����ΰ
�й��˹�ҵ���˽�������˾
��ժҪ��������ǵ绯ѧ�ܽ���̣��Ա�����Ϊ�����������Խ���Ϊ����������ͬʱ���뵽�����У�ͨ��ֱ�����������ѡ���Ե������ܽ⣬�Ӷ��ﵽ������������������Ч�������ĵ��ص��ǣ�1.��ı��治��������ʲ㣬����Ӧ��������ȥ�����Сԭ�е�Ӧ���㣻2.�������û�е���Ӳ�ʲ��ϡ����ʲ����Լ��������������ڡ���״���ӡ�ϸС���������Ʒ���ܼӹ���3.��ʱ��̣����ҿ��Զ��ͬʱ�⣬Ч�ʸߡ�
[�ؼ���] �������� �����
1.����
���ڵ������������ŵ㣬��Ժ��Ӳ�Ʒ�����������������һЩ�Ƚϴ�ģ�����50*50mm�����ߺ��С��5mm�ġ���������Լ�һЩɰֽ����Ч�������Ե���������ͳ��Ԥĥ�����豸�Ѿ�������������Ҫ���ڴ������ֻ�н������жϣ��������ƻ��˺��Ӽ��������֯�����������Ĺ۲�����֯��ȱ�ݣ����������֯�����������ױ�֤��Ϊ�˽�������������ѵ����⣬�������ߴ��������������������ҪѰ�ҳ�һ�ּ���ݡ��ɲ�����ǿ�ķ����Խ����������д�������Ҫ�ܹ��ﵽ����������Ҫ�ľ��Ⱥ�����Ҫ��
2.�����װ�ü�����ԭ��
2.1װ�ü��
����������ԤĥҪ��ͣ��ٶȿ죬�������Ҳ���ڵ��Һ�ɷֶ������ӣ��Ծ������Ҫ���տ��еIJ����淶��һ�����Ѷȣ�Ϊ�˳�ַ��ӵ�����ڽ��������е��ŵ㣬�����������е����������˼������װ�ã���ѡ�������£���1����ѹ��ѹ��3K ��2�������� ��3��1000mL�ձ� ��4��2.5A��Դ�� ��5��ֱ����ѹ����100V/0.5���� ��6��ֱ����������0-25A/0.5�����ȣ�����ͼ1��

��ͼ1��
��װ�����ֱ����ѹ60V��ֱ������12A���Ҿ��е�����ѹ�������ŵ㣬����ر������ڵ���⣬Ϊ��ȷ����ȫ�����Dz��þƾ���ȴ�ķ�ʽ�Ե��Һ�����¶ȿ���.
2.2����ԭ��
�������һ����ѧ���̣����ý��������������ض����Һ�к��ʵ������ܶ��£����ȷ��������ܽ��ԭ���������һ�ֵ��ӹ����ֳƵ��⡣
Ŀǰ��������Ҫ�DZ�Ĥ���ۣ������ʱ�Լ��������γ�һ�㱡����ճ�Ա�Ĥ���˱�Ĥ���кܸߵĵ��裬�����ֵı�Ĥ��ȱȰ��ݴ�Ҫ�������������ֵı�Ĥ�Ե��Һ����ɢ���þͽϾ��ң����ڸô���Ĥ��������Ҳ��С�������ܶȴ�֮�Ե��Һ����ɢ����ǿ�ң���Ѹ�ٱ���������ܽ⣬ ʹ�����ƽ̹���γɹ⻬���棬������Ϊ������ֱ����Դ����������Ǧ������ֵ��͵��Һ��ʴ�ĵ��������Ϊ��������ֱ����Դ�ĸ������������һ�����������Һ�У� ��һ���¶ȡ���ѹ�͵����ܶ��£�ͨ��һ��ʱ�䣬���������ϵ�С�ֱ������ܽ⣬ȥ����������ӹ����β㣬�����ƽ�������ı��档
2.3���µ��
�����Һ��ѡ�����ߵ�����Ч����Ϊ��Ҫ�����ã�̼�֣�16Mn������ѡ����72%������+99.5%������=1:10������ȣ�������֣�316L��ѡ��60%������+��ˮ�Ҵ�=1:4������ȣ�.�ɸ����ữѧ���Կ�֪����һ���¶������������ֽ⣬4�ȣ�l��4 =2Cl2��7O2��2H2O ,�¶����߷�Ӧ�ٶȼӿ�,Ũ�ȴ�70��80����ȼ�ױ�.Ϊ��֤�������� �İ�ȫ�ɿ���������õ���Ч�� �����ǰ����ϱ������ã� ��Ũ��ԶԶ����70��80������ɴﵽ����Ŀ�ġ�
3.�����淶��Ч��
3.1�����淶
3.1.1̼�֣�16Mn�������55×30×55mm��
72%������+99.5%������=1:10������ȣ�
�������������� 1��
������Ǧ�壨60×60mm�� 1��
�缫��ࣺ5��7cm
��������DC 6.9��7.8A��
��ѹ����DC 35��39V��
ʱ�䣺4.5min
���Һ������900ml
��ǰ��Һ�¶ȣ������¶�
��ʱ��Һ�¶ȣ��棩��30��52��
��ĥ��ˮɰֽ��600#
�¶ȼƣ�0-100��/1��
3.1.2 ����֣�316L�������60×2×20mm��
60%������+��ˮ�Ҵ�=1:4������ȣ�
�������������� 1��
������Ǧ�壨60×60mm�� 1��
�缫��ࣺ3��5cm
��������DC 8��10A��
��ѹ����DC 30V��
ʱ�䣺4��5min
���Һ������500ml
��ǰ��Һ�¶ȣ������¶�
��ʱ��Һ�¶ȣ��棩��40��58��
��ĥ��ˮɰֽ��240#
�¶ȼƣ�0-100��/1��
3.2�������
3.2.1̼��(16Mn�������55×30×55mm��
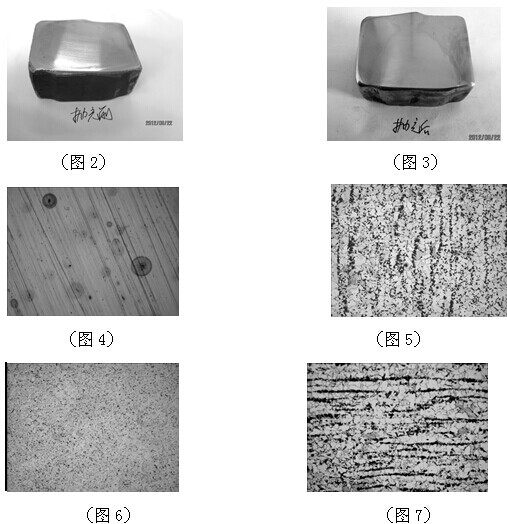
��ͼ2��Ϊ��ǰ��600#ˮɰֽ��ĥ���ͼƬ��
��ͼ3��Ϊ����ͼƬ���������������졣
��ͼ4��Ϊ��ǰ��4%����ƾ���Һ��ʴ����200X�����¹۲����·��
��ͼ5������ͼ6���ֱ�Ϊ���4%����ƾ���Һ��ʴ����200X�����¹۲��ĸ�ĺͺ�����֯ͼƬ��
��ͼ7��Ϊ��е���4%����ƾ���Һ��ʴ����200X�����¹۲��ĸ��ͼƬ��������ȿɼ���������������������ۣ������徧���dz��ྻ�����е�����졣
3.2.2����֣�316L�������60×2×20mm��
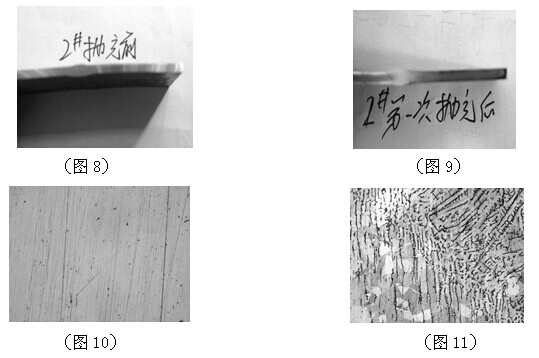
��ͼ8��Ϊ��ǰ��240#ˮɰֽ��ĥ���ͼƬ��
��ͼ9��Ϊ����ͼƬ���������������졣
��ͼ10��Ϊ��ǰ����ˮ��ʴ����200X�����¹۲����·��
��ͼ11��Ϊ�����ˮ��ʴ����200X�����¹۲��ĸ�ĺͺ�����֯ͼƬ��
��ͼ11��Ϊ��е�����ˮ��ʴ����200X�����¹۲�ĸ���뺸���ͼƬ��������ȿɼ���������������������ۣ���ʴ�������dz��ྻ��
4.������
ͨ�����Ƽ������װ�ã�����������Һ�Լ���ѹ��������ѡȡ�������ֲ��ʣ���̼�ֺͲ���֣����������ĵ������̱��������������ȷ���Ĺ��ղ����ܹ������������ֲ��ʽϴ�ģ�����50*50mm�������С��5mm�Լ�����������������Ч�������Ҳ�������������ڿ��ƣ�����������ʴ�����ۡ���Ч���ã��ر��Dz���������ĵ����Ч���ǻ�е�����ɱ���ġ�
�����
��1�����Ӣ����. ���洦�������ֲ��M��.������е��ҵ������.1997
��2���ž���.�� ���λ������⼰����ʴ�Ե��о���J�ݻ����豸�����.2000��3����43��50