��ǩ��
����������ϵ�������ֵı���ȱ�ݣ����³��֡��� �з��������¹��ż����ʡ����������������͵¹��Ⱥ��������ϵ�������ֲ��á������ӹ�������ȱ�ݽ��и��Σ�ȡ����ʮ�������Ч����Ŀǰ������ڹ����в�Ϊ��֪��Ϊ������ڿհף����Ķԡ������ӹ���������ʵʩ�е�ע����������ȫ����ϸ�Ľ��ܣ�����Ϊ��ʵ�֡���Ϊ���á����ﵽ����������Ƚ������ӹ��Ŀ�ġ�
��������TEREX TR100���Ϳ�����ж�������ŵ��ֱ�����������NGW������ϵ�������ɡ����ߵ��ֱ�������2��̫���֡�7�������֡�2���ڳ�Ȧ��ɡ��������ص�ͬʱ��̫�������ϵ������������࣬�����ֲ������㹻�ĺ�ȣ����ҳ��ֵ��⾶�ߴ���ǽ��г����ӹ�����Ч�ij�����ϡ����������������ṩ��TEREX TR100ԭ����̫���֡������־����˳����ӹ�������ֲڶȾ�ΪRa0.15�ľ���״̬���ɱ����ɷ��ṩ������TEREX TR100һ�������ֵ�ԭ��ͼֽ�ϣ�Ҳ��ȷ�������ĥ�ݺ���г����ӹ��ļ���Ҫ��
���������ӹ����������ܵ����ڡ���ͬ�е����ӣ���Ӧ�÷�Χ�����쵽���պ��졢������������硢�ʯ���꾮����ҵ������һֱ�Լ������Ȥ�ڹ�ע������һ�������ֽ�����һ������ʶ��ȫ���̣�������ҵ�λ��������ϵ�������ֳ����ӹ�������ʵ������ͳ����ӹ��е�ע������д���ģ��ֽ����ķ������ڵ�ͬ��������
һ������������ϵ�������ֵij����ӹ�����
1.���ⳬ���ӹ�������չ�ſ�
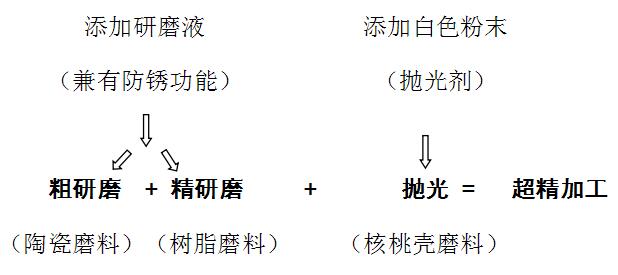
����������ϵ�������ֵij����ӹ�����������Դ�������������ŷ����¹��ȡ�������ķ������˾����˹���������ι�˾�ֱ���õ绯ѧ�����ܽ�ĵ绯ѧ�����ӹ������ͻ�ѧ�������⼼����2004������������ר������2010��ר���������������������չ�ܿ졣�������¹����������գ���Ҫ��������Ħ����ʽ������ĥ�⡣ͨ������ĥ���Ͼ���ĥ�ټ���ʵʩ���ֵij����ӹ����¹���������Ħ��������ĥ��Ĺ��պ��������ù�����Ⱦ����豸���������㡢�����ȶ���Ч�������������Ժõ��ص㡣���Ľ��Ե¹�OTECΪ�����ص����Խ��ܡ�
2.��Ϊ������ϵ�������ֵij����ӹ���
3.����������ϵ�������ֵij����ӹ�����
��TEREX TR100һ�������ֳ����ӹ��ļ���Ҫ��
������TEREX TR100�������ֱ�����һ�������ֵ�ԭ��ͼֽΪ�������ͼ1��ʾ�����ڱ��ܣ���ԭͼ�ͳ����ӹ��ز��ֽ��жദɾ�ģ���
���ţ�15334787�����ϣ�SAE3316���൱�ڹ���20Cr2Ni4A����������һ��������3��/�����ֱ����������أ�12kg/����

����Ҫ��
�����ȴ�������̼����ЧӲ������1.27-1.65������ݲ�Ӳ��58-62HRC���IJ�Ӳ��40-45HRC��
‚�ݸ�Բ������ǿ��������ǿ��0.45A�����渲����200%����������ֲڶ�ΪRa3.2
ƒĥ�ݺ�������в�λҪ���ӹ�������ֲڶ�Ҫ��0.15um�ľ���״̬��Ҫ������Ĺ۸�ͳһ��
ͼ1 TR100һ�������ֱ�ͼ
������������ϵ�������ֵij����ӹ�����
��������—�ͺ��ȴ�����ȥ���˻�+�ؽᾧ—�ֳ�—Ԥ���ȴ���������—�뾫��—����—�ȶ���������ȥ��Ӧ��—��������—��̼—���θ�—���+�ػ�—�Գݸ�Ϊ�ص������ǿ��—��ĥ�ڿͻ�����—��ĥ��—�ȶ���������ȥ��Ӧ��—��ĥ��—ǯ������—��ϴ—����—�����ӹ�—��ϴ—������⡣
4.�й�TEREX TR100һ�������ֳ����ӹ���˵��
��һ�����������еļӹ��������ȫ�������ӹ���
����������������ͨ���ڿ�һ��װ�ж�λ������ɳ��ڿ�֮�����б���ij����ӹ���Ȼ��ͨ����װװ�г��ֵ���Բ�����ʵ���ڿij����ӹ���
�����¹�OTEC��ҷʽ��ĥ������ص�
����1.�¹�OTEC��ҷʽ��ĥ����ӱ�������˵�����豸�Dz�������Ħ���ķ�ʽ������ĥ�����ר���豸����ṹ���ͼ2��ʾ��
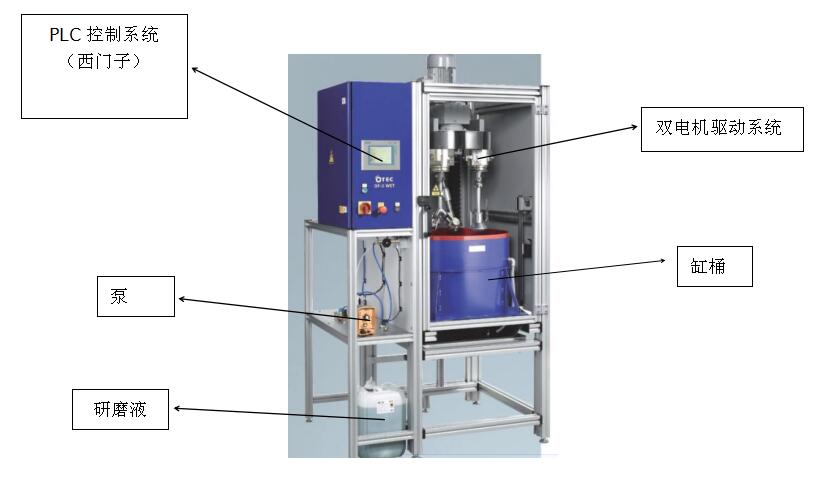
ͼ2 OTEC��ĥ����ṹʾ��ͼ
2.�¹�OTEC��ҷʽ��ĥ������ص�
�ٿɵ����Ƕȵ�����
������15°��б�ǵ�����װ�ý���Ч���ƹ��������Լ��ϸ�����ļӹ�������
�ڶ�����ת������
�����ɸ����������̵���ת�����о��ϵĹ������Դ��˶����Ӷ�ʹ�����ĸ���λ�ļӹ�����һ�£�ͬʱ�Ը��ٵļӹ�ʱ���������Ч����Ҳ�ɸ��ݹ�����ֱ��ת��Ҫ��ѡ����Ӧ��������
��ȫ�Զ��������ȱ�ʶϵͳ
����ͨ�����䴫����ϵͳ���Ծ�ȷ�IJ��������ij��ȣ����Թ�������ĥ�ϸ�Ͳ��Ƚ���ȷ�Ķ�λ���Ӷ���֤�˹����ļӹ�Ʒ�ʺͼӹ����̵İ�ȫ�ԡ�
��˫�������ϵͳ
����ͨ��˫����������Զ��������̵�ת�ټ�������ת�ٵ���ȷ������Ӱ�죬����ʹ�ӹ�ʱ��ת�ٵ����ķ�Χ���Ӷ����õ����㹤���ļӹ�����
�����豸����������������������ת�ᣬһ�ο�ͬʱ��װ������ͬ�Ĺ���ͬʱ������ĥ���⣬��˿���ӹ�Ч�ʡ�
��Ϊ�˱�֤�����Ļ�ת���ĺ�����ת��ͬ�������ȼӹ�����װ��������װ���ӹ������������������ת����ȷ�������ӹ������ڿ����ĵ�ͬ��Ⱦ��Ȳ��䡣
�����¹�OTEC����Ħ����ʽ��TEREX TR100һ�������ֳ����ӹ��Ĺ���Ҫ��
1.�����ӹ������ص�
�����ӹ�ʱ���ֳ���ĥ���ڣ���װ��ĥ�ϵĸ�Ͳ������״�˶���ͨ����ĥ�Ͽ����Ļ���Ħ��������ĥ��������á�����+����+���ȫ���̳���ֻ��һ��װ�У������θ�����Ͱ����װ�в�ͬ��ĥ�Ϸֱ���д֡�����ĥ���⡣��Ͱ��ĥ�ϲ�ת��ͨ������ϵͳ����˫�������ϵͳʵ�ֳ��ֵ�������ת��������ʵ�ֳ�����ĥ�ϸ�Ͱ����ת����ʵ�ֳ��ֵ���ĥ���⡣
2.�ӹ��������趨
����ͨ������ϵͳ�趨������������ת��5���ӣ���ת��5���ӣ�˫�������ϵͳ������ת��40ת/���ӣ����̣���������ת��20ת/���ӣ�С�̣���
���У�2Сʱ�����У�0.5Сʱ���⣺20���ӡ�
3.��ĥ����Ĺ���Ҫ��
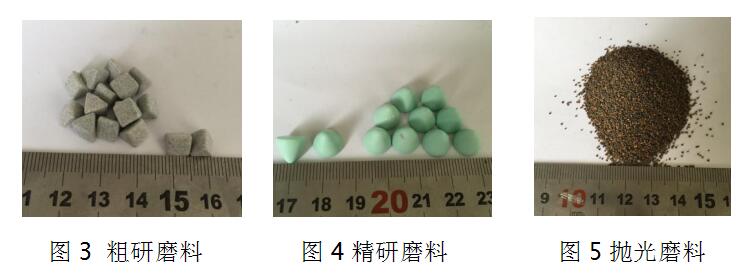
������ĥ
�������Ƚ����ַ���װ���մ�ĥ��DBS6/6��ͼ3��ʾ�ĸ�Ͱ�ڣ���������Ĵ���ĥ��ʹ���ֱ���ĴֲڶȽ��͵�Ra0.08-0.1um���ҡ�
������ĥ
����������Ͱ�����ַ���װ����֬ĥ��KM10��ͼ4 ��ʾ�ĸ�Ͱ�ڽ�����ĥ��ʹ����ֲڶȽ��͵�Ra0.04-0.05um���ң�ͬʱ�������Ҳ��Ϊ�˺��������Դﵽ���õĹ���Ч����
����
�����ٴθ�����Ͱ�������ַ���װ�к��ҿ�ĥ��H1/300��ͼ5 ��ʾ�ĸ�Ͱ�ڽ��������⣬�Ϲ���ȡ�����ֲڶȻ��һ�����͵�Ra0.03-0.04um���ҡ�
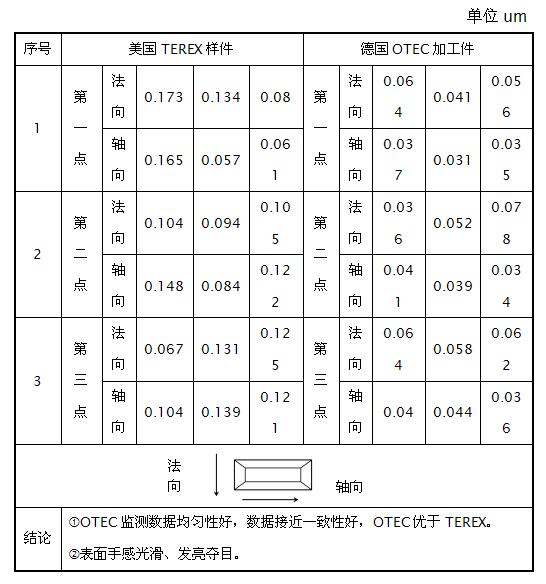
�ġ��¹�OTEC�����ӹ��ij��ֺ�����TEREX TR100ԭ����һ�������������������Ա�.
������OTEC�����ӹ��ij��ּ�ͼ6ͼ7��ʾ������ԭ��������һ���ڵ¹�mahr����ֲڶȼ�����ϼ�⣬����������б�����:
|
����
|
OTEC������ݾ����Ժã����ݽӽ�һ���Ժã�OTEC����TEREX��
‚�����ָй⻬��������Ŀ��
|
�塢������ϵ�������ֳ����ӹ��е�ע������
1.����ĥ�ݼӹ��е�����λ����ȡ�������ֲڶȾ��ȡ�������ȶԺ����ij����ӹ�Ӱ��ܴ�
��������ĥ�ݺ����λ����Ⱥͱ���ֲڶȾ���Խ�ߣ������ӹ������ʱ��Խ�̣���֮��ʱ��Խ������˼ӹ��У�������ȱ������ͼֽҪ������ͼֽ��Ҫ��
���ֱ���ֲڶȼ���λ����ȵĺû���Ҫ�����ʼ첿�ż��鷶�����Կ��ơ�
2.����ǿ������Ч��߳ݸ���λ�ı���ֲڶȣ��dz����ӹ���������֤��
���������ӹ��ij��ֱ���Ϊ����״̬��Խ�Ǿ���״̬����ȱ�ݵ�������Խ��ǿ�ҡ�����ȱ�ݶԳ����ӹ���Ӱ��ܴ������ӹ����ڳݸ���λ���¾��״�ӹ����ۣ�ĥ��֮���ڳݸ���λ����̨�����ݸ���λ��Բ���ͽ�������ʼԲ���ǽӹ⻬�̶�Ƿ�ѣ��������ɲ��ֵ�Բ�����ڣ������ݸ����ֵı��治��һ�������ı�������ɼ���������ɡ�����ȱ�ݿ�ͨ���Գݸ���λ������������ǿ��——����ƽѹʵ�����ã���ȱ�ݶԳ����ӹ���Ӱ�콵�͵���С�̶ȡ�
3.ʹ��ר��ĥǰ������߳ݸ���λ����ֲڶȡ�
����������ϵ����������ĥ���У���ĥ�ݸ������ڲ�ĥ�ݸ���Ҫ�������ĥ��ʱ�������ר�õ�ĥǰ��������ר��ĥǰ������Ҫ����ʹ���ʵ��Ӵ��⾶�Ĺ�������ʹ���ʵ����ӵ��������Ĺ�������ʵ�ֳ�ְ�����У���߳ݸ�����ֲڶȣ�ʵ�ֳݸ�Բ���ǽӡ����پ��״�ĵ��ۡ�
4.���������ת���еĿ������ˡ�
�������ڳ��������������ɵ������ˣ��ڳ����ӹ�ǰ��������ﱻ���ʯ��������ͻ��λ�����������ſɽ��г����ӹ������ڰ��벿λ����Ӱ�������ϵĸйۣ����������ʮ�����ۺ��ѿ��������ת������У����Ҫ���÷�������������ˡ�
5.Ϊ��Ӧ�����ӹ�����Ҫ���Գ��ֹ������ڿ׳ߴ�Ŀ��ơ�
���������ڳ����ӹ��У������ߵijߴ������С�ķ���仯�������ڿ׳ߴ�����Ӵ�ķ���仯�����С�ͱ��һ����0.005-0.008mm��Χ�ڱ仯�������ĥ��ʱ���ƵĹ����߾��������ޣ����ڿ���ĥ��ʱ���Ƶijߴ羡�������ޡ�
����������ϵ�������ֳ����ӹ���ʵ��Ч��
1.��Ч����߳��ָ������Ͼ��Ⱥʹ���ƽ���ԣ��������ٳ��ֵ�����������
���� ����ĥ�����пɳ�����������ĥ���еķɱ�ë�̡������˹������в����ķɱ�ë�̡���������ת��ӹ��в����ڳ����������������ķɱ�ë�̺������ˡ�������������������ʽ�ı���ȱ�ݣ���Ч����߳��ָ������Ͼ��Ⱥʹ���ƽ���ԣ�������С���ֵ�����������
2.�������������ʧЧ�ĸ�Դ��
���������ӹ�������������ϵ�������ֳ����ϵķɱ�ë�̵ȱ���ȱ�ݣ���Դͷ��������ͨ����������ϵ�������ֲ���������м������������������ʧЧ�ĸ�Դ������Ч��������͵Ĵ�����ʹ��Ч���õ����ƣ���ѹ������ߣ�ĥ����٣���Ħ���������ͣ��Ӵ�ƣ��ǿ�ȵõ����ơ�
�������߳��ڴ��´��Ϳ��������������ֱ��������о������죬�����ֱ�������ʧЧ��������е�ʧЧ��Ϊ����������������д��ڴ����Ľ�����м����Щ������м��������������ϵ�е�̫���ֺ��������ϵı���ȱ�ݣ�����TEREX TR100����������˵�����ߵ��ֱ���������2��̫���ֺ�7�������֣����ϵij��ֲ���������������㹻�ĺ��ͬʱ���ֵ��⾶�ߴ��ִӹ��д������صķɱߡ�ë�̵ȱ���ȱ�ݣ�����������ϵ����������˵�ô���+����+����ڳ����ӹ�������Ӧ�����ڱ��С�
3.ʹ���ֵij��������õ���ߣ��������ڳ���ʵ�־��أ���Ч��
����˳��ֵ�ʹ��������
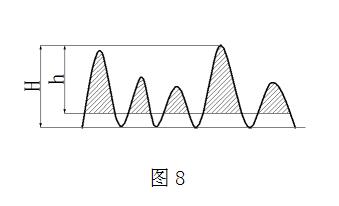
����������ϵ��������ĥ��֮��ı�����۵ĽǶȷ����۲죬���������ͼ8 ��ʾ�IJ���Ͳ�����ɣ�ͨ���ݱ������ĥ������������ߴ�Ϊh�IJ��壬��С����Ͳ��ȵĸ߶ȲΔ=H-h�Ӷ�ʹ���ָ��������У��Ӵ��ı��������ʹ���ֵij��������õ���ߣ�����һ�������ڳ����ڳ�����ʵ�־��أ���Ч������˳��ֵ�ʹ��������
4.���ֵ���ĥ���ܺ�ƣ��ǿ�ȵõ���һ����ߡ�
���� �������ĥ�Ժ�ƣ��ǿ�ȣ����ų��ֱ���ֲڶȾ��ȵ���߶���ߡ�
�����
1.�������ӹ��������dz���ϵͳ������M����.E��Ĭ˹
51.705.247��ר���м�����
‚�л���������֪ʶ��Ȩ�֡�����ר�����빫��˵���顷
�����ţ�CN1829586A.
2.�������ر��չ�˾CATERPILAR IE�����
��е��ҵ����̻�е�о���1994��6��
3.���绯ѧ�����ӹ��Ľ�չ����Ӧ�á�������.л�����ε�
��������Һѹ��2011��12�µ�39����24��
4.�����ִ��������Ŀ��ơ�
����������е��������졷2005���3��
5.��Ӳ�������س��ֳݸ����о���ע�����
����ʤ�����ִ�����2013��12�µ�13��
6.��TEREXTR100������ж�������ż��ٻ������о��������е�ע����� ����ʤ�����ִ�����2015��10�µ�05��
���ߣ�����ʤ��1946-�������������ˣ�������ʦ��1967���������س��ֵļӹ����������������ڽ���50��ļ��������������س��ֽ����˲���֮Ե�����ںӱ��㹤��е�豸����˾���½������س��ֵĹ����������������Ⱥ��ڹ��ڡ��ⷢ����������200��ƪ����Ϊ���й�����רҵЭ��ר��ίԱ��ίԱ���й���������ѧ����������ֻ�ר��ίԱ��ίԱ���й����ɹű������������ɷ�����˾��Ƹ���������о�Ա���Ⱥ���������л�������ҵ�������س�����̼�ȴ�������Ҫ����������̼���ָּ�����������