��ǩ��
���ܶ�ĺ����ⶨ��������������������ʱ���ȱ����ȵĹ�ϵΪ������������Ԥ��6��ƽ���IJ������Ϊʵ���Լ���ѡȡһ�ֲ���Ҫ�ο������PSDT�����в����㡣
�������л�1,2 ���� 1,2,3 �Ŵ���1,2����Ƽ1,2
����1��ʦ����ѧ����ϵ,������̫���Ȳ���������ص�ʵ���ң�����100048
����2��ʦ����ѧ����ϵ��̫���ȹ����ѧ�������ص�ʵ���ң�����100048
����3����ʦ����ѧ��������ӹ���ѧԺ������400047
����ժҪ ���ܶ�ĺ����ⶨ��������������������ʱ���ȱ����ȵĹ�ϵΪ������������Ԥ��6��ƽ���IJ������Ϊʵ���Լ���ѡȡһ�ֲ���Ҫ�ο������PSDT�����в����㡣�Զ����¶����ߵĶ����ַ�ֵʱ����Ϊ����ʱ�䣬��������ʱ������ȵ�ƽ�������ȹ�ϵ���ɴﵽ����Ŀ�ġ���VC�������ʵ�����������ݼ��㣬������С���˶���ʽ��������ټ�������¶�-����ʱ��Ķ����ַ�ֵʱ�̣����������ͼ��ֱ�۾�ȷ����ʾ����������ʵ����ȱ����ȵ��Զ�������
�����ؼ��� �����ַ�ֵ;��Ȳ���;����������
������ͼ����ţ�O434.3 ���ױ�ʶ�룺A
����The research of defect depth’s measurement based on the method of second-order derivatives peak value
����Wang zhong-Hua1,2 Zeng Zhi1,2,3 Zhang Cun-Lin1,2Huang Xin-Pin1,2
����1Department of Physics, Capital Normal University, Beijing key Laboratory for Terahertz Spectroscopy and Imaging, Beijing 100048��China
����2Department of Physics, Capital Normal University, Key Laboratory of Terahertz Optoelectronics Ministry of Education, Beijing 100048��China
����3Institute of Physics and Electronic Engineering, Chongqing Normal University, Chongqing 400047��China
����Abstract Recently many methods of quantitatively analysis infrared evaluation have been proposed,which always based on the relationship between specified characteristic time and defect depth.In this paper,using a PSDT method to predict of defect depth,which do not need a reference.Stainless steel which was machined with six flat-bottom holes is selected as experimental sample.Second-order derivative of logarithmic temperature's peak time is specified characteristic time.Specified characteristic time has certain relation with square of defect depth.Using VC programming to compute any hole of the sample.Fitting the data by least squares polynomial,then compute logarithmic temperature-logarithmic time's second-order derivative peak time.The final results is showed by figures directly and concisely.So it realized the measurment of defect depth automatically.
����Key words Peak value of second-order derivatives;Measurement of depth;Infrared pulsed thermography
����0����
����Ŀǰ�������������⼼����Ӧ�õ����ֲ���ȱ�ݵ�̽�⣬ͨ�������ض�����ʩ�����ڡ�����Ⱥ�����ʽ�Ŀɿ��ȼ����ȼ�����ʹ�����ڲ���ȱ���Ա��泡�²���ֳ�������ʹ�������������۲Ⲣ�ɼ������³��ı仯���ɴ˻�õ�����ͼ�Ǽ�����������Ҫ���ݡ����Զ�����̽���������ȱ�����й㷺��Ӧ�ã����縴�ϲ��Ϻͽ������ϵĸ�ʴ����ײ���ˡ��ֲ�ȡ�������ۺ�ʵ��֤����������ȳ���Ķ����о���ȱ�ݵ���ȡ���С������������Ч��[2-3]��
�����ڹ�ȥ��20����ȱ����ȵĶ��������Ѿ���Ϊ��Ҫ�������о����⣬�ܶ�IJ��Ҳ�����ˣ���Ҳ����ͨ������ʱ��(SCT)��ȷ��ȱ����ȵķ�������һά���߶�ά����ģʽ�£����з����õ�ij����ֵʱ����Ϊ����ʱ�䣬����ʱ���ȷ���ֱ�ӹ�ϵ�����������ȷ�ԡ����õIJ�����ȶԱȶȷ�ֵ��(PCT��)���ȶԱȶȱ仯�ʷ�ֵ��(PST��)�������¶�-����ʱ�����߷��뷨�������¶�-����ʱ������ַ�ֵ��(PSDT��)��ǰ���ַ�������ѡȡ�ο����ο���ѡȡ��������ȱ�������¶ȣ����������������¶ȵ�ƽ����Ϊ�ο��¶ȣ�������ǰ��֡��ƽ���¶ȣ������ȶԱȶ�(��ȱ��������¶ȼ�ȥ��ȱ��������¶�)��ֵȷ������ʱ�䣬PSDT��������Ϊ�ֶ�ѡ��IJο����������Ĵ����Ľ�ѡȡ�����ƽ����Ϊʵ���Լ�����ֱ�۵�VC���������������֤��һ���[7]��
����1���ۻ���
�������������������ԭ����ͼ1��ʾ�� �ɼ���(���������)�Ա����Լ����ȣ��������Լ��ڴ�������������(��ȱ�ݻ�������)���ȴ������裬����ȱ���Ϸ��Լ�����������쳣�������Ǽ�¼�����ȱ仯�Ĺ��̲�ͨ�������ߴ��͵��������

����ͼ1 ��������ȳ�����ͼ
����Fig.1 Sketch map of pulsed thermographic
�����ڸ���������Դ�����ͱ߽�������ǰ���£�ͨ������ȴ������̿��Եõ������Ȳ���ý���д����ĺ�������ɢ���̣�
�����ȴ�������Ϊ��

����(1)
������������Ƚ��ʵ��ȴ�������Ϊ��
����
����(2)
��������

������ʾ��λ���ʩ���ڱ��������
����
����Ϊ�����Լ�������ϵ����
���������������ȱ�ݻ����ǽṹ�쳣����ôһά�ȴ�������Ϊ��

����(3)
��������һά�ȴ���ģ�ͣ������Ȳ�ʵ��ı����Լ��ȶԱȶ�(ȱ�����Ĵ�����ȱ�ݴ��ı����²�)���Ա�ʾΪ��

����(4)
��������
��
����������ɢϵ���������˲��ϴ����ȵ�������
����
�����DZ����Լ����(��ȱ�����)��

����Ϊ���崫�������ֲ��Ͻ��淢����

�����η��䡣
�����ȶԱȶȷ�ֵ��(PCT��)��ֱ������
�����ķ�ֵ��Ӧ��ʱ����Ϊ����ʱ��

����������ʱ��Ĵ�С��ȱ����ȵ�ƽ�������ȡ��ȶԱȶȱ仯�ʷ�ֵ��(PST��)��
����
������һ������ֵ��Ӧʱ����Ϊ����ʱ��

����������ʱ��Ҳ��ȱ����ȵ�ƽ�������ȣ�����ȱ�ݴ�Сû�й�ϵ[1]��
���������¶�-����ʱ�����߷��뷨(PSDT��)���Զ����¶�-����ʱ��Ķ����ַ�ֵʱ����Ϊ����ʱ��

������ ����Ҫѡȡ�ο�����
�����Զ����¶�-����ʱ���һ����Ϊ��

����(5)
�������Ķ�����Ϊ��

����(6)
�������� ��

����(7)

����(8)

����(9)
������

����ʱ��

����ȡ�����ֵ����ʱ��Ӧʱ�伴Ϊ����ʱ��
���������СΪ��

����(10)
������(10)ʽ���Կ���������Լ�����һ��ʱ������ɢϵ����ȷ����ȱ����ȵ�ƽ�������������¶ȵĶ����ַ�ֵʱ������ȡ�ͨ���������۷�������֪�����ο������ѡ���ʹ����в�ȷ���ԣ��������������ö����ֶ���ʱ�����ߵķ�ֵʱ�䲻��Ҫѡȡ�ο�����ʹ������ʱ����ظ��ԽϺã����ʺϹ��̻����������Ľ�ѡȡ��ҵ�г����IJ���ղ�����Ϊ̽������ö����¶ȶ����ַ�ֵʱ����Ϊȱ����Ȳ���������ʱ��[4-5]��
����2ʵ���Լ�ѡȡ
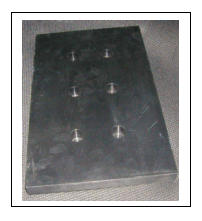
����ѡȡ�ߴ��dz�300mm����200mm����20mm�IJ������Ϊʵ���Լ����ײ����6����Ȳ�ͬ��ƽ����ÿ��ƽ����ֱ����Ϊ20mm����ȷֱ�Ϊ1mm��2mm��3mm��4mm��5mm��6mm���ֱ��Ϊ1��2��3��4��5��6���䱳��ͼ��ʵ��ͼ����ͼ��ʾ��

����(a)
����(b)
����ͼ2 (a)�����ƽ���ߴ�ͼ
����(b)�Լ�ʵ��ͼ
����Fig.2 (a)Sectional drawing of stainless steel flat bottom holes
����(b)Image of the sample
����ʵ������ĺ����Ȳ�ʵ��װ����ͼ1��ʾ��ͨ������4.8kJ������Ƹ��Լ��ĵײ�ʩ��ƽ�е�������Դ��ѡ�ý�ƽ�������������ǣ�ͼ���СΪ320×240���أ����в�����8um-9um�������ǹ�Ǿ�ͷ���Լ��ľ���Լ40cm����ʵ����й������ǽ��Լ��ļ��ƽ�����������ǣ����ȱ��Խdz�Ķ�Խ������ֳ���[6]��
����3�������㼰�������
����3.1��������
�����Լ�����Ľ��¹�������������60Hz��Ƶ�ʲɼ�30s���ܹ�1800֡ͼ���ļ�����Ϊdcb��ʽ����t=6sʱ������Լ��Ķ�ά������ͼ��ͼ3��ʾ��ͼ���������ؿ���6��ƽ��ȱ�ݵ�λ�ã������Ȳ��������ۺ�����֪������Խ������Խ���ƽ��ȱ��Խdz�����Dz��ܶ�����ָ�����ǵĴ�С��ϵ[8-9]�����Ľ�ͨ������ʱ��-�����¶ȵķ�ֵʱ��ȷ��������ʱ�䣬���ȱ����ȣ�������Ƚ���Զ�ά��ͼ�ķ�ʽֱ�۱��ֳ�����

����ͼ3 t=6sʱ�ĺ�����ͼ
����Fig.3 Infrared image at t=6s
����dcb�ļ��洢�����ݸ�ʽ�ǣ���λ���ݣ���λ��������λ���ݣ���λ������������ת������ֱ�Ӷ�ȡÿһ֡�ĸ����¶�ֵ���������ݴ����ͼ��㡣dcb�ļ����ݴ�����˳���ǣ���ȡ�ļ����� - ����������- ���ݹ�һ��- �������-PSDT�����㡣
������ʵ���ȡ����ʽ�ɼ�����VC��̴������ݵ�ʱ���ȥ����������ǿ�Աȶȣ�һ��ѡ��ǰʮ֡�¶ȵ�ƽ����Ϊ��������ȡ6��ȱ�����������¶�ʱ���źţ�Ϊ��С�����ȱ������ѡȡ3×3�������ݵ�ƽ��ֵ�����㡣������������ɢϵ���ߣ��ɼ�Ƶ�ʱȽϸߣ����ºͽ��¹��̶��dz�Ѹ�٣�ֱ����ϻ���ֽϴ���ֻ��ע������ͼ�Ľ��¹��̣���ȡ����ʱ��-�����¶ȵĽ���������Ͽɼ�С�����ǵ���궨������ȿ��ܲ����ϴ����������������С���˷�����ʽ��ϣ�������ͼ4��ʾ����һά���ȴ���ģ���£�������ȱ�ݴ��ȷ���������ֳ�����ȱ�����ߵ��¶ȣ�ȱ��Խdz����Խ�콵��ҲԽѸ�١� ������һ�����������Ҳ�ܿ�����������ȱ����ȹ�ϵ��(����6��ƽ���ļ������������ȱ�����ĵ�3×3��Χ��ƽ���¶ȼ���)

����ͼ4 ����ƽ����һ������Ϻ���ϵ�����
����Fig.4 Normalization and fitting curves of the six flat bottom holes

����ͼ5 ��ȱ�ݵĶ����¶�-����ʱ�����������
����Fig.5 Second-order derivatives of defects lnT-lnt curves
������ͼ5���Կ���ȱ�����Խdz��Ӧ�Ľ��¹���ԽѸ�٣���ͼ��Խ��������쳣��ȱ����Ȳ�ͬ��Ӧ�ķ�ֵʱ��Ҳ��ͬ��ȱ��Խdz�������¶�-����ʱ�����ߵķ�ֵʱ��ԽС��
����3.2�������
��������ȱ����ȴ�С��ƽ�������������ȣ����������ϵ����ͨ�������¶ȷ�ֵ�����֡��ȷ��������ʱ�䣬�̶����ȱ����ȡ��Լ���ÿ��ȱ�������������ֵʱ�̵Ĺ�ϵ����1��ʾ��������֪ȱ����Ƚ�С�ļ���������ȱ����ȴ��������ԭ���DZ��ĵIJ���ǻ���һά�ȴ���ģ�ͷ����ó�����ͼٶ��˰������ȵĽ��ʵ��ȴ�������ʵ���ȴ������̻�����ά����ɢ�����ߴ��Ӱ�졣
������1ȱ�ݵĶ����¶ȶ����ֶ�Ӧ������ʱ�估������
����Tab.1 The logarithmic temperatures second-order derivative peak time of defects and the compute result
����ȱ�����(mm)123456
������ֵ��Ӧ֡513264180122
��������ʱ��(s)0.08370.21670.42840.86171.3342.033
��������ֵ(mm)1.1211.8072.5413.6044.4835.536
������֪����ֵ��ȴ���ϵ��

����������(10)ʽ��������������ȱ����ȣ�ͼ6��ѡȡ�к�Ϊ87��160��ȱ��������ߣ������ߵķֲ����Կ���6��ȱ����ȵĴ�С���Լ���ȱ������ĶԱȡ�

����ͼ6 �����ȱ���������
����Fig.6 Defect depth of stainless steel curves

����ͼ7 ƽ����ȶ�άͼ
����Fig.7 Depth 2D drawing of flat bottom holes

����ͼ8 ƽ��ȱ�������άͼ
����Fig.8 Depth 3D drawing of flat bottom holes
����������ͼ�Dz�����Լ������������ȶ�άͼ����άͼ�����Կ���6��ƽ��ȱ����dz��ϵ����ȱ�ݱ߽��нϴ����������������Ȳ���Ч�����롣��ά�����ͼ��ֱ���ú��������Dzɼ�������ͼ������Ҳʵ���˶���������Ŀ�ģ���ά��ͼ�Ľ������ֱ���Ժ������ԡ�
����4����
��������ѡȡ�������Ϊ�Լ��Լ��ڵײ����6����Ȳ�ͬ��ƽ��ȱ�ݣ�������������ȼ�����һά����ģ�����ۣ���϶����¶ȵĶ����ַ�ֵʱ�������ƽ�������ȵĹ�ϵ�����Լ��ĺ�Ƚ�������������Զ����㡣�����۷�����֪PSDT������ѡ��ο�������ͽ�������ο���ѡ��ʧ���������ͨ��VC�������ʵ���ļ����ݵ���ȡ�ͼ��㡣���ݴ���ʱ��ϲ�����ȴ�������ص㣬�Բɼ������Ƚ��й�һ�����ٲ�����С���˷���Ͻ������ߣ��ö����¶ȵĶ����ַ�ֵ��Ϊ����ʱ�䣬�Դ���ø�ȱ�ݵ��ȱ����ȡ�ʵ������������PSDT������ʵ���Զ������Լ���ȣ��������п����ԣ��������Ƚ�ȷ����õ���ȷֲ�ͼֱ�����ۣ���Ӧ���ڹ�ҵ�����Զ�������
���������
����[1] Sun J. G.. Analysis of pulsed thermography methods for defect depth prediction [J]. J. Heat Transfer, 2006, 128(4):329
����[2]Zhi Zeng.Depth prediction of non-air interface defect using pulsed thermography[J]. NDT&E International 48(2012)39-45
����[3]C.I.Castanedo,X.Maldague.Defect depth retrieval form pulsed phase thermography: Depth retrieval with phase[D].University of Laval Ph.D. Dissertation.2005
����[4] Zhi Zeng et al.Specified value based defect depth prediction using pulsed thermography[J].Journal of applied physics 112, 023112(2012).
����[5]Sun J.G. .Method of determining defect depth using thermal imaging[J]. US,6542849[P].2003-4-1
����[6]HUO Yan, ZHANG Cun-lin.Quantitative infraredprediction method for defect depth in carbon fiber reinforced plastics composite[J](���࣬�Ŵ���.̼��ά���ϲ����ڲ�ȱ����ȵĶ���������.����ѧ��)��2012��61��144204.
����[7]ZENG Zhi,TAO Ning,FENG Li-Chun,ZHANG Cun-Lin.Adopting the ratio of defect size over depth to quantitatively study the effect of defect size on th measurement of defect depth[J]( �����ǣ��ա��������������Ŵ���. ����ȱ�ݿ����ϵ�������о�ȱ�ݳߴ��ȱ����Ȳ�����Ӱ��. �й�����),2011.��38��.
����[8]ZHANG Xiao-Chuan.Measuring defect diameter and depth in thermal pulse video thermography nondestructive testing[D]( ��С��. �����Ȳ������⼼����ȱ�ݳߴ�IJⶨ.��ʦ����ѧ˶ʿѧλ����).2006.6
����[9] Xian Ming-Le ,Xu Zhen-Gao,Yang Xiao-Lin.Automotive measurement for defect depth of composite material in infrared nondestructive testing[J](������,�����,��С��. �����Ȳ���⸴�ϲ���ʱȱ����ȵ��Զ�����.NDT������ )��31����6��(2009).