���й��������ݻ����������ι�˾������֤��������730050��
��˶
ժҪ��ij��ȼ����ǣ�����ת�ᷢ�����ѣ����öϿڷ������ͱ����顢�����������ѧ�ɷַ�������ѧ���ܷ����ȶԶ��ѵĵ��ת����з�����������������ڶѺ��������У��Ѻ�����������ɵĻ�ѧ�ɷ�ƫ������������ȴ�������������״�ֲ��������壬��ʹƣ�������½�����ѭ��Ӧ������������ɵ����ڸ���ƣ�Ͷ��ѡ�
�ؼ��ʣ����ת���ɫ���죻ʧЧ������ƣ�ͣ��Ѻ��������죻
1.������
ij������˾������ȼ�������ڳ������������ʱ�䣬����ǣ�����ת����ѣ�����ж��飬ǣ�����ת����ȫ���ѣ�����䶥�����ѣ����������ȱ�����������������á����ת�������RԲ�����������������µĶ��ѵĵ�����ͼ1��

ͼ1
���ת��IJ���Ϊ35CrMo�����칤��Ϊ������ ���� ���� ���� ��е�ӹ� ̽�ˡ������飬�õ�����ڳ���ʱ�����жѺ������Ѻ����Ĺ���Ϊ���ڵ��ת�������λ�����и��ĥ����ȥ�����������⡢�͡�ˮ�ּ�����Ƥ�ȣ���������360����1Сʱ����ǰ�Դ�����λ�����ʵ����ȣ�����ֱ�����ӽ��жѺ����Ѻ���ֱ����VT��UT��MT��飬����Ϊ��607�������ǵ�������ҩƤ�ĵͺϽ��ǿ�Ⱥ���������GB E6015—D1Ҫ��
���߶Զ��ѵĵ��ת������˼��������
2.��������
2.1�Ͽڼ���
�õ��ת��Ͽ�ƽ�룬�����Եĺ�����Ա��Σ��Ͽ�����ʮ�����Ե�ƣ�ͱ����ߣ����Ҿ��б����ߵ�ƣ��������չ��ռ�ݽϴ��������Ͽڱ�Ե�ʼ���״��Ϊ���͵�Ťת��������Դƣ�ͶϿڣ��������ת��Ķ�������ƣ�Ͷ��ѣ�������Դ����ı��棬�Ͽ���ͼ2.

ͼ2
2.2��ѧ����
�ڶϿڸ���1/2R�������涨ȡ�������л�ѧ������������1.����������������ϳɷַ���GB/T3077--1999��35CrMo�Ĺ涨��
��1��ѧ�ɷַ������������������ %
|
Ԫ��
|
C%
|
Si%
|
Mn%
|
P%
|
S%
|
Cu%
|
Cr%
|
Mo%
|
|
���ֵ
|
0.34
|
0.27
|
0.55
|
0.013
|
0.017
|
0.067
|
0.94
|
0.18
|
|
��Ҫ��
|
0.32-0.40
|
0.17-0.37
|
0.40-0.70
|
0.035
|
0.035
|
≤0.20
|
0.80-1.00
|
0.15-0.25
|
2.3��ѧ���ܼ���
���涨ȡ��������ѧ���ܵļ��顣����GB228—2002�����������飬����GB229—2007���г�����顣������2��
��2 ����������
|
|
����ǿ��
Rm��N/mm2��
|
����ǿ��
Re��N/mm2��
|
�Ϻ��쳤��
A(%)
|
�������
ak��J/mm2��
|
|
���ֵ
|
755
|
570
|
18
|
83
|
|
����Ҫ��
|
≥735
|
≥540
|
≥15
|
≥58.9
|
�����������ѧ���ܷ��ϵ��ת��ļ���Ҫ��
2.4�ͱ�����
����GB226-91���еͱ����飬������3��
��3 �����ͱ�������
|
|
һ������
|
��������
|
����ƫ��
|
һ���״ƫ��
|
��Ե��״ƫ��
|
|
���ֵ
|
1
|
0.5
|
1
|
0
|
0
|
|
����Ҫ��
|
≤3
|
≤3
|
≤3
|
≤1
|
≤1
|
����������ͱ�����GB/T3077--1999��Ҫ��
2.5�������
����DK7725�����и���ڶϿڸ�����ȡ������������ĥ�⣬���ý��ʯ�����������⣬����GB10561--2005���м�����ļ��飬������Ϊ ��A1��B1��C1��D0.5,������4%����ƾ���Һ��ʴ����400�������¹۲죬�������֯Ϊ�����壬��ͼ3���IJ���֯Ϊ������+�����壬��ͼ4���ԶѺ���ֱ���40����100����400�������¹۲죬�����ͼ5��ͼ6��ͼ7���ɼ������ɼ����ת�������IJ���֯����������ͶѺ���֮���ۺ��߸��������Ժ���ȱǷ���Ѻ�����֯��ҪΪ�����壬����������ľ����г�����״�ֲ��������壬��������״Ϊ����״����״��

ͼ3 ����������֯ 400×
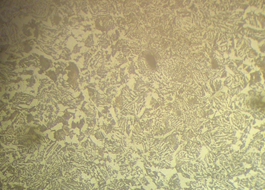
ͼ4 ������IJ���֯ 400×

ͼ5�Ѻ�����������ۺ��� 40×
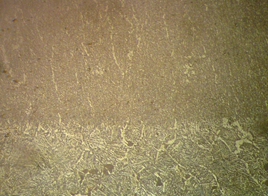
ͼ6 �ۺ���������֯ 100×
.jpg)
ͼ7 �Ѻ����е���״������400×
3.��������
�ɼ��������Կ������õ��ת��Ļ�ѧ�ɷ֡���ѧ���ܡ��ͱ���������֯�����ϱ���ͼֽҪ��
�ɶѺ����ֵĽ����������֪�����������Ե�ȱǷ����Ӱ������֯�������쳣�������ڶѺ����������ᾶ��ֲ�����������������400���¿��Կ������������״Ϊ��״�Ϳ�״�����ǵ��Ѻ����յ��ص㣬�������ڳɷֲ����ȣ�����ȴʱ���¶��ݶȵ�Ӱ������ɵģ����Ѻ��ɷּ���֯�����ȣ���Ҫ�ǶѺ�����������ɵ���֯ƫ��[1]��������Ӳ�Ƚϵͣ���������״������ǿ�Ⱥ����Ծ����Ը���ƣ�Ͷ��ԣ����ϵ�ǿ��ˮƽԽ�ߣ�ƣ�ͼ���Խ��[2]��ǿ��Խ�ͣ���ƣ�ͼ���ҲԽ�ͣ���������������Χ������֯�ı��β�һ�£����������������Ƶ�ȱ�ݡ����ת������������Ҫ����Ťת���غ���������[3]����������Ӧ�������ģ�����֯�д��ڽ϶���״������ʱ����ѭ��Ӧ���������£��������ܿ�������ƣ�����ƣ���������Ӧ���ij��������£����Ʋ�����չ���ﵽ�ٽ�ߴ磬����ʧ����չ�����¶��ѡ�
�������ת������¹ʺ����Ѿ�ֹͣ�˶Ե��ת��ĶѺ�����������Ϊ���Dz������ģ���Ϊ�ڻ��������У����������ʮ����Ҫ�������������Ӧ���ţ������ٻ����棬���һ����������ڶ̵�����£��������ֳ�������ı�Ҫ�ԡ��Ӿ��ü������ɱ����ǣ�һ������£�����һ���������Լ��Ҫ3��5�ֵ�ԭ���ϣ�����һ�����ֻ����ʮ���ﵽ���ٹ���ԭ���ϣ��Ը�������ĶѺ����ڻ���������������Ҫ��������ijɱ���Ϊ�������10��14%���ܹ����ѽ�С�Ĵ���ȡ���ش�ľ���Ч�棬����һ������£��Ѻ������������ܲ����������ԭ�������ܣ��������ڸ��ֶѺ������ķ�չ���¼��������յIJ��ã��������������ܻ����������Ʒ������[4]���������⣬�ӻ������濴���������Ӳɿ�ұ�������쵽�ȴ��������ӹ��ȸ������ڶ�Ҫ���Ĵ�������Դ�����ң���ɽϴ����Ⱦ���ŷţ��Ի���Ӱ��ϴ�������Ϊ��ֻҪ�ϸ�ִ�жѺ����գ��Ϳ��Ա���ƫ����ɵ���֯���������������Ӻ�����̼���������������ڼ���������IJ��������ҿ�������ת������ǿ�ȣ������ӱ���ǿ����������߸���ƣ�����ܣ������Բ��õ����ӶѺ��������۸����Ƚ������������������������;ͽ����˺ܶ������Ѻ������о�����[5][6],����Ҳ�����˴����ĶѺ��������о��������ڵ��ת��ĶѺ������о��϶�[7]��[10]����˴���ת��ĶѺ������������Ѿ��ǽ�Ϊ����Ĺ��ա�
4.���ۼ�����
�õ��ת��Ķ��������ڶѺ��������У��Ѻ�����������ɻ�ѧ�ɷֵ�ƫ�����������ȴ������������ᾶ�������״�ֲ��������壬��ʹƣ�������½����ڻ��������У�ѭ��Ӧ������������ɵ����ڸ���ƣ�Ͷ��ѡ�
���飬�ϸ�ִ�жѺ������գ����߸Ľ��Ѻ����գ�����ǿ�ȸߵĺ��������߲��õ����ӡ������۸����Ƚ��ĶѺ������ա�
�Ѻ�����������Ƿ����ִ�����������Ƚ���“��ɫ����”�¸�����Ƚ����칤��[11]�����۴����̻����������ڣ����ͻ������ɱ������Ǵӽ��ܼ��ŵȷ��涼�нϴ�����ƣ����Ҿ����������������һ��Ҫ�������������������ң��о������������Ѻ���������������֯������Ӱ���С�����Զ����[12]��Ŀǰ��������Ȼ��ѧ���𡢹���863��973�����о���Ŀ�ж��Ѿ��������칤�̼���ʧЧ������Ϊ�о����⡣�����Ϊ��ҵ��Ӧ������չ�������������չ�����ա��������鹤�ռ������ʧЧ�������о�����ع�����
�����
[1] ���꣬��ï�����£������.����Ѻ�������Ϳ����[M].��������ѧ��ҵ�����磬2004��100.
[2] ����ƽ�������ʣ������.ʧЧ����[M].�������廪��ѧ�����磬1998��80.
[3] ������.��еԭ������е������²ᣩ[M].�Ϻ����ߵȽ��������磬1983:208.
[4] ���ǽ�������ϲ�����꣬��.����������[M].��������ѧ��ҵ�����磬2005��2.
[5] ��.��.����ߧ�ӧѧݧ��.��Ӳ�ʶ����������������ĥ�������[J].���������������.1984.1��19-24.
[6] ��.��.����ۧܧ�.����ĥ���϶Ѻ���ͬʱ���л��ӹ��ķ��������.[J].���������������.1984.6��35-37.
[7] ����ƽ.��ռ��.������.1400KW���ת����ĶѺ���[J]. ���Ӽ���.2001.2��10.
[8] ������.ǣ�����ת��Ѻ�����[J].������������.1997.02.
[9] ������.55KW�����ĶѺ�������.[J].��е.1993.04.
[10] �ܹ�Ƹ.ZQDR-410ǣ���綯��ת��Ѻ�.[J].�����紫��.1993.06.
[11] ���ʿ.װ�������칤�̼�ʧЧ����.[J].�������飨�����ֲᣩ.2005.08��379��383.
[12] ���ʣ������ģ�����������.����������м��ȶԻ���������ܵ�Ӱ��.[J].�������飨�����ֲᣩ.2009.09:532��534.