��ǩ��
���Ĵӳ������ȱ�ڴ���Ӧ��״̬���������ݹ��߸ֺ��ӽ�ͷ������Եķֲ�������ó�ȱ��λ����Ӱ��������ȷ�Ե���Ҫ���ء����⣬���Ĺ��������б���ȱ��λ�úͳ�����չ���Ҫ�����˼����쳣ȱ�ڳ��ֵ�ԭ���������������Գ������ȱ�ڵ�ȷ��λ����һ����ָ�����塣
�ؼ���:V��ȱ�ڣ�������չ������죻��Ӱ������ȱ�ڶ�λ
Abstract:According to the stress state of notch in impact cpecimen and distribution of toughness in welded joint,notch location is a very important factor which affects the accuracy of
��ѩ�� ��ѧ��
����ʯ�ʹ�ѧ �����빤��ѧԺ
����ʯ�ֹ��������ι�˾�����ֹܷ�˾
ժҪ�����Ĵӳ������ȱ�ڴ���Ӧ��״̬���������ݹ��߸ֺ��ӽ�ͷ������Եķֲ�������ó�ȱ��λ����Ӱ��������ȷ�Ե���Ҫ���ء�
���⣬���Ĺ��������б���ȱ��λ�úͳ�����չ���Ҫ�����˼����쳣ȱ�ڳ��ֵ�ԭ���������������Գ������ȱ�ڵ�ȷ��λ��
��һ����ָ�����塣�ؼ���:V��ȱ�ڣ�������չ������죻��Ӱ������ȱ�ڶ�λ
Abstract:According to the stress state of notch in impact cpecimen and distribution of toughness in welded joint,notch location is a very
important factor which affects the accuracy of test results.In addition,requirements of notch location and toughness in current standard are
concluded,some solutions are put forward about solving abnormal notches based on their features. Above all,this paper is of guiding
significance to locate notch accurately.Key words:V type;notch;toughness;weld;HAZ; notch location
0����
���ӽ�ͷV�ͳ��������ʯ�ֹ���ѧ����еij�����Ŀ�������������������Ӱ����������顣��������ǰ������������ķ���ʹ֮Ѹ�ٶ���
���ⶨ�������κͶ��ѹ����������ĵ���������������չ���������������������ߴ�С�����鷽����㣬���Ұ����˼���ȱ�ڡ����ټ��ء�����ʵ
�ֵ��µ������ʹ���ϴ��ʵ���������Բ��ʵ����������仯��Ϊ���У������ʵ���л���˹㷺��Ӧ��[1]��
���������ָ�����ڳ���غ��������������Ա��ι��Ͷ��ѹ������������ñ������ij�����չ���ʾ[2]��������չ�����ֵԽ������ϵij������Խ�ã�
�����ϵֿ����Զ��ѵ�����Խǿ��
Ŀǰ����������ı�V��ȱ�ں�÷��U��ȱ�������������͡�����V��ȱ��������ȱ�ڼ���Ӧ�����д��ƶϹ����в������Ա��ε������С���Բ��ϵĴ�
��ת�䷴Ӧ�����������ģ���Ժá�����ڹ��߸ֵ����Բ��Ժ�������ͨ�������ı�V��������Ϊ������[1]��
1 V��ȱ��λ�õ�Ӧ��״̬
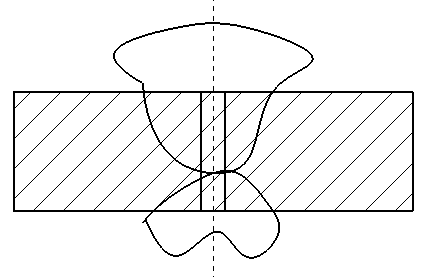
��V���ıȳ��ʵ���У��ƻ���Ӧ������������V��ȱ�ڼ�˴���������ͼ1��ʾ������ȱ�����߷���Ӧ������������ȱ�ڼ�˾�������ӳ��ֳ��ȼ�С����
�ӵ����ơ��ڳ���غ������£���˴���Ӧ�����лᵼ��Ӧ�伯�У���Ӧ�����е���һ���̶�ʱ�ͻ������������档����λ��������ȱ�ڼ�˵�λ�ã����
���������ȱ��λ�ö��������кܴ�Ӱ�졣
.png)
ͼ1 �������Ӧ���ֲ�ͼ
Fig.1 Stress distribution in impact cpecimen
2���߸ֺ��ӽ�ͷ�ij�����Էֲ�
Ŀǰ���߸ֶ����˫�������պ��Ӷ��ɣ����ӽ�ͷ���ں��졢�⺸�졢��Ӱ������ĸ�Ĺ��ɡ��⼸���������֯�����Ը�����ͬ��
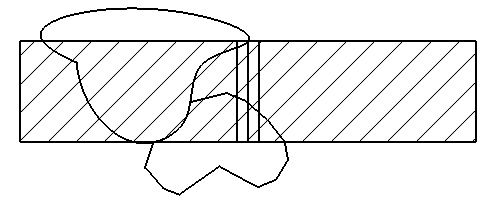
���²���ֵ��ȱ��λ�õĸı���仯��ͼ2Ϊijʯ�ֹܳ������ļ��ֹ��߸ֺ��ӽ�ͷ�������ֵ�ֲ�ͼ����ͼ2���Կ�������Ȼ���߸ֵ�
���ͬ����ȱ��λ��ƫ��ĸ��ʱ�������ֵ��ƫ�ߣ���ȱ��λ��ƫ��ʱ�������ֵ��ƫ�͡���ˣ��ں��ӽ�ͷ�ij��������ȱ��
λ����Ӱ�������ȷ�Ե���Ҫ���ء�������ҵı�����ȱ��λ��������ȷ�涨����ASTM�涨ȱ��ƫ����������ƫ��Ϊ0.1mm��
GB229�涨ȱ��ƫ����������ƫ��Ϊ0.5mm��
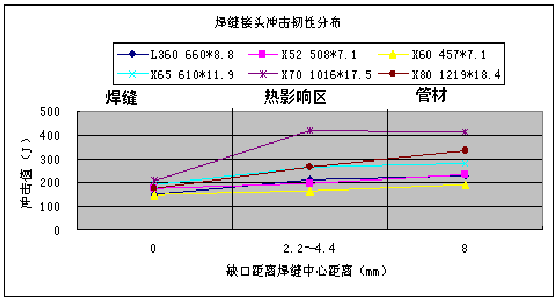
ͼ2 ���ӽ�ͷ������Էֲ�ͼ
Fig.2 Toughness distribution of welded joint
3 ���б���ȱ��λ�ü��������ֵ�Ĺ涨
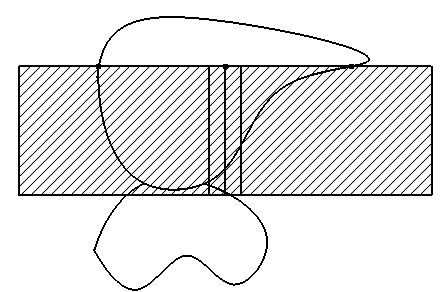
API 5L��44��涨�����ڸֹܺ������Ӱ�����ij�����飬Ϊȷ�����ʵ�λ�ÿ�ȱ�ڣ��ڿ�ȱ��ǰӦ���������и�ʴ[3]����ʴ���
��������������ʾ��������֯���ۺ��ߣ���ͼ3��ʾ������ȱ�ڶ�λ�������㡣

ͼ3 ���ӽ�ͷ�ĺ�۽���ͼ
Fig.3 Micrography of welded joint
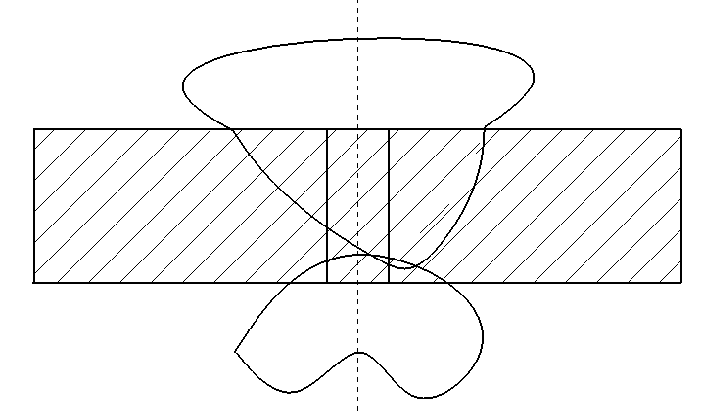
һ����Ϊ��Ӱ�����־����Ǻ��ӽ�ͷ���������������[4]��Ϊ������������߹ܵ����̼�������Q/SY GJX 0104-2007��ȷ�涨
��Ӱ�������������ȱ������Ӧ�������ϱ������⺸���ۺ��߽��紦[5]��Ŀ����ʹ�������պ�λ����Ӱ�����־�������ͼ4�м�ͷ
1��ָλ�á�ISO 3183:2007(E)�涨����ȱ������Ӧ�뺸������洹ֱ����λ���ں��������ģ���ͼ4�м�ͷ3��ָλ��[6]��
.jpg)
ͼ4 �������ȱ��ʾ��ͼ
Fig.4 Notch schematic diagram of impact cpecimen
��������ܹ���ӳ���ϵֿ����Զ��ѵ��������ڹ��߸�˫�����ĺ��������д��ڷdz���Ҫ�ĵ�λ��API 5L��44��Ժ�
�ӽ�ͷ�������ֵ����ȷ�涨����ֵ�����������ޣ��ۺ��ж���ֵ��ƽ��ֵ���������Ӱ����������ͬ������ֵ���Թܲ�
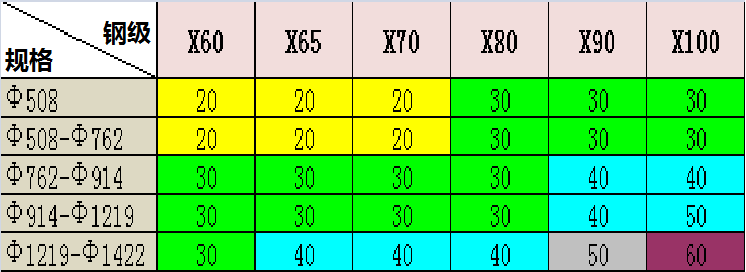
��Ҫ���������ߣ�ͨ�����ӽ�ͷ������Ҫ��ֵΪ�ܲ�����Ҫ��ֵ��75%��������Ͳ��ʵIJ�ͬ���б仯[3]�����õĹܲ���
��Ҫ�����1��ʾ���ɱ�1��֪�����߸ֵ�ǿ�ȼ���Խ���������Ե�Ҫ��Խ�ߣ����Ź��߸�ֱ�������ӣ�������Ե�Ҫ��
Ҳ����ߡ��ɴ˿��Եó����ӽ�ͷ�ij����������ֵ��ֹ�ǿ�ȡ��ܾ������Ӷ���ߡ�
��1 ���߸ָֹܳ������ֵ����Ҫ��[3]
Tab.1 Toughness requirements of pipeline steel
ֵ��ע����ǣ���ʵ�ʼ�������Ӱ�����ij�����չ��������ں���ij�����չ���һЩ���������ѽ����ߵ���������
�ֱ�Ҫ���Ҷ���Ӱ����������չ�������Ҫ������ϸ�
4 �������쳣ȱ�ڼ��������
��ʵ�������У��������ֳ������ֵƫ��ƫ�͵���������ִ��������ԭ����ȱ�ڶ�λ�ܺ�����ò���š�ȱ������ƫ�����
������������ܷ�ӳ��ʵ�ij�����ԡ����ӽ�ͷ�г������쳣ȱ����ͼ5��ʾ��
(a) (b) (c)
(d) (e)
ͼ5 ������ȱ���쳣���ӽ�ͷ
Fig.5 Some common abnormal welded joint
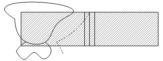
ͼ5(a)��ʾΪ��һ�����͵ĺ�����ȱ��λ���쳣����ͼ���Կ��������⺸����������㣬���⺸���������λ�ö�λ
������ȱ�ڣ����¶��������һ����Ϊ��Ӱ��������ɳ�����չ�ƫ�ߡ��������������ԭ���Ǻ�ñƫ�����������棩��
���������һ���̶����������ڣ��������в��ó��������ߵ�̽���ֶο���̽�顣�ڼӹ��������ʱ���緢����������Ӧȥ
���⺸����ߣ������ں�������λ�ö�λ������ȱ�ڻ���
ͼ5(b)��ʾΪ�ڶ������͵ĺ�����ȱ��λ���쳣���ں��ӹ��������⺸�����ߵ�ļ��ϴ��ڼӹ�����ʱ���⺸�����
����λ�ö�λȱ�ڻ������³�����һ��������Ϊ��Ӱ������ʹ������չ�ƫ�ߡ��������������ԭ���Ǻ�˿�����������
�⺸�۳ص��غ�������1.5mm���ɸ������⺸�غ���������Ķ�λȱ�ڻ������غ���С��1.5mm����Ϊ������
ͼ5(c)��ʾΪ���������͵ĺ�����ȱ��λ���쳣���������⺸�۳ص��غ�������0.5mm���������ܰ�������ȱ�ݺ�δ
�ں���֯�����³�����չ�ƫ�͡��������������ԭ�������⺸���۳��ۺϲ��㣬�����������߱��ϸ��Ʒ�ļ���������
���˽��г�����飬Ӧ�����غ�������Ϊ������
ͼ5(d)��ʾΪ��һ�����͵���Ӱ�������ȱ��λ���쳣���������������ԭ���Ǻ�ƫ�������⺸�����ߵ㲻�غϡ��ڼӹ�
�������ʱ���⺸���ۺ��߶�λ��Ӱ�������ȱ�ڻ������¶����������һ�����ں��죬ʹ��Ӱ����������չ�ƫ�͡�
��������Ĵ��������ǣ�����ƫ��С��3.0 mmʱ���ɽ��ں���Զ���⺸��һ�˵��ۺ��߱���ѡΪ��Ӱ�������ȱ�ڵĻ���
��ƫ������3.0mmʱ����Ϊ������
ͼ5(e)��ʾΪ�ڶ������͵���Ӱ�������ȱ��λ���쳣��������ԭ�������⺸����ۿ����ϴ��´־�����Χ����ʶ��
�ӹ�����ʱ����Ӱ������������Ϊ���ۺ��ߣ�ʹȱ�����Ŀ�����Ӱ������࣬����������Ӱ�����־�����Ϊ�˽���������⣬
��ʵ�ʼӹ���Ӧ���ý��ฯʴ�İ취ȷ��λ�ۺ��ߡ�
5 ����
��1�����ı�V�ͳ�������У��������λ��������ȱ�ڼ�˵�λ�ã�ȱ��λ����Ӱ�������ȷ�Ե���Ҫ���ء�
��2��Ϊ��ȷ�����ʵ�λ�ÿ�ȱ�ڣ���ȱ��ǰӦ���������и�ʴ����Ӱ����ȱ������Ӧ�������ϱ������⺸���ۺ��߽��紦������ȱ
������Ӧλ���ں��������ġ�
��3�����ӽ�ͷ�ij����������ֵ��ֹ�ǿ�ȡ��ܾ������Ӷ���ߣ�����Ӱ����������ֵ���ں��������ֵ��
��4����ʵ�ʺ��ӹ�����������ֺ�����ò������Ӧ������������������������Ϊ��������ñƫ��ʱӦȥ���⺸����ߣ�������
��������λ�ö�λ������ȱ�ڻ��������⺸�۳ص��غ�������1.5mm��������⺸�غ���������Ķ�λ����ȱ�ڻ������غ�
��С��1.5mm����Ϊ����������ƫ��С��3.0 mmʱ���ɽ��ں���Զ���⺸��һ�˵��ۺ��߱���ѡΪ��Ӱ�������ȱ�ڵĻ�������ƫ
������3.0mm����������
�ο����ף�
[1] ����.���߸�����߸ֹ�[M].����:�й�ʯ��������,2012.
[2] ������.���̲�����ѧ����[M].����:��е��ҵ������,2010.
[3] API 5L��44 ��. ���߸ֹܹ淶. 2007.
[4] ��С��,������,������,��.��ǿ�ȹ��߹ܺ��ӽ�ͷ��ͬȱ��λ�õĶ�������[J].����, 2009,32(8):21-25,30.
[5] Q/SY GJX 0104-2007,����������߹ܵ�������ֱ�����ܼ�������[S].
[6] ISO 3183: 2007(E), Petroleum and naturalgas industries-Steel pipe for pipeline transportation systems[S].