���1*,������1,������2,������1,�Ŵ���1
��[1]��ʦ����ѧ ����ϵ ���� 100048
[2] ��ҵ����Ϣ�������ӿ�ѧ�����鱨�о��� ����100040��
ժҪ��������������Ϊһ�����͵ļ�⼼��������ҵ����õ��㷺��Ӧ�á������������㡢����ٶȿ졢���������ֱ�ۡ���ʽ�����ŵ㡣����ʵ�ʼ��Ŀ�ļ������̵���Ҫ��������Ҫ�����ɼ���ԭʼ������ͼ����һ����ͼ��任�����ݴ����������Է�����ͼ�е�������Ϣ��������ͼ���һ��Ӧ���ں�����.������е����ݴ���������ͨ���������ݴ�������Ӧ����ijͿ��ɿ��Լ���У��ܹ��Ϻõ��ж�Ϳ�������״�������ơ����������ԽϺõ���ȡ�����ȹ���֮�䱻�������������˵���Ϣ�����Դ�Ϊ�����ж����˵ķ�չ���ƣ�Ϊʵ�ʵ���������������������ṩ�ο���
�ؼ��ʣ����⣻�����⣻���ˣ���ͼ
��ͼ����ţ�O439 ���ױ�־�룺A
OCIS Codes: 040.2480, 100.2000, 040.3060
Research on trend of defect in infrared Non-destructive testing
Li Guo[1],Li Meihua[1],Wang Xiaolei[2],Feng Li-chun[1],Zhang Cunlin[1]
([1] Department of Physics, Capital Normal University, Beijing,100048
[2] Electronic Technology Information Research Institute, MIIT, Beijing, 100040)
Abstract��Infrared non-destructive testing is being widely used in many industrial fields as a new detection technology. Its
advantages include wide application, fast testing speed, large testing area, intuitive result, flexibility, etc.
Based on the
practical testing purposes and the needs of the testing process, certain image transformation and data
processing are needed to operate on original thermal image, then hidden information can be acquired. This
paper attempts to propose a data processing method used in the infrared non-destructive testing. By using this data processing method on the testing which is made for reliability detection
of a coating, condition and trend of coating damage can be well determined. This method can considerably
extract defect information between two thermal process in the detected object, and the information is used
to
determine the trend of defect development. It provides a reference for practical non-destructive testing and non-destructive evaluation.
Keywords��infrared��non-destructive testing; defect; thermal image
1 ����
���������⼼����һ�������������������ֲ������ʽṹ���з���̽��ļ�⼼��������Ҫͨ���ʵ�����Ӽ�����ʽ�Ա�����ʩ��һ�������Ŷ������ú���������������¼����������Ŷ�����Ӧ��ͨ�����������������������Ϣ�������������������ȶ��Ĺ��̣��Ӷ���ñ������ڲ���ȱ�ݵ���Ϣ�����ּ�������������㡢����ٶȿ졢���������ֱ�ۡ���ʽ�����ŵ㣬����ں��ա����졢������������ѹ���������ܵ������������ܵȹ�ҵ�������õ�Խ��Խ�㷺��Ӧ�á�
���������⼼��������������80��������ڸü������о��ھ�ʮ�������ʼ��������Τ��������ѧ���¹�˹ͼ���ش�ѧ���о��������ȼ�����ʽ����������о����������༼���������ֶ��������ɿ��ԡ����ҹ������ں������������ʱ����������ڹ�ҵ���������δ�õ��ƹ㡣Ŀǰ���ڽ�����������о��Ļ�������ʦ����ѧ���������պ����ѧ�ȡ�
���ź����⼼���Ĺ㷺Ӧ�ã���Ҫ���ʵ�ʼ����̲���һЩ���ݴ����㷨������������ȷ�ԡ���Ӧ���ں�������������������е�MOSAIQ������ͨ���������ȹ����к���������ķֶ���ϣ�ȡ���˶Ա�����ȱ�ݽϺõļ��Ч����
�������ijͿ���Լ�����ṹ�ļ�����Ҫ�����һ�ֶ����ɼ���ͼ�����ݴ���������ͨ��������Ƚ������ȹ�����ijһ�������ˮƽ�µķ���ֲ����죬�ж�������������״�����������ƣ�ȡ���˽Ϻõ�Ч����
2 ���������ж�
2.1 �������Ʊ���
�ں��������⼼���У��Ա���������������ȱ�ݵ�̽����Ҫͨ���۲����������ֵ����쳣���������쳣����������ݷ������ﵽ���˴���ν��“���쳣”��������ڼ�����������������������ȷֲ����ԣ��������ȷֲ�״̬֮��ĶԱȡ�ͬ���������������������Ҳ��ͨ���Աȶ�ʵ�ֵġ�ͨ���Ƚ�ǰ��������ͬ�ȹ��������������ȱ仯���̵IJ��죬�����������ȹ���֮�������ڲ��ṹ�ı仯���Դ�Ԥ�ⱻ���������ʽṹ�ı仯���ƣ�ʵ�ֶ���δ����ȱ�ݵ�Ԥ�����ѳ���ȱ�ݷ�չ���Ƶ�������
�����������У�����������ȷֲ���̽����Ҫͨ�������ǵ��豸��ɡ�������ͨ�����������ĺ�����䣬��ӳ�����������¶ȷֲ���3��������������������¶ȷֲ��ķ�����ת��Ϊ�Ժ������ֲ��ķ������������������ĺ������ͨ�����Ⲩ��CCD��Ԫת��Ϊ�������������һ�����������ˮƽ����ֵ����CCD��Ԫ����������ֵ���չ�������������������Ϊ����ֵ��Ӧһ���Ҷ�ˮƽ���������һ����������ͼ��ͼ1Ϊ��ʢ����ˮ�������ɼ�����ͼ��ͼ�а�����������ֵ�ϸߣ�˵���˴���������¶Ƚϸߣ���֮�����������¶Ƚϵ͡�
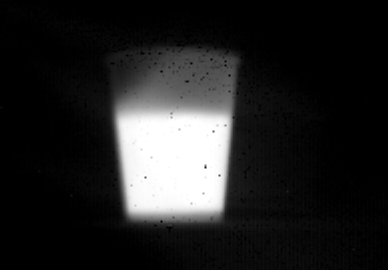
ͼ1 ʢ����ˮ��������ͼ��
Fig.1 Thermal image for a container with hot water
����ͬ�����Ŷ�������ɼ�ʱ���£���ͬһ������Ⱥ�������ͼ�ɼ������У�����������ͼ��������Dz�ͬ�ġ�һ����˵���ֲ����������ԭ��1������Ӱ�죬������������ɵķ��䲨����CCD��������ϵͳ�������ȣ���2���ɼ�ʱ�̲��죬��ͼ�ɼ���ʱ�����ڲ�ʱ�ӿ��ƣ��ⴥ��ģʽ���⣩�������������ȱ仯��������ȫ��ͬ��ʱ�̾�ȷ�ؽ�����ͼ�ɼ�����3�����βɼ�֮�����ʷ����˽ṹ�仯�����Ǻ��������⼼����̽��Ŀ�ꡣ���������Ȳ��������У�ֻ�����ʽṹ������Ȳ�����̽��Ŀ�����ڣ�ʣ�������Ȳ���������Ҫͨ�����ݴ����ֶμ��Կ˷���
2.2 �����
2.2.1 �����ƥ����ͼ��ѡ��
������������ͬ���ȹ����У���ѡ��ǰ���ȹ�����ij֡��ͼ��Ϊ�Ƚ϶���֮һ����ʱ����Ҫȷ������ȹ�������֮ƥ��ıȽ϶���ƥ��Ҫ��������ͼ���ɼ��������ȹ��̵���ͬʱ�̣��������ȷֲ��仯�������⣬���������������ֵˮƽ��ȡ�����ͼ��ɼ��豸�������ڲ�ʱ���������ɼ�ʱ������ɢ�ģ���˺����������ȹ������ҵ������ϸ�ƥ�����ͼ����ֻ��ȷ�������ȹ�����ʱ����ӽ�����ͼ��
ȷ�������ƥ����ͼֱ�Ӽķ�����Ϊ������ȹ����и������ص���ֵ���ƽ������ֵˮƽ������ǰ����ѭ���е�Ŀ��֡��ͼֱ���������㣬��ӽ���0�Ķ�Ӧ֡��Ϊƥ����ͼ��Ȼ�����ּ��㷽�������ܷ������ȷֲ��쳣��������ֵ�����С��쳣����IJ�ֵ�����Դ����������Ӷ�������������ͼ����������ֵˮƽ���Է����쳣�Ⱦۼ������Ϊ�����Ⱦۼ���ʹһ�����������ֵ�������Ӷ�����ƽ��ֵ��������ǰ���ȹ�����ͼƥ��ᷢ������������ֵ�ձ����ǰ����ͼ��������ͼ�������ȹ��̵IJ�ͬʱ�̣�δ�ܴﵽƥ��Ч����Ϊ��ͻ������������ƥ���е����ã��˴����Բ������IJ�ƽ���������ƥ�䡣����������£�����ƥ���������ͼ��������Ŀ�ⷽ����ƽ��ֵ���ȴ���ȷ�����������ȡ��ʱ��ǰ�����֡�������ص���ǰ����ͼ�������ƽ�����㣬���õ����в�ƽ��ֵȡƽ�������ý����С��Ϊ�����ƥ����ͼ��
2.2.2 ƥ����ͼ����
�����ƥ����ͼ���ȹ���ʱ������ӽ���ǰ���ȹ����е�Ŀ����ͼ���ɴ˿����ж���ƥ��ʱ����ʱ�����ϵķ�Χ��ͼ2�����ν��¹���Ϊ��������ȷ��ƥ��ʱ�̷�Χ�Ĺ��̡�TΪǰ���ȹ����е�ij֡��ͼ��abcde�ֱ�Ϊ5֡�����Ĵ�ƥ����ͼ������cΪ�����ƥ����ͼ������ʵ�����ۣ���ȫƥ���ʱ��Ӧ�ý��� ��
�� ֮�䣬��������ʵ�����ݴ���ʱ������������ɢ�ģ����������������һ���������Խ���ȫƥ��ʱ�̵Ŀ��ܷ�Χ��չ��
֮�䣬��������ʵ�����ݴ���ʱ������������ɢ�ģ����������������һ���������Խ���ȫƥ��ʱ�̵Ŀ��ܷ�Χ��չ��.png) ��
�� ��
��
.png)
ͼ2 ƥ��ʱ�̷�Χ��ȷ��
Fig.2 The range of matching time
ȷ����ȫƥ��ʱ�̵ķ�Χ��ȡ������֡��ͼ���Ը�������ֵ���й���ʱ�����ϡ����������ȱ仯�������¶ȱ仯�����Ƚϻ��ͣ�����ڽ϶̵�ʱ�䷶Χ�ڽ�����С���˷�������ϻ������ϼ��ɡ���Ͻ��Ϊ�����ص㽵���������С�
����ȫƥ��ʱ�̷�Χȡ�ʵ��������зָ�ָ��ʱ�̴��뽵�����������н��м��㣬�õ����Ź�����ķָ��ʱ����ͼ������Щ��ͼ��ǰ���ȹ����е�Ŀ����ͼ���������IJ�ƽ��ƽ��ֵ���㣬�Դ�ȷ���µ���ȫƥ��ʱ�̷�Χ�����������������ֱ���ﵽ���辫�ȡ�����������ͼΪͨ���㷨���������ȫƥ����ͼ��
2.2.3 ���쳣�ж�
������ͼ֮�������ֵ��������ɱ���������������������⣬�������Ÿ���������Ӱ�졣��������࣬��ÿһ���������и��Բ�ͬ�ķֲ���������䲨��������ǿ�ȡ��¶ȡ��ɼ�Ƶ�ʡ�����ʱ�����������йء�����˴�������һ���Dz�ͬ���������Ӱ�첢����ȫ�������ĺϳ�Ч��������ֱ��ͨ��ʵ��ķ����������������ֲ���
ͨ������궨�ķ�������ͳ�ƻ�õ���CCD��Ԫ�������ֲ��ɣ��ɼ�Ϊ ��aΪ����������������ֵƫ��������������������״̬�£�������ͬ�ȹ�����ͬһ�¶�ˮƽ������ֵ֮��ķֲ���Ϊ��
��aΪ����������������ֵƫ��������������������״̬�£�������ͬ�ȹ�����ͬһ�¶�ˮƽ������ֵ֮��ķֲ���Ϊ��

����xȡֵ��ΧΪʹ�ֲ��ɲ�Ϊ0������DΪ������ѭ������ֵ֮� Ϊ��������������DȡֵΪij��ָ��ֵd�ĸ��ʡ�ָ��һ������ֵ����ˮƽs����������������״̬�£��ò��챻����Ϊ���쳣�ĸ���Ϊ��
Ϊ��������������DȡֵΪij��ָ��ֵd�ĸ��ʡ�ָ��һ������ֵ����ˮƽs����������������״̬�£��ò��챻����Ϊ���쳣�ĸ���Ϊ��
����������㹻Сʱ�����������Ÿ����쳣�ܿ����ɱ����������ʽṹ�仯����ɵģ����������������¡������ָ��һ�����Ŷ�ˮƽ��ǰ���£���ʽ������Ϊ�������쳣���ж����ݡ�
3 ʵ�ʼ��
��ʵ�����ij������ƷͿ������״���������˼�⣬������Ʒ�����Ѿ�����һ���̶ȵ����𡣼�ⷽʽ���ö�μ���——����——��ȴѭ�������Ժ��������Dz�����������ȴ���̡����ڸ�Ϳ����н��ȶ����������ʺ�һ���ĸ������ԣ�ͨ�����콵�¹����и�����Ľ����ٶȿ��Է�ӳ��Ϳ��ı仯�����¹��̵ı仯����Ҳ��ӳ��Ϳ����������ơ�
3.1 �궨
�����ú���������ǿ��ܵĹ����¶ȷ�Χ���б궨������5000����ֵˮƽ�����������������ֲ��ɽ���ͳ�ơ�ͼ3Ϊij��Ԫ�����ֲ��ɡ�

ͼ3 5000����ֵˮƽ��CCD��Ԫ�����ֲ���
Fig.3 CCD pixel noise distribution around 5000 pixel value
3.2 �ɼ�
�궨������ʹ�������ǶԱ�������ļ���——����——��ȴѭ�����̽���ʵʱ�ɼ����������̹�����5����ѭ���������������ƽ������ֵˮƽ������ͼ4��ʾ�����п�������ؿ����������徭����5����ѭ�����̡�
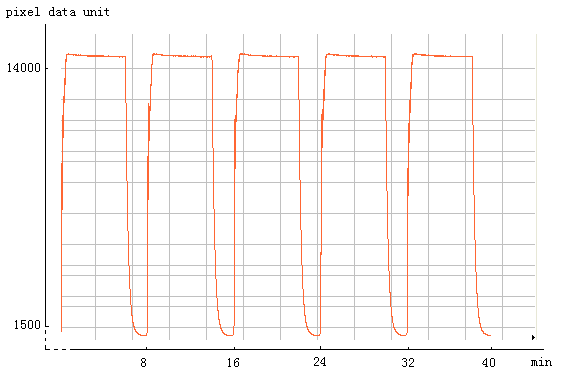
ͼ4 �����ѭ����ƽ������ֵ����ͼ
Fig.4 Average pixel value curve within five thermal cycles
3.3 ���������
ѡȡ��һ�κ͵������ѭ����Ϊ������������䱻���������˵ı仯�����ѡȡ��һ��ѭ����ƽ������ֵˮƽ�ӽ�5000��һ����ͼ��Ϊƥ����̵�Ŀ����ͼ����ƽ������ˮƽΪ5004����������ƥ�䲽�裬��matlab�����������ɵ������ѭ�����ݹ������ƥ�����ͼ������ͼ����ͼ5��ʾ��
ͼ5 �����ѭ���������ƥ����ͼ
Fig.5 Two matching thermal images between 5 thermal cycles
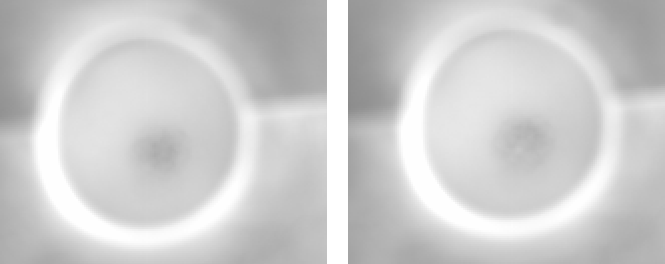
5����ѭ�����������ڲɼ���������Ϳ�㱣����Ծ�ֹ�������֡ͼ�����������ص�Ԫ��һһ��Ӧ��ͼ5Ϊ��320��240ͼ�������صõIJ��֣���������λ������������ͼ�������Ԫ�ֱ�����ɵõ���һ����������ѭ�����¹����б������������Ȳ����������ͼ6��ʾ�����������ֲ��ɣ�ѡȡ���ز�ֵ����12��Ϊ���쳣�ж����ݣ����о����Ŷ�ԼΪ99.6%��������ѭ���併�¹���ͬһʱ�̵����ز�ֵ��ӳ��Ϳ������ɢ�ȹ��̿������ݴ˿ɽ�����������������Ϊ��������
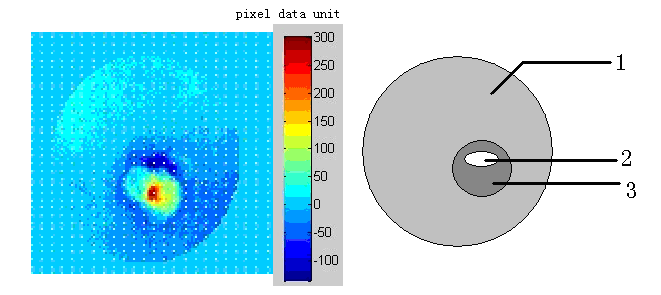
ͼ6 ���ѭ������Ȳ���
Fig.6 thermal difference among 5 thermal cycles
����1Ϊ�������������ڱ����������δ�������Ե��ȱ仯������2Ϊ����ɢ��������������������¶�����ȴ�����н����ٶȽϿ죬��������淢��������������3Ϊ�ȼ���������������������¶�����ȴ�����н����ٶȻ������γ���ij�־��Ƚṹ���ɴ˿����ж����ڽ�������ѭ�������У�������������ƵIJ���Ϊ�������������2���棬��������3��������ѭ���з�����һ���仯��
4. �ܽ�
���������һ��Ӧ���ں��������⼼���е�����ȱ���ж����������ƹ��Ƶ����ݴ����ֶΡ���ͨ����ϲ�ֵ�ȷ�������һ�Ի���ƥ�����ͼ���Ա�������ͬ�������ȹ����б������������������ʱ仯����ͨ���������ֲ��ɽ��з����ó��ж����쳣��������ݡ��÷����ܹ��˷��˹���ͼ����е��������أ�ʹ������ӿɿ���
�����
1. ZHANG Cun-Lin, Application & development of Terahertz and Infrared Nondestructive Testing[J], Global Chinese
Forum on Nondestructive Testing Technologies, 2011,671-675
�Ŵ��֣�̫����������������Ӧ�ü���չ[J]��ȫ����������߷���̳���ļ���2011,671-675
2. WANG Xnn, JIN Wawping, ZHANG Cunlin, SHEN Jinglin, GUO Guangping, YANG Danggang, WU
Dongliu, LI Jianwei, GUO Xingwang,Actuality & Evolvement of Infrared Thermal Wave Nondestructive
Imaging Technology[J], Nondestructive Testing, 2004, 26(10)��497-501
��Ѹ�� ����ƽ�� �Ŵ��֣� ���ᣬ ����ƽ�� ��٣� �ⶫ���� �ΰ�� �������� �����Ȳ������⼼�������չ[J]�������⣬2004, 26(10)��497-501
3. HE Bo, GONG Xiaohong, LIN Hui, YE Yuchun, Application of infrared thermal imaging device in
temperature measurement of solid rocket motor plume[J], Journal of Solid Rocket Technology, 2005, 28(2)��153-156
�� ���������죬�� �ԣ�Ҷ�������������ڹ�������������������е�Ӧ��[J]��������������2005, 28(2)��153-156
4. BAO Kai, WANG Juntao, WU Dongliu, New Nondestructive Testing Technology: Infrared
Thermography
Testing[J], Nondestructive Testing, 2006,28(8),393-398
����,������,�ⶫ��,���˵������⼼��——�����Ȳ�������[J],������2006,28(8), 393-398
5. Zha Xiaochuan, Measurement of Defect Size in Infrared Thermal Wave Nondestructive Testing
Technology[D], Beijing, Captical Normal University, 2006
��С���������Ȳ������⼼����ȱ�ݳߴ�IJⶨ[D]����������ʦ����ѧ��2006
6. Li Yanhong, Research about the Influence Caused by Specimen's Surface Condition on Infrared
Thermal Wave Nondestructive Testing Result[D], Beijing, Captical Normal University, 2006
���죬��������������Ժ����Ȳ���������Ӱ����о�[D], ��������ʦ����ѧ��2006
7. Sun G;Wang Xun;Feng ZJ, Imaging and quantitative measurement of corrosionin painted automotive
and aircraft structures[J], chimenti, 2000
8. Wang Xun, Pulse-echo Thermal Wave Imaging of Metals and Composite, Wayne State Univ, 2001
9. Xavier P V Maldague, Patrick O Moore, Infrared and Thermal Testing,Nondestructive Testing
Handbook, 2001
10. J.A. Schroeder, T. Ahmed, B. Chaudhry, S. Shepard, Non-destructive testing of structural composites and adhesively bonded composite joints: pulsed
thermography[J], Composites Part A: Applied Science and Manufacturing, Volume 33, Issue 11,
November 2002, Pages 1511-1517