����*����ѧԪ�����ǣ��Ŵ��֣�����
����ʦ����ѧ ����ϵ������ 100037��
ժ Ҫ���ǽӴ�������������������һ�ֲ��뱻�������ֱ�ӽӴ��ķ�ʽ���г��������ĺ��������ⷽ������Ӵ�ʽ����������ȣ��ǽӴ�����������ʽ��ɢ�Ǹ���ⷶΧ���㣬��ͬʱ�����ڴ��ԡ���Ƭ�ͱ�����Լ�һЩ������ֱ�ӽӴ��Լ��������⡣��̼��ά���ϲ��ϳ�����˼������У��ɳɹ����ȱ������λ�á���С����������������С���˴��ļ��Ч���Ϻã����ܻ�ýϸߵ�����ȣ������ǽӴ�����������ʽ��Ӧ����̼��ά���ϲ��ϳ�����˵�ȱ�ݵļ�⡣
�ؼ��ʣ��ǽӴ����������������ȳ��������⣻̼��ά���ϲ��ϣ��������
��ͼ����ţ�TG115.28 ���ױ�ʶ�룺A
0�� ����
̼��ά���ϲ�����Ϊһ���Ƚ��Ľṹ���ϣ����иߵı�ǿ�ȡ���ģ������ƣ�͡����ȡ������һϵ���������ʣ������ִ���ҵ�����Ӧ�÷dz��㷺[1]��
�����ڲ��ǿ�ȵͣ����ϲ��ϲ�ϰ���������͵�������ٳ�����˶�ʮ�����У�������������ΪĿ�Ӳ��ɼ���ڲ����ˣ���Ҫ��ʽΪ���忪�Ѻͷֲ�����[2]������ʱ�������ά�Ķ��ѡ����Ϊ��֤���ϲ���ʹ�õİ�ȫ�Լ��ɿ��ԣ����������Ч�ļ�⣬�Ѿ���Ϊ���ϲ���������ʹ���ߵ���������[3]��
�����������ǽ��������ٷ�չ������һ�������⼼����������ʽ������ʽ������Ƽ������������������ȡ�������Ⱥ��������ⷽ���ѱ�����֤����һ�������ڸ��ϲ��ϵ���Ч�ҿ��ٵļ�ⷽ��[3][4]��ͬʱ�Ӵ�ʽ�ȳ�����ⷽʽҲ�����ڸ��ϲ��ϳ�����˼��[5]����Ŀǰ�ij���������ʽ����Ҫ������ǹͷ���Լ�ֱ�ӽӴ���ʩ��һ��ѹ�����Ӷ���������������뱻����������ȼ��������ּ�����ʽ��ijЩ����¿�����ɱ�������һ���̶ȵ����ˡ�
�ǽӴ�����������ʽ�Բ��뱻������ֱ�ӽӴ��ķ�ʽ���г����������ڱ���ֱ�ӽӴ�������˿����Ե�����£�ͬʱ���г��������ɿ���ǿ�������ȸߡ�����ٶȿ켰ʹ�÷�����ŵ㡣����Ӧ�ø÷�����̼��ά���ϲ��Ͻ����˼�⣬������������弤����ʽ�����������Ӧ�Ƚϡ�
1�� ����ԭ��
�ǽӴ�������������������һ�ֲ��뱻�������ֱ�ӽӴ��ķ�ʽ���г��������ĺ��������ⷽ������Ҫʹ���Ե�Ƶ�ʳ����ij���ǹͷΪ����Դ��������Χ�������γ����������Կ�����ϵķ�ʽ������������塣Я�������������������Լ��п��ٴ��䣬���䴫�����Ǿ��Ȳ�λʱ�����佻��������Ħ��[6]������Ϊ�Ǿ�����������������ĵ������ʲ�ͬ������˥������������������ȱ�ݻ��������Ķ࣬�����ȵ�ЧӦ���ͺ�ЧӦ[7]���Ӷ����³�������ת��Ϊ���ܡ��������������Ȳ�����ʽ���Լ����洫��[8]����Ӵ�ʽ����������ȣ��ǽӴ�����������ʽ��ɢ�Ǹ���ⷶΧ���㣬��ͬʱ�����ڴ��ԡ���Ƭ�ͱ�����Լ�һЩ������ֱ�ӽӴ��Լ��������⡣
���ԭ����װ����ͼ1��ʾ���ǽӴ�������������ϵͳ�ɷǽӴ���������ϵͳ������������̽��ϵͳ�����ݴ�������ϵͳ��������ɡ��ڶ��Լ����зǽӴ���������������ͬʱ��ͨ����������Ƶĺ���������ͬʱ����۲Ⲣ�ɼ����ݣ������ϱ����¶ȳ��ı仯��Ȼ���������������ר�ŵ�������ͼ����з����������Ӷ��Բ����ڲ������쳣������з�����ʶ��
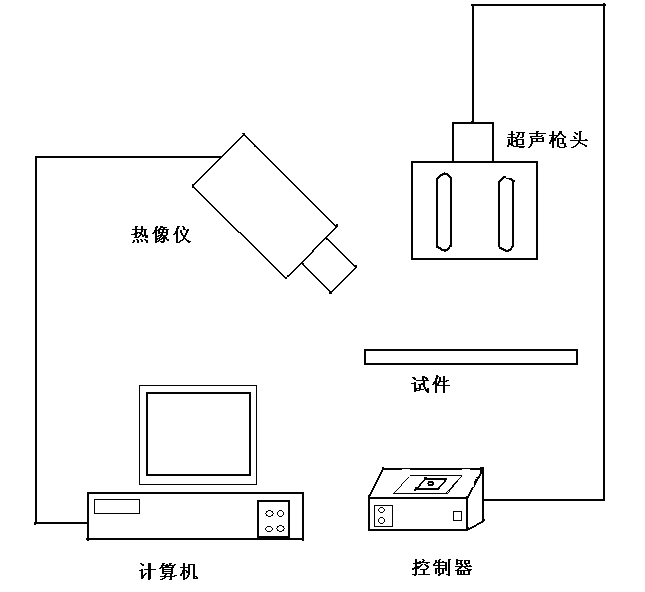
ͼ1 �ǽӴ�������������ϵͳװ��ͼ
2�� ������̼��������
����ѡ��10��ͬ��̼��ά��ǿ��㸴�ϲ��ϰ壬�ߴ��Ϊ90mm×55mm×1.5mm�����̷���[0/90]2S��16�㡣���ٳ���������ó�ͷΪ20mmֱ���ĸ��ʰ������ó����������Ӧ������1��
��1 �Լ���ż���Ӧ�������
|
�Լ����
|
�������/J
|
|
1,2
|
2
|
|
3,3
|
3
|
|
5,6
|
4
|
|
7,8
|
5
|
|
9,10
|
6
|
�Լ��ɼ���ʵ����ͼ2��ʾ����Ŵ�1��10�����̿���

ͼ2 ̼��ά���ϲ��ϰ�ɼ���ʵ��ͼ
�ǽӴ���������ϵͳ����BRANSON��˾������ͺ�Ϊ2000aed�ij����ǣ�����ǰ�Ƚ��Լ��̶��ڹ���̨�ϣ������ڳ���ǹͷ����Լ860mm�������õij���Ƶ����20kHz���������Ϊ100%������ʱ��ԼΪ5s������ԼΪ400W��
����������̽��ϵͳ�����������Ǻ�ͼ���СΪ320×240���أ���������Ϊ3.7��4.8μm����������ھ��Լ�Լ40cm����������Ϊ��Ѳ���״̬���������òɼ�Ƶ��Ϊ60Hz������ʱ��Ϊ200μm���ɼ�ʱ��Ϊ15s��
���ݴ�������ϵͳ��ʹ�õ�EchoTherm������Ҫ�Ƕ����������ɼ���ԭʼ��ͼ���д�������������������ԱȶȵȲ������Լ�С��ʼ�¶ȵIJ�ͬ���������Լ�ʹ�����Ϊ���ԡ�
�ó��������ζ��Լ����зǽӴ������������Dzɼ�����������ȥ��ʼ����Ӱ�죬���ý����ͼ3��ͼ4��ʾ��

ͼ3 ��һ���Լ��ǽӴ��������������

|
�Լ�2
|
�Լ�4
|
�Լ�6
|
�Լ�8
|
�Լ�10
|
ͼ4 �ڶ����Լ��ǽӴ��������������
����ǹͷ���м���ʱ��������Χ���������Կ�����Ϊ��Ͻ��ʽ����������뱻���Լ�����ͼ��֪���Ч�����ã��ܳ�����������ڲ��ṹ��һ�����ˣ��ܼ���ʱ����ô�Ħ�����ȣ��Ӷ��������쳣����ͼ�е��Լ���������ͼ��������Լ���оߵ�Ħ����Ҳ�����������ܡ���ͼ�ɹ۲��Լ����쳣��������������Գ����Ϊ���ĵ�λ�ã�����һ���̶���������ɢ��������ʩ�ӳ�������������쳣����Ҳ����֮��������ơ�
ͬʱ�������Լ�Ҳ������������弤������������֤��⣬���ý����ͼ5��ʾ������Ϊ��һ���Լ�������Ϊ�ڶ����Լ���
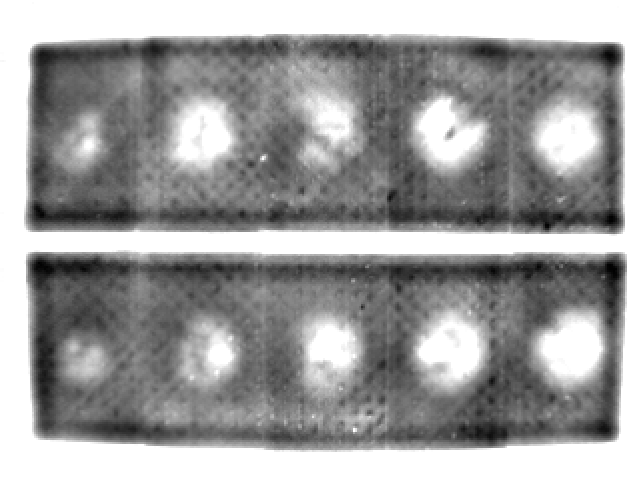
ͼ5 �����Լ���������弤���������
��������巨������ɲ�ͬʱ��ֱ���ʾ�˲�ͬ���ʱȱ�ݴ����������쳣��ȱ�����������ɼ���������̼��ά���ϵ����Խ�ǿ������Ƽ�����ͬʱ���Կ������DZ�����ڲ���ά���м�����
���ּ�����ʽ�Ƚϣ���֪�ǽӴ������������������ȱ��λ�ü���С������Ƽ�����ʽ�����������������ڷǽӴ�����������������Ϊ���У�����ͼ��������Ҳ������������弤��������Ϊ�������������Լ�������ȱ�ݴ��������ڲ����൱��һ����Դ����˶���С���˴��ļ��Ч�������һЩ��ͬʱ�����ڲ���������ͼ�۲�ͬʱΪ�������ɺܺõĹ��������˷�Χ������������弤������ʾ�����Dz�ͬ��ȴ����������������ʵ�ʼ���пɸ��ݲ�ͬ����Ŀ��ѡ������ʵļ�ⷽ����
3�� ����
���Ľ����˷ǽӴ������ⷽ���Ļ���ԭ������������ڴ�ͳ�����ⷽ�����ص㼰�����ԡ���̼��ά���ϲ��ϳ�����˼������У��ɳɹ����ȱ������λ�á���С��������������һ�ֿ��еļ�ⷽ�����������������弤�������ԣ����߰�������Ϣ�����в�ͬ�����ǽӴ����弤��������С���˴��ļ��Ч�����ã����ܻ�ø��ߵ�����ȣ������ǽӴ�����������ʽ��Ӧ����̼��ά���ϲ��ϳ�����˵�ȱ�ݵļ�⡣
�����
[1] ��СƼ. ̼��ά��ǿ���ϲ��ϵ�Ӧ����״[J]. �߿Ƽ���ά��Ӧ��, 2004, 29(5): 34-36.
[2] ����, ��ƽ, ������, ��. ���ٳ��������̼��ά���ϲ����̲������˷���[J]. ���ϲ���ѧ��, 2006, 23(2): 150- 157.
[3] ������, ����, ��С��. ̼��ά��ǿ���ϲ��ϲ�ѹ����ٳ�����˵��������������[J]. ������, 2009, 31(12):977-979.
[4] ����ϼ, ������, ����ϼ, ��. ̼��ά��ϰ���ٳ����ĺ����Ȳ�������[J]. ���ϲ���ѧ��, 2010, 27(6):88-93.
[5] Yue Li, Zhi Zeng, Dapeng Chen, et al. Application of thermosonics NDT in the detection of composite
materials[J]. Proceedings of SPIE 2008, Vol.7656, pp.1-7.
[6] Han X, Li W, Zeng Z, et al. Acoustic chaos and sonic infrared imaging[J]. Phys Lett, 2002,81(17):3188
[7] ����. ���������������������������е�Ӧ��[J]. �Ͼ���ѧѧ��(��Ȼ��ѧ��),2003,(4):105.
[8] �´���, ������, ����, ��. ����������������⼤�⺸������[J]. ������,2008,30(10):747-749.