�� ��
������������յ����ɷ�����˾ �� ���� ���� 721006��
ժҪ����ѹ������ڲ������ԣ��ڼӹ�������ͬ��������ƣ�����Ӱ���Ʒ�ij�Ʒ�ʡ�ͨ����ơ�ʹ��ͬ��ȼ��оߣ����ơ���������ͬ��ȣ���������������̣�����װ������б����Ʒװ��ƫ������ʧ��
�ؼ��֣� ͬ��� �� ���о� �� ��Ʒ��
Coaxial degree testing jig design and application
Ma li
(Shaanxi Baoguang Vacuum Electric Device Co., Ltd.��Baoji��Shaanxi 721006��China)
Abstract : Stamping parts due to the material characteristics, in the course of processing of coaxial degree
can't control, and ultimately affect the product yield. Through the design, use of coaxial degree testing jig,
control,test parts of the coaxial degree, control parts production process, and in the assembly process to
avoid product assembly deviation, resulting in the loss.
Key words: Coaxial degree; Testing jig, yield
�� ��
��ѹ����ͬ���ֱ��Ӱ���Ʒ�����ܣ������г��������ϼӾ磬�Բ�Ʒ��Ҫ��Խ��Խ�ߣ�Ϊ����Ӧ�г���չ������߳�ѹ���������ѳ�Ϊ����֮����ͬ��ȷ���Գ�ѹ���������������ص���ơ�
һ�����ͬ��ȵIJ���
�����ͬ��������Ҫ�������������棺
2.1�����������Բ������
�������Բ��Ҫ�����豸�ľ��ȣ����ϱ��������ܵ�������أ���˲�����ͬ�������Dz��ɱ���ġ�
2.2������ڳ�����е�ģ�߶�λ������
���ģ�ߵĶ�λ������ͬ���������ģ�߽ṹ�ͼ�϶����ͬ�������С�����ǿ���ͨ���ı�ģ�߽ṹ�ͼ�С��϶����С��
ͼ1
ͼ2
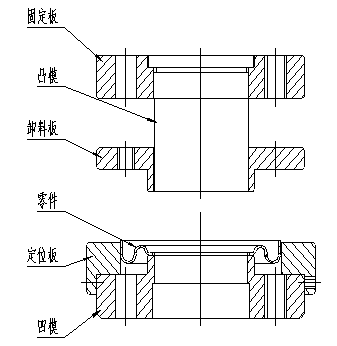
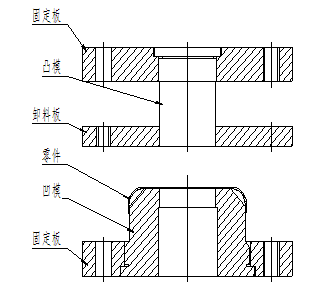
�������Ķ�λ��ʽ�����֣�����ͼ1��ͼ2Ϊ���ģ�߶�λ��ʽ��ͼ1�������ģ��ϵĶ�λ������λ�������ֶ�λ��ʽ�ж�λ�����ڰ�ģ�ϣ���λ���ڿ�����λ�����Բ��Ϊ�˼�С�ۼ�����λ���ڿͰ�ģ��Բ������ĥ���ӹ������Ҷ�λ��Ͱ�ģ��ĥ��϶0.04mm����λ��������ĥ��϶0.1mm����ͼ2�����ֱ�����ڰ�ģ�ϣ���ģ��Բ����λ��������������ۼ����ϵ�һ��ƫ���С������Ͱ�ģ֮���϶̫Сȡ������ѣ�̫��ͬ���ƫ��ϴ��������Ͱ�ģ��ĥ��϶0.1mm�����������С���죬ͬ��ȿ�����0.2-0.3mm��
����ͬ��ȼ��оߵ����
2.1��ƽ�
Ϊ�˿������ͬ��ȣ��ο�������ͬ���ԭ������ͬ��ȼ��оߡ����ڳ�ѹ���һ��ϱ������Dz�ȡ���ڿ�Ϊ������Բͬ��ȵķ�����
ͼ3
ͼ4
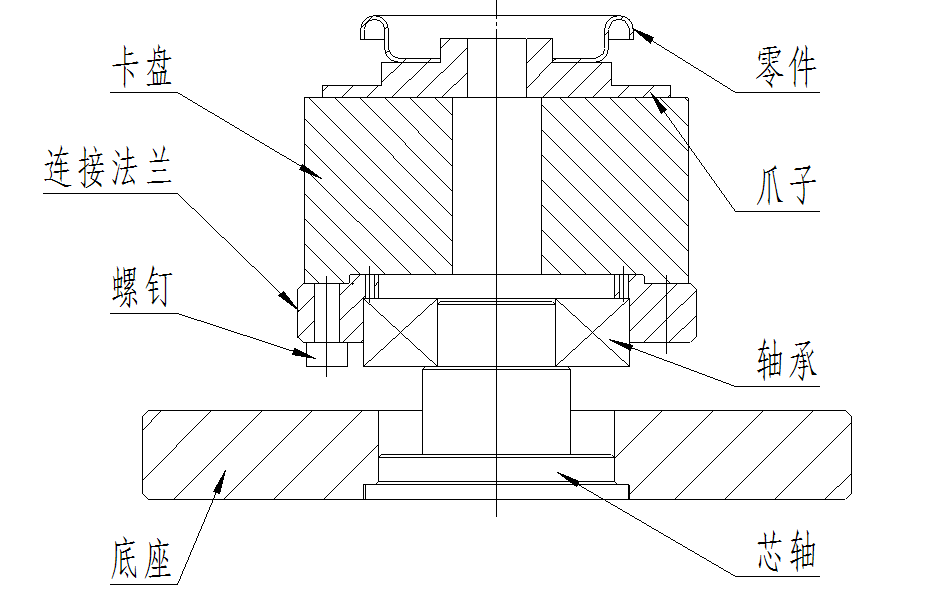
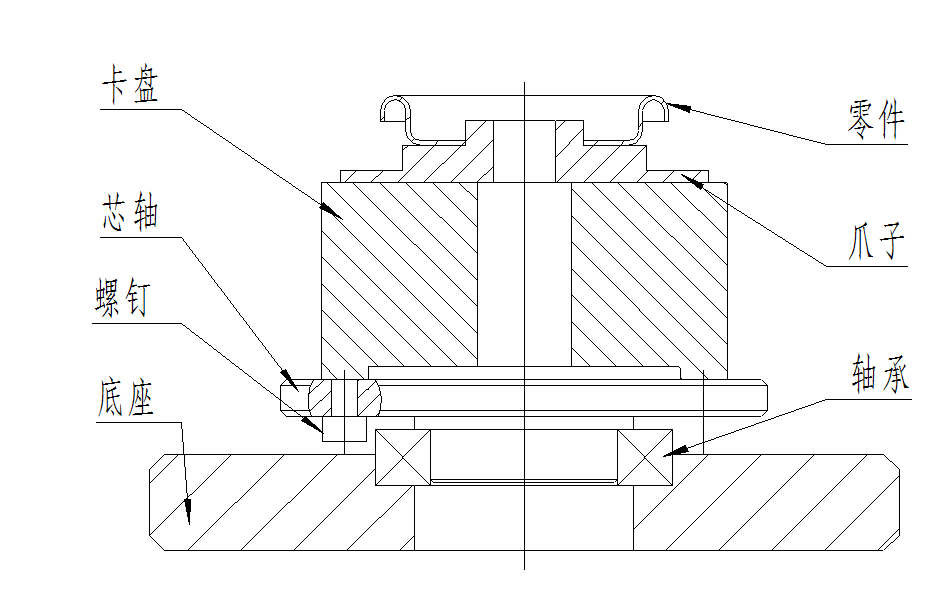
��ͼ3��о���һ����������ӣ������Ȧ�����ӷ������ӣ����ӷ�����Ե�뿨�̵�̨����ϣ�о�����һ��ѹ�����������צ�Ž�����ڿף�ת�����̾Ϳ���ƽ�����ðٷֱ������Բ������ڿ�ƫ��˼о����������֮����У�����ⷢ��ƫ����0.50���ҡ����������ƫ��̫�ʸı�ṹ��ͼ4��ʾ����Ϊо��һ�˺Ϳ���̨����ϣ���һ�˺�������ӣ������Ȧ�͵���̨����ϣ������Ϳ��Լ������ӷ��������ӣ�����צ�Ž�����ڿף�ת�����̾Ϳ���ƽ�����ðٷֱ������Բ������ڿ�ƫ��˼о�������֮��ƫ����0.03���ҡ�
2.2 ͬ��ȼ��оߵ������
Ϊ��ȷ���������о��ܷ��������������������ü��о�������ͬ��ȣ�ÿ���������¼��Ȼ���ó������ͬ����������Dz��Խ�����Գ�������Ϊ������β��ԣ������Ǻϣ�֤����ͬ��Ȳ��Լо߷���Ҫ�������������������ƶ�ά��ͬ��ȼо��Գ������������Ϊ���ݡ�
��������
����ͬ��ȼоߵ��ƹ㣬ʹ�����Ǽ�ʱ�ķ���ģ�ߵ�ĥ��������Ч�ؿ��������ͬ�����Ҫ��Χ֮�ڡ�ͨ�����������Ч�����������ͬ��ȡ����ڶ�ͬ��ȼ��о߽��м��У������֤����ȷ�ԡ�
ͬ��ȼоߵ����ã����ǵõ����½��ۣ�
1. ������֤���ģ�ߵľ��ȣ�������������
2. ��Ч�Ŀ�������������������˷ѣ�