Condition analysis��Gear materials and heat treatment
Matters needing attention in processing
С��930E-4�͵綯�ֿ��������ǹ���֪��Ʒ���е��������ͣ��ó��͵綯���ֱ߲���NGW��ϵ�Ľṹ�ڵ綯�ֿ���������������д����Եĵ��ͽṹ��
�������Ƕ������Կ������������ŵ��о�����ϳ��������е�ʵ�����飬��С��930E-4�綯�ֿ��������ֱ����dz��ּ�����Ϊ�����ӽṹ�ص㡢����ԭ������ƺ������й�˼�����жദ���ڲ�ͬ�Ķ���֮�����Լ��ӹ������е�ע����������ۺ���������һ������������ͨ��ʵ��Ч��������“��Ϊ����”��Ŀ�ģ������ķ������ڵ�ͬ�У��Թ��й���ƺ��������쳧�Լ�ʹ��ά��λ�ڹ����вο���
һ���綯�ּ��
1.�綯�ֿ�����������·��
������ֱ�Ӵ��������������������ĵ���ͨ������ֱ�ӹ���λ�ں��ֵĵ綯�������ֱ����������һ��������綯�����綯���Ķ������ֱ����dz��ּ���������������챣��پ�������챴�������ת����һ̨���������綯����ɣ�ʵ�ֺ���������ǰ��ת��
2.�綯�ֵ���Ҫ�ص�
�綯�ֿ�������û�и��ӵĻ�е���ٻ����ͱ��صĴ����ᣬҲ����Ҫ���������������������ᣬ����������Ʋ��ã��ṹ��ά������С���������㣬�г���ȫ�ɿ����ƶ���ͣ��ȷ�����Զ����٣�����ɱ��͵��ص㡣�綯�ֿ��������ṹ�������ᣬ��װ������ݣ������Ҫ���пɿ��ľ��غͼ��ڣ��������ӣ��Կ����ؼ������������Ҫ��ܸߣ�Ҫ��ʹ�����������ɿ��Ժá�Ϊ����ʵ��ȫ���ɿ������������Ȼ�е������������������϶Ե綯������˸��ߵļ���Ҫ������Դ������ֵIJ��ϼ��ȴ�������˺ܸߵ�Ҫ����˵綯�ֿ�����������ɱ��ߡ�
3.����GE��˾�綯�ָſ�
�綯�ֿ���������Ŀǰ����¶���ɽ����Ҫ���乤�ߣ��е��ſ�ɽ��������Ҫ�������������ǵ�ǰ���͵綯�ֿ���������“������”������Ȼ�е�����Ŀ��������кܴ�����ơ�����GE��˾�����ĵ綯���ԸߵĿɿ��������������ǹ����ϵ�֪��Ʒ�ƣ��ڹ�����綯�ֿ��������ϵõ��˹㷺��Ӧ�ã�����GE��˾��������60������Ϳ�ʼΪ���������ṩ�綯��ϵͳ��Ŀǰ�Ѿ����ġ���ǧ̨�綯�ֿ���������ʹ��GE��˾�ĵ綯�֣������������30������ҡ�
���綯���ֱ�������ϵ��NW��NGW֮�֡�
�綯�ֿ��������ֱ����dz��ּ�����������Ч��������100-250Tʱ���ֱ߲���NW��ϵ�ıȽ϶��������Ч��������250-450Tʱ���ֱ߲���NGW��ϵ�ıȽ϶������˵������NGW�����ȷ�Χ��С����NGW�ܶ༶�����ɴ����ȴ����ϵ�������Ϳ˷��˵���������С���ص㡣
�綯���ֱ߳���������ϵ���ܱȽϣ�����1��ʾ��
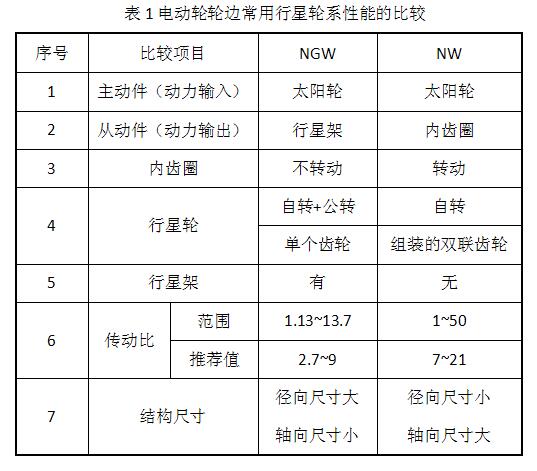
ע����NGW��ϵ�У������ǼܴӶ�ʱΪ���ٻ���������ʱΪ���ٻ��������ٻ����ڿ���������֮���Եõ��㷺��Ӧ�á���Ҫԭ���ܹ������ʵ��“������Ť”����Ҫ��
���綯���н���������ֱ������֮��
Ŀǰ��Ч������≥218t�ĵ綯�ֲ��ý��������綯�ֱȽ϶������Ч��������218t����ֱ�������ĵ綯�ֱȽ϶����
�綯�ֽ���������ֱ�������ĶԱ�
���������綯�ֿ���������ֱ�������綯�ֿ����������и������Խ�ԣ����������͵綯���ṹ��ֻ��һ��������������ɶ�·���鹹�ɵ�ת�ӵ�·��ת�ӵ�������ΧѡƬ֮�������Ե��������ã�ȡ�������Ż�����������������ƣ�������Ť�أ��������ܡ�����ͬ���ʱ������ߴ���Ч���복�٣��ɿ��Ըߣ�ά����С��ά���õͣ��ý�����Ƶ���ټ���װ���ĵ綯�ֿ�����������ˮƽ�ߣ���Ӧ�ٶȿ죬��ת�ؿ���˲���ܴ������ӵ��ֵ����ýϺõĶ�̬���ܣ��ٶȿ��ƾ�ȷ��Ƶ���ȶ��Ըߣ���֤��ת�����Ӷ�����������������ɵ�Ӱ�졣��ʹ�綯�ֿ��������ڻ���ʱ����������붶�������»���ʱ��תƽ�ȣ��Ľ��˳�ʪ·������ʱ���ٶȿ��ƣ������綯�����ܵ�ѹ���ƣ�����������ʱ�綯������������ߵĵ������綯�������ȹ����ʵ͡�����ʱ�����ʱ�ֱ���綯���߳���6%-7%�����������͵綯���۸����ֱ���綯��������������ˢ��ά�����õͣ���ҵЧ�ʺ������ʸߣ���˽��������и�������ơ�
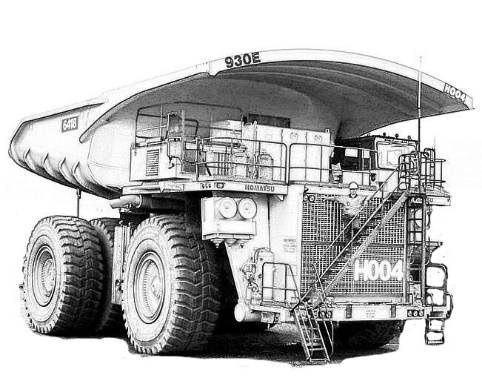
��.С��930E-4����Ч������290t���綯�ֿ�����������ĵ綯���ͺ�Ϊ��GDY106AC��Ӧǣ�����������GE��˾��Ʋ����졣
����NGW��ϵ���dz��ִ����ص�
1.���С�������ᡢ�ṹ���ա����ݹ��ʴ��������ߡ�
��.���ʷ�������Ϊ�������ص����ڴ��ݶ���ʱ�ܹ����й��ʷ�������������ȫ��ͬ�������־��ȵķֲ���̫������Χ����ͬ�ֵ��غɣ����ÿ�����������ܵ��غɽ�С����Ӧ���ֵ�ģ���Ϳɼ�С��
��.������Ӧ���������ϡ�����������������ȣ����ľ�С���ṹ���ա������������Ӵ�����������������غ϶ȴ�����С��
��.������ʽ�Ĵ���װ����������������Ṳ���ߣ�ʹ���ִ���װ���ڳ��ȷ���ijߴ�����С��
2.�����ȴ�
��˵����NGW������ϵ�����ȷ�Χ��С����NGW������ϵ�ܶ༶�����ɴ����ȴ����ϵ����������Ҫ�����ʱ���������������NGW������ϵ�������䴫���ȿɴ20~50��
3.����Ч�ʸ�
�������dz��ִ��������˶ԳƵķ��������ṹ���������������ȷֲ��������֣�ʹ������̫���ֺ����Ǽ�����еķ��������ƽ�����������Ч�ʡ��ڴ�������ѡ��ǡ���ṹ���ú���������£���Ч�ʿɴ�0.97~0.99��
4.����ƽ�ȡ��������������ǿ
���ڲ���������ͬ�������֣����ȷֲ���̫������Χ���Ӷ�ʹ�����������ǼܵĹ������ƽ�⡣ͬʱҲʹ�������ϵij������࣬�������dz��ִ������˶�ƽ�ȣ��������������ǿ�������ɿ���
����С��930E-4�͵綯�ֿ��������ֱ����dz��ּ������Ĺ���ԭ��
1.С��930E-4�͵綯�ֿ����������ֱ����dz��ּ�����������������NGW������ϵ�������ɣ��乤��ԭ�����ͼ1��ʾ��

ͼ1С��930E-4�綯�ֿ�����ж���ֱ������ṹʾ��ͼ
1-�ڻ����ף�2-Ť�����3-���ܣ� 4-������챣� 5-�����У�6-һ��̫���֣� 7-һ�������֣�8-��������У�9-һ���������10-�����ݶ���11-һ�����Ǽܣ�12-�����ݶ���13-�����ݶ���14- ��������У�15- С�16-�����ݶ���17-��������У�18-����̫���֣�19-�˸ǣ�20-��У�21-�����������22-�������Ǽܣ�23-���������֣�24-�����ף�25-˫����Ȧ��26-�����ݶ���27-�����ݶ���28-��Ȧ�ܣ�29-ѹ�壻30-�����ݶ���31-�����ף�32-�����ݶ�
������Ҷ˵��⻨����Ť�����ᣨ2����˵��ڻ�����1�������ӡ����������Ť�����ᣨ2���Ҷ˵�һ��̫���֣�6�����롣һ��̫���֣�6���;��ȷֲ���һ��̫���֣�6����Χ��3��һ�������֣�7�������ϡ�һ�������֣�7��ͬʱ��˫����Ȧ��25����˵�һ���ڳ�Ȧ������.��һ�������֣�7�����ϵ�˫����Ȧ��25�����һ���ڳ�Ȧ�ǹ̶���ת�ġ�һ�������֣�7����������������ת�⣬ͬʱ���������߹�ת��һ�������֣�7��ͨ����У�8����һ���������ᣨ9���������ݶ���10����һ�����Ǽܣ�11��װ���һ�塣ͨ��һ�������֣�7���Ĺ�ת����һ�����Ǽܣ�11��ת�������ڶ���̫���֣�18��ͨ����ݺ�һ�������ּܣ�11���ϵ��ڳ������Ϊһ�壬��˶���̫���֣�18������һ�����Ǽܣ�11����ת����ת��������̫���֣�18���;����ڶ���̫���֣�18����Χ��4�����������֣�23�������ϡ����������֣�23��ͬʱ�ֺ�˫����Ȧ��25���Ҷ˵Ķ����ڳ�Ȧ�����ϡ�����������֣�23�����ϵ�˫����Ȧ��25���Ҷ˵Ķ����ڳ�Ȧ�ǹ̶���ת�ġ����������֣�23����������������ת�⣬ͬʱ���������߹�ת�����������֣�23��ͨ����У�20���Ͷ����������ᣨ21����������ǣ�22����װ���һ�塣ͨ�����������֣�23���Ĺ�ת�����������Ǽܣ�22����ת����ͨ���������Ǽܣ�22�������������ף�24���Ҷ˶�������ֹ�ڵ�װ��ʵ�־����ģ������ݶ���13���������ӡ�ͨ�������ף�24����˶���ͺ�����챣�4���Ҷ˶����ڡ���ֹ�ڵ�װ��ʵ�־����ģ������ݶ���30���������ӡ������ݵĶ������������Ǽܣ�22���������ף�24������������챣�4����������������ת����
��һ��̫���֣�6��������̫���֣�18��������λװ��
��һ�������֣�6����תʱ����Ͷ���̫���֣�18������ڿ���ֱ�ӽӴ���������˶���ͨ����װ��λ��С�ᣨ15���ϵ���������У�14����Ȧ��ȫ���������ã�ʹһ��̫���֣�6���õ��ɿ�������λ��ͬʱ�������ʵ��һ��̫���֣�6���ܹ�������ת��Ҫ��
������̫���֣�18������תʱ����Ͷ˸ǣ�19���ڿ���ֱ�ӽӴ���������˶���ͨ����������У�17����Ȧ��ȫ���������ã�ͬʱ�������ʵ�ֶ���̫���֣�18���ܹ�������ת��Ҫ��
ͨ���˸ǣ�19���Ͷ������Ǽܣ�22���ϵ�����λ��֮��Ӽ����ӣ�������������е�Ԥ�Ӹ��ɡ�
��.˫����Ȧ��25����װ�䡣
ͨ����Ȧ�ܣ�28���ϵ���ֹ�ںͻ��ܣ�3���Ҷ˶������ֹ�����䣬��ʵ�ֺͱ�֤��Ȧ�ܣ�28���ľ����ġ�ͨ����Բ�ܾ�����16��ר�ÿ��Ķ�λ�ף�31���ͳ�Ȧ�ܣ�28���Լ����ܣ�3���Ҷ˶���Ķ�λ�����䣬ʹ��Ȧ�ܣ�28���ڻ��ܣ�3���ϵľ���λ�õ��Թ̶���ʵ�ֳ�Ȧ�ܣ�28���ڻ��ܣ�3������ת����
š��ͨ����λ�ף�31���ڿ���Բ�ܾ�����16��ר���ݶ���32���������ף�31��������̡�ͨ�������ף�31������Ȧ�ܣ�28��������ѹ�ڻ��ܣ�3���ϣ���ʵ�ֺͱ�֤��Ȧ�ܣ�28��������λ����˫����Ȧ��25����˵�һ���ڳ�Ȧ�ͳ�Ȧ�ܣ�28���ϵ���������ӣ�ͨ�������ݶ���27���Ͱ˿������ѹ�壨29����˫����Ȧ��25������̶��ڳ�Ȧ�ܣ�28���ϣ�ʵ��˫����Ȧ��25���ľ����ĺ�����λ��
2.С��930E-4�綯�ֿ��������ֱ�������Ҫ�����������
3С��930E-4�綯�ֿ��������ֱ����dz��ּ����������ȵļ���
���ݱ�2�ṩ�ļ��������������䴫��������


�ġ�GDY106AC�綯���ֱ�NGW������ϵ�ľ��ػ���
�õ綯���ֱ�NGW������ϵ�������ܹ����������װ������̫���ָ�����ʹ��������ʵ�־��أ���������Ϻ������Ҿ��ػ����ɿ���
1.�ֱ�NGW������ϵ���ػ�������ԭ������ͼ2��ʾ��
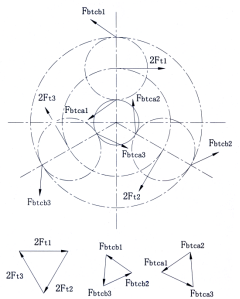
ͼ2 �������������ľ��ػ���ԭ��ͼ
̫���ָ������������ص���̫����û�й̶��ľ���֧�У�Ť������һ�˵��ڻ����͵�����⻨�������ӣ�Ť���������һ����̫���ֺ���̫���־��ȷֲ������������������ϣ���������ƽ����������ܹ��������ζ���������������ʹ�������־��ȷֵ��غɡ�
���ػ����Ĺ���ԭ�������ڻ��������ĸ�����ʹ���ֻ��������������ܵ�������2Ft��Fbtca��Fbtcb�����γ����ķ�յȱ������Σ��γ������εĸ�����ȣ����ﵽ���ص�Ŀ�ġ�
2.̫���ָ������ص�
̫��������36kg������3��ʾ��̫��������С������С��̫����ͬʱ���������������ϣ��غ�ѭ��������࣬����������Խ��Խ����������Ч��Ҳ��Խ�á������ɿ����������졢ͨ����ǿ������С��̫���֡�����ҲС����NGW������ϵ�Ĵ������У�Ψ��̫���ֵ��������ᣬ����˵��̫���ָ���Ч����á�

���䵱��������������3����Ӧ�����С����������ִ���ʱ������Ч����á�̫���ָ������ܽ����غɵIJ�����ϵ�������ܽ��������������ת��ƽ���ԺͿɿ��ԡ�����ڴ��͵綯�ֿ��������еõ��㷺��Ӧ�á��ڱ��߽Ӵ����Ĺ�����綯�ֿ��������У�ȫ�����õ���̫���ָ����ľ��ػ�����
ֵ��ע����ǣ����˾��ػ������Բ����������������ھͿ������⽵�ͳ��ֵ����쾫�ȣ����쾫��̫��ᵼ�����ص������ͳ���ĥ�𣬽��ͳ��ֵ�ʹ��������
�塢GDY106AC�綯�����dz��ּ�������Ҫ����IJ��Ϻ��ȴ���
1.GDY106AC�ֱ�NGW��ϵ���dz��ֵĹ�����������
��.̫����
�����������NGW������ϵ���ִ����������������Ҫȡ���������ϣ���̫���ֺ������ֵ����ϡ�NGW�͵�̫���������Ǵ����еı������ڣ���ͬʱ�뼸�������������ϣ��غ�ѭ��������࣬���ش��δ��������������������ȷ��������ʴ��ĥ��ͶϳݵĿ�������������һ������£�Ӧѡ����������ߵĵ�̼�Ͻ�֣�������̼��������ӳ��ֱ���Ӳ�Ⱥ�ǿ�ȡ�
��.������
����������ת�У�ͬʱ��̫���ֺ��ڳ�Ȧ�����ϣ���������˫�������غɣ��������׳�������ƣ�Ͷ���ɶϳݡ�Ӧ�ر�ָ�����Ƕϳ������dz��ִ����о��кܴ���ƻ��ԡ���������һ���ֳ������۶ϣ���������ڳ�Ȧ�ϣ��������־���ʱ��ʹ�����������ջ������ʹ���еij���������ͬ����ȫ����ֱ��������صĺ�����������ƺ�����ӹ�ʱ�����߳�������ƣ��ǿ�ȣ���ߴ����Ŀɿ���ʮ����Ҫ��ظ����㹻�����ӡ����Գ���̫���ֲ�����ͬ�IJ��Ϻ��ȴ����Լ��ӹ�����·������ͬ��
��.�ڳ�Ȧ

��.���Ǽ�
���Ǽ���Ϊ�������ʱ�����ǻ����г������������������������ĽṹӦ���������ᡢ���Ժá����ڼӹ���װ�䡣
�����ر���Ҫ�������ش��������Ǽܳ��ò���������ͺϽ��ǿ�����֣���ZG35NiCrMo��Ҳ��ʹ��35CrMo��ZG35CrMoA��һ�㴫����35��45#�ֻ���ZG310-570��ZG340-640��Ҳ������ī������
���Ǽ�ͨ�����õ��ʴ���������ͺ��ӵ����Ǽ�Ҫ����ʱЧ��������������Ӧ������ӹ���ʹ��ʱ���Ρ�
Ϊ��֤����װ����ת��ƽ���ԣ����ڵ��ٴ��������Ǽ�Ҫ���о�ƽ�⣻���ٴ��������Ǽ�Ҫ���ж�ƽ�⡣
��.����
�����ǵ綯�ֿ��������ֱ���������Ҫ��ɲ��֣��ǻ�������Ҫ����ܾ����㹻��ǿ�Ⱥն��Գ����������ص����ã����ܱ��Ρ����ܳ��õIJ���������ͺϽ��ǿ��������ZG35NiCrMo���Լ���ǿ����������ī������
�ڼӹ������У�Ӧ�Ի���ë�������˻�ʱЧ��������������Ӧ����֤�ӹ���������ʵ��Ӧ���У����ڲ��ϡ��ȴ������ӹ���װ��ȵ�Ӱ�졢���ϻ�е�¹ʣ�����ʹ���ܲ������صı��Σ���������б���շ����ֺ���е�ʧЧ����һ��Ӧ���������쳧�������û��ij�ֹ�ע��
2.GDY106AC�綯���ֱ����dz��ּ�������Ҫ����IJ��Ϻ��ȴ���
GDY106AC�綯���ֱ����dz��ּ���������Ҫ������Ϻ��ȴ���������4��ʾ��
��4


�������Ǵ������ֵľ��ȵȼ�������Ҫ��
1.���Ǵ������ֵľ��ȵȼ�
Ŀǰ�����������dz��ִ����Ľ�Բ���ٶ�һ�㲻����25m/s������Ľ�Բ���ٶ�ָ���������ֵ���ת�ٶȡ����ڡ��������ҵһ�¹��ϣ����dz��ֵľ��ȵȼ���4~8����Χ�ڣ����ȵȼ�ÿ���һ���������������10%����������8%~10%��������������2~3db��A����
Ŀǰ���ڡ������ϵ�����Ǽ������и����ֵľ��ȵȼ���ΧΪ��������Ӳ������֣�����̫���ֺ������֣�4~7�����ڳ�ȦӲ����6~8�����ڲ����������еij��ּ�7~8����
�Ƽ������������dz��ִ����������ϳ��־��Ȳ�����6���������Ͼ��Ȳ�����7�����ڸ������dz��ִ����У�̫���ֺ������־��Ȳ�����5�����ڳ�Ȧ������6����
���;�������£�����ʹ�õ�����Բ���ٶȴ���Ϊ15~20m/s��
2.���ֵ����ϼ�϶
�������ϼ�϶Ӧ��һ�㶨�ᴫ���Դ�
��С�ijݲ��϶��ҪΪ���Ͳ����ȱ��Ρ�����ӹ����͵��Ա��εȣ��Ա�֤����������������������������С��϶����5 ��ʾ��

��ע�����ȵ���7�����и��������ĵ��ٴ�������a��
���ȸ���7�����и��������ĵ��ٴ�������b��
���ȸ���5���ĸ��ٺ͵��ٴ�������c���d��
3.�������ֵ�Ҫ��
�����ֵ�ƫ�ģ��Դ�������Ӱ��������ԶԳ��־�����������Ӧ����Ҫ��
�������������ּ��غɾ��ȷ��������ͬһ�����и������ֵijݺ��ߣ�ʵ�ʳߴ�Ӧ��Ȼ�����ȡ�
�ڳ��������У��ɰ��ݺ��ʵ�ʳߴ���з��飬���ݺ���Ⱥͽӽ���ȵ�������װ��һ�𣬼�����ѡ�䡣
�����ڳ��������У���ѡȡ������ƫ���������������ֽ��з��飬Ȼ�����һ�������ֵ�ƫ�ķ���������ǣ���װ��ʱʹ�������ֵ����ķ�������Ե������ߣ����Ǽ�������������������ĵ����ߣ�����ͬ�ĽǶȣ�ʹ������ƫ�ĵ����Ӱ�����������
�ڸ������dz��ִ����У�Ϊ��С��������Ӱ�죬������֮���������Ҫ�ϸ���ƣ��Ƽ����������0.8~1g��
�ߡ��綯�����Ǵ������ּӹ��е�ע������
1.̫���֡���������̼���ӹ�����
(1)��̼�����ص�
��̼����ij��ֱ�����и�̼�ִ����Ӳ�Ⱥ���ĥ�ԣ��IJ�����е�̼�������ǿ���ԣ�����������ij�����������˾������õ��ۺ���ѧ���ܡ�����̼�������ȴ������δ�����⣬��̼�������ͨ��ĥ���������ȴ������Σ��Ա�֤���ȡ�
���̫���֡������ֲ�����̼����գ��ѳ�ΪӲ�����������е��������ա�
��2��̫���֡������ּӹ�����·��
����→ë��Ԥ���ȴ���������→�ֳ�→Ԥ���ȴ���������→�뾫��→����→�˹�����→��̼+���θ��»ػ�+���+���»ػ�→ǿ������→ĥ�����ڿͶ��棩→ĥ��→�˹�����→�ۺϼ��顢��⡣
��3���ӹ��е�ע������
�����������س�����̼ǰ��Ԥ���ȴ����ձ���õ��ʣ������ձ�������𣬴���һ���IJ�ࡣ
�������ٹ�˾��Ϊ��������֯�Ͳ����ȵ�Ӧ������ɲ����ȱ����������ĸ���ԭ���������Խ��Խ��Ĺ�˾���õ�����Ϊ��̼��Ԥ���ȴ�������Ҫԭ�����ڵ��ʺ�ֵ���֯�ǻػ������壬����̼�������״����֯����ϸ�ܣ����һ���ǿ�ȱ�����ߣ�����˻��俹����
���߳����ӹ�����������߳��ֹ���ʱ�ļӹ����Ⱥ���߳��������dzݸ�����ֲڶȵľ��ȡ�
�����ֱ�����ڽ���ļ���Ļ��ۡ��ߵ����ۡ�ȱ�ڵȼӹ�ȱ��ʱ����ʹƣ��ǿ�ȴ�����½������ݹ������ʵ����Ľ����������ȱ�ڵ�������֮�⻬��������ƣ��ǿ�ȼ����½�50%���ϣ�������ڴ�ȱ�ڵȼӹ�ȱ������������Ӧ���ļ���Դ����Ӧ�������ӹ�Ӧ�����ȴ������Ӧ������һ����������ͨ�����Ʋ��ϵ��������չ��Ϊ�ϳ����»�����
�����ڵ����䴦��
�������йر��У����Ĺ涨���س��ֲ������䴦��������Ī��˹-��˹��ʿ�Ĺ۵��Լ�Ȩ���ĺ���Ӱ�����ĿƼ�������Ҳ����صı��������䴦����Ŀ����ͨ���䴦��ʹ���������ת��Ϊ��������߳ݱ���Ӳ�ȡ����䴦��������ϸ���ƣ�ʹƣ��ǿ�Ƚ��͡�һ���������Ʋ�ͨ�����Ƶ��������չ��Ϊ���ֵ�ʧЧ�������»�������С��������壬��߳ݱ���Ӳ�ȣ��ɲ�ȡ�Ĺ��մ�ʩ�ܶ࣬�������ڱ������䴦����ʵ�֡�
������TEREX��CAT ��AAM��GE�ȹ�˾�����س�����̼���������ǿ��ʮ�����ӣ��ڸ���˾�йصı��й涨�����س�����̼��������������ǿ����
Ϊ�˸�����̼����ݸ������Ӧ��״̬��ͬʱ�ѳݸ��������ȴ����������γɵIJ�����֯��Ӧ��״̬�����ܵ�Ӱ�콵�͵���С�̶ȣ���������Գݸ�Ϊ��������ǿ����
�����Ǵ�������������ǿ����ĥ��ʱ��������ĥ�ݸ���Ҫ���ǵ������ּӹ��е�һ�������һ����ɫ��
���ڶԲ�ĥ�ݸ���Ҫ�����������ʱ����ʹ�ù����ĵ�ͷ��λ���д��ǵ�ĥǰ������
��ĥǰ������Ҫ��a���ʵ��Ӵ�����⾶��b���ʵ����ӹ����ĵ�����������Ŀ�����ڣ�I�������ڹ���ʱʵ�ֳ�ְ�����У�����˽����߳���ͳݸ�Բ����ļӹ����ȡ�II�������˳ݸ���λ���״�ߵ����ۣ�������������˳ݸ�Բ����ֲڶȵľ��ȣ����Ҽӹ���ݸ�ԲԲ���ǽӹ⻬���ﵽ��̼����ݸ���λ���ټӹ���Ҫ��III��ʹ���������εijݸ���λԤ�ȳ��Σ�ͬʱ��������������г�������������ĥ��ʱ������������Ӷ�ʵ��ĥ��ʱ��ĥ�ݸ���Ҫ��
�������й��о�Ժ�����˴���ʵ����о�����ʵ����о��Ľ����������̼���ĵ������س���ĥ��ʱ����ĥ�ݸ���������ĥ�ݸ�������1.7~170������ĥ�ݸ��á�
���־�����ǿ�������IJ���ѹӦ��ֵλ�ڳ�����Լ0.05~0.1mm���������ѹӦ���ߴ�800~1200Mpa��һ��ĥ�ݸ�������ɥʧ����ѹӦ�������γ��к�����Ӧ������ˣ�������ĥ�ݸ���
��̫���֡������ֵ����Ρ�
̫���֡�������ȫ��������̼������ǵ��͵�Ӳ������֣������䵯�Ա��κܴ��ܺ������ֲΪ�˼�С�������ر������������������������ı����Ϲ����г����غɷ�������ԣ������������Ͷ��أ�ʮ�ֱ�Ҫ���г����ͳ������Ρ�
���������е�ע�����
I�����γ��ֵij��־���Ҫ������≥7����
II��ͨ����һ�����ϵij����У�ֻ������һ�����ֽ��гݳ����γ����Ρ�
III����̫����һ��ֻ���гݳ����Σ���������һ��ֻ���г������Σ��ݶ��ͳݸ�����
IV�������εij��־�ΪӲ������֡�
V��Ӳ����������ֲڶ�Ҫ��ĥ��֮�����≥Ra0.8
VI���������εľ��Ⱦ���ĥ����ʵ�ֺͱ�֤��
2.�ڳ�Ȧ���ӵ����ӹ�����
��1�����ӵ������ص�
���ӵ��������ڵ����½��У����в�������䣬���μ�С�������ص�ͼ������ƣ�����ڹ�����õ���Խ��Խ���Ӧ�á�������“����ЧӦ”��Ӱ�죬��������㣬��Ӧ�÷�Χ�ܵ�һ�������ơ��������ӵ��������س����е�Ӧ������㷺�����涨��ģ��������12��mm�����£������������س������ӵ����ı�����ϱ��Ķ�������ϵ�ڳ�Ȧ�Ĺ��������������Լ�����⼼���ӹ죬��ַ������ӵ��������ƣ��Ƽ��ڳ�Ȧѡ��Ӳ����������֮һ�ĻԹ����ӵ������ա�
��2���ڳ�Ȧ���ӵ����Ĺ���·��
����→����Ԥ���ȴ�������→�ֳ�→Ԥ���ȴ�������→�뾫��→ϳ��→�ȶ���→���→
�˹�����→��ĥ��→�ȶ���→��ĥ��→��ϴ→���ӵ���→�ۺϼ���→���
��3���ӹ��е�ע������
����������������س��ֵ���Ӳ�Ⱥ���ȵ�Ҫ��
�������ȴ������õ����IJ�Ӳ�ȱ���ʹ���Ͼ����㹻��ǿ����֧�������µ�Ӳ���㣬�������ֳ���������Ե��ǿ��Ҫ��
I����������س�������ǰ����Ӳ�ȼ�����������о�
���ݹ����йؼ��������еĽӴ�ƣ�����鱨��������IJ�Ӳ����240-260HBS��ߵ�310-330HBS����߽Ӵ�ƣ��ǿ��Լ30%������������0.5mm���ӵ�0.8-1.0mm����߽Ӵ�ƣ��ǿ��Լ25%��������γ′��Ϊ���Ļ�������ε+γ′˫��������ƣ�ͽӴ�ǿ��Լ40%����˹�����Ӳ�ȵ������������IJ���Ӳ�ȶ���350HBS���ϡ��IJ�Ӳ�ȶ���������Ӳ��Ҳ�кܴ��Ӱ�졣
II����������س�������ǰ����Ӳ�ȵĹ涨
����Ӳ�Ȳ���Ӱ����ֳݲ�ǿ�ȣ�ͬʱ��Ӱ���������Ӳ�ȡ����ԣ�������������������չ淶�ļ��й涨������SAE4300��40CrNiMoA����4100��42CrMo��ϵ�ֲ����IJ�����Ӳ�Ȳ��ܵ���300HBS��
III����������س�����������Ĺ涨
a���������µ�ISO6336-5��2003-07-01��������ǿ�ȺͲ����������ṩ����������Ӳ��������Ƽ�ֵ����ISO��AGMA�ı��й涨����������Ӳ��������Ƽ�ģ������12mm���£���������Ϊ0.7~1.0mm������������൱��Ŀǰ������ȵ�����ֵ�������ǵ�������������Ӧ���ܵ�һ�����ĸ���ԭ�����ڡ�
b�������������ѳdz��ֹ�˾�����ij��֣�m=2-6mmʱ����������Ϊ0.64-0.76mm��m��6-9mmʱ����������Ϊ0.89~1.02mm��m-����ģ����
c�������Թ�ҵ���ֵ�����������Ƽ����ô���0.6mm����ʱ���ֵij�����������ĥ�𡢿�ƣ���Լ������͵��ۺ����ܾ��Ϻô�����ѵ����״̬�����нϿ��Ĺ���ʹ���ԡ�
d����ijЩ���س������������Ҫ���0.8~1.2mm��
�����й��������й涨����Ӳ��Ϊ229~269HBS����������0.3~0.5��mm�������йر���ȴ��ڵIJ��ϴ�
�����������س���Ԥ���ȴ�������ʱ��ע�����
�������س��ֳ����ڴֳ�֮������е��ʴ������Ի�þ���ϸ��״�Ļػ���������֯�����������庬����5%���Ա�֤�����IJ�����ѧ���ܣ��������ڻ�þ���һ�µ������㡣
���ʴ����Ĵ��ͻػ��չ淶�����������ֵ����ܶ��кܴ��Ӱ�죬
��ȷѡ����ͻػ��¶��dz��ֵ����Ƿ�ϸ�Ĺؼ���
I�������ʵ��¶�̫�ͻ���ʱ�䲻�������ʺ����������������ڡ�
���ڵ����������е���ɢ�ٶȽϿ죬�ô���������ͻ��нϸߵĵ�Ũ�ȣ����γ���״�����ʹ����������������װ��䣬��˵��ʺ�ı��治�����������������塣
II��������ʱ����¶ȹ��ߣ���������֣������������ؾ�����չ����������ֲ���״����״��֯��Ҳʹ�������������
III���ػ��¶ȵĸߵͿ��Ծ���������̼�������ɢ�ȣ���˻ػ��¶ȹ��ߣ�������̼�������ɢ�ȼ��٣��������IJ���ǿ�Ⱥ�Ӳ�Ȳ��㣬������֧��Ӳ���������������á�
IV���ػ��¶ȹ��ͣ��IJ�ǿ�Ⱥ�Ӳ�ȹ��ߣ�����Ԥ���ȴ����������ͼӹ����ѣ����һ��ή�������ٶȡ�����ѡ���ʵ��Ļػ��¶ȿ���ʹ�����IJ��нϺõ��������ܻ��һ�������١�
�������ڱ�����̼�ij������ӵ����Ժ���γɴ��Բ㣬�ô��Բ����غ��»ز������䣬��ˣ��������ӵ����ij��ֱ��治Ӧ����̼����
�������ֵļ�DZ�Ե��λ���ӵ�������࣬����ӦԤ��ȥ�����Է����Ժ�İ��˼����������б�ȱ�����顣
�����ȶ�������
�����������ι��̾�����Ӧ�����ͷŹ��̣������ϳ�ݺʹ�ĥ��֮������һ�������ȶ���������ȥ����Ӧ�����Ա㽫��Ӧ������ı��ο��Ƶ���С�̶ȡ�
������������ǰĥ�ݵĹ���ֵ�ý�����ƹ�
����ǰĥ�ݣ�ĥ�ݺ������ǹ����������������е�һ�����㡣���������ӵ�����������ƣ������͵¹����ٴ��Ʒ�ƹ�˾��������������ǰĥ�ݵĹ��գ���һ���տ�����ȵı�֤�ֳݳݲ����ӵ��������������䣬������������ĥ�ݺ���������䱡��Ӱ�죬��֤�������л�õ�������䡣
3.�ڳ�Ȧ��Ƶ���ӹ�����
��1����Ӧ�����ص�
�������̼����������Ӧ�����Ҫ���������ּ��ȣ�����ͨ����Ÿ�Ӧ���ȼ�����Ҫ��ı����ܵľֲ�������ѡ��Ĵ�Ӳ���ֳ��桢�ݶ����ݸ����ھֲ�������ϸ��������������֯�����Գ���������λ������Ӱ�죬��߳��ֵij���Ӳ�ȣ���ĥ�ԣ��Ӵ�ƣ��ǿ�Ⱥͳ��ǿ�ȣ��Ƽ��ڳ�ȦҲ��ѡ��Ӳ���������յ���Ƶ��Ӧ���ļӹ����ա�
��2���ڳ�Ȧ��Ƶ��Ӧ���Ĺ���·��
����→����Ԥ���ȴ�������→�ֳ�→Ԥ���ȴ�������→�뾫��→ϳ��→�ȶ���→���→�˹�����→��Ƶ���→��ĥ��→�ȶ���→��ĥ��→�˹�����→�ۺϼ���→���
��3���ӹ��е�ע������
�����ڳ�Ȧ��������Դͷץ���ڳ�Ȧ��ë��Ӧ��������Բ�������ܲ�������������
�øֶ��ʹ������ë��ʱ��Ӧ�г��ֶ���ͷβ������ȥ��������������ƫ�����øֶ��������ë��ʱ��������һ�㲻С��3������ë������Ӧ�������ֳݳ����ֲ������ֶͼ�ë�������й��ȡ����ա��侧���Ȳ��õ���ԭ���ϵľ����ȡ�
������̼����0.55%���µĸֲĽ�Ϊ������Ƶ��𣬺�̼��Խ�ߣ��������Ƶ�����Խ���ҺϽ���Խ������ѵ�����ҲԽ�����ѡ��ֲ�ʱ��Ҫ�����㹻�����ӡ�
�ۡ������ڸ�Ӧ���ǰ��Ϊ��ֹ��Ǵ�������̼����ֹ�ڼ�Ǵ��������������ٴ��ʱ��Ǵ���Ӧ�����У����ֵļ�Ǵ���Ӧ�����ܶ�̫�����ٶ�̫�죬�����ߴ����������ȶ����ѣ���˳��ֳ�����Ǵ������ڸ�Ӧ���ǰ��Ҫ����г������⡣
�ܡ�I�����ֶͼ�ë����Ԥ���ȴ���
Ϊ�˱�֤�ͼ��������ͺ�������ë������Ԥ���ȴ�����һ��Ҫ������������Ҫ��������Ӳ��Ϊ200-240HBS��ͨ��������Ҫ���������ͼ��IJ���Ӧ����������֯��ϸ��������ʹͬ�������϶���þ���Ӳ�ȣ������ڽ�һ�������ӹ���ͬʱΪ�����ĵ���������֯����
II�����ָ�Ӧ���ǰ��Ԥ���ȴ���
��Ӧ���ij���ë��Ӧ�ڴֳ������Ԥ���ȴ���������Ҫ�ij��ֳ��õ�����Ԥ���ȴ�������Ŀ���Ը��������ӹ����ܡ�������֯���ȶ��ߴ磬��Ϊ�����ȴ���—��Ӧ���������֯�������ʺ����֯Ϊ�ػ������壬����̼�������״����֯�������ܣ����һ���ǿ�ȱ�����ߣ�ͬʱ����˻��俹���������ʺϳ��ָ�Ӧ���
Ҫ����ʺ��Ӳ��280-330HBS��������֯Ϊ�ػ������壬���ֱ�������������������ó���3%-5%�����ֱ��治��������̼�㡣
�ݡ������ڳ�Ȧ��Ӧ����Ӳ����Ӧ�س����ֲ���ͬʱҪ��ݸ���Ӳ���⽫������߳��������ƣ��ǿ�ȡ�
I�����������¹����йع��ұ����Լ�����֪��Ʒ�ƹ�˾����ҵ���У��Գ��ֳݸ�Ӳ��������ȷ�Ĺ涨���س����ֲ���Ӳ���㣬��������ANSI/AGMA2101-1995�������س�����Ӧ���ij��֣�����������Ӧ��δFPΪ380Mpa�����Գݸ�����Ӳ�ij���δFPΪ150Mpa���������һ�����ϡ��ڵ¹��ij���ǿ������й涨�����ڳݸ�����Ӳ�ĸ�Ӧ�����֣�������ƣ�ͼ���ֻ��ȡ�ݸ���Ӳ���ֵ�70%���ҹ��ij���ʵ��������ݸ�����Ӳ�ͳݸ���Ӳ�ij�����ȣ�����������½�40%��
II������AGMA���ֳ�����������ʱ�涨Ӳ����Ϊǿ�ȵ����ݣ��ݱ���Ӳ���dz�����ĥ�Ե���ҪӰ�����أ��IJ�Ӳ�Ⱥͳݸ�Ӳ��������ƣ��ǿ�Ⱥͳ��ǿ�ȵ���ҪӰ�����ء�
���ֵ�����ƣ��ǿ�ȺͽӴ�ƣ��ǿ�ȶ�������IJ��ͳݸ�Ӳ�ȵ���߶���ߡ����������ǿ��Խ�ߣ���Ӧ��Ӳ��Ҳ��Ҫ��Խ�ߡ�
III������ƺ�������Ҫ��ֱ�֤�ߵ�����ƣ��ǿ�ȣ��ر��dzݸ�Ҫ���㹻��ǿ�ȣ�Ӳ�ȣ���ʹ����������������Ӧ����������ֳ�ƣ�Ͷ��ѡ�
IV����������ANSI/AGMA2004-B89�Ƽ��ݸ���ӲӲ��������ӦΪ��Բ��Ӳ������ȵ�60%�����ڳݸ�����Ӳ�ij��֣�AGMA�涨Ӧ���ͳ��ֳ�������
V������F.J�·������Ϊ��Ϊ����߳��ֵ�ǿ�Ⱥ���ĥ�ԣ�Ӳ������ȷֲ�������ڳݸ�Բ����2mm�Դ�Ϊ50HRC.���ߴ�Ӳ����Բ��Բ֮�䣬�����ֻ�㵽�ݸ�Բ���������ݸ�δ��Ӳ��
VI���¹��й���ҵ�涨��������Ӳ����ǡ�ý����ڳݸ�Բ�������ݸ�δ��Ӳ�����������ϴ�����
VII���ձ�ɽ���������涨�ݸ�Ӳ��������1-1.5mm
VIII�¹�ij��˾�涨��ͬģ�����ֵ�Ӳ������ȷֲ���ʽ��ͬ����ݸ�Բ���µ�Ӳ������Ȱ���6��ִֵ�С����鷽�������ֳݷ�������ϴ�ֱ�ڳݲ۵���ⶨӲ�ȡ�

����ĥ��ʱ��ĥ�ݸ����ݸ���λ�ľ���ȡ���ڰ뾫����ʱ�ļӹ����ȣ���˹���ʱ����ʹ�ù������ݵĶ������д��ǵ�ͷ��ĥǰ�������г���Ԥ�ӹ���ʵ�ֳݸ���λ��ְ�����У��ﵽ��߳ݸ�Բ����ֲڶȾ��Ⱥͳݸ�ԲԲ���⻬�ǽӺͱ���Բ����Ҫ����
�ӿ��ϳ������������ݸ���Ҫ��һ�����ĸ��У��ݸ�û��һ���ĸ�������ĥ��ʱ���ɱ����ڳݸ�����̨���⽫������ص�Ӧ�����У��Կ��ϳ�����Ӱ��ܴ���̨�Ǿ��Բ������ġ�
����ĥ��ʱ������ĥ�ݸ�����˳����ڹ���ʱ�������ڳݸ���λ����������ߵ����ۡ����ۡ�ȱ�ڵ�ȱ�ݡ�
�����
1�� ���粿֣�ݻ�е�о�������· �����������ֱ����. 1991��4�� 4-58.
2�� ��Т¼· ���ִ�������ֲ�. ��������ѧ��ҵ������. 2005��1��.
1109-1182.
3�� �����ֲ��ί���· �����ֲᣨ�²ᣩ. ��������е��ҵ������ 2004��2�� 19-118��19-146
4�� �¹���· ���ֲ��Ϻ��ȴ���. ֣�ݣ� ȫ��������ҵ�����鱨��������
���������ٽ����ij���. 2009��5��
5�� ����ʤ· ������������ǿ�����蹤�յ��о���Ӧ��. ��������.
2013��ڶ��� 2-19
6�� ����ʤ· ����������̼���ֵָ�ѡ��ԭ��. ��������. 2012�������
9-12
7�� ����ʤ· �Կ��������������ֱ��������о�������. ��������. 2010�������. 2-8
8�����գ� ������־· ���֤β�����-���ƥ˥���. �ձ��ȴ���. 1977��4��
9��(���� Dr.Maurice Howes· ұ�����Զ���̼�������ܵ�Ӱ��. �й�����רҵЭ�� ����·���ļ� 2007��8��. 1-6
10��(���� ά�������ؼ���Kumar Baian· ����ǿ��֮Ӧ��. �й�����רҵЭ�� ����·���ļ�2008��. 209-212
11�����£� Claus Razim· �����������ֱ������㼰ĥ����Ϊ���о�. �й���
��רҵЭ��. ���ӵ�������·���ļ�2008��. 160-168