��Դ1����ӱ2
1.�㶫ʡ�ع��������豸���������㶫 �ع� 512023
2.����ʡ�����豸�������о�Ժ��̶��Ժ������ ��̶ 411000
ժ Ҫ�� �������1000m315MnNbR��������״�ȫ�����ʱ���ֵı������ƣ���������װ�����Ӽ�15MnNbR���Ϻͺ������Խ������ۺϷ������ж���������Ӧ���������¿��ѣ�SOHIC����������ȱ�ݳ�������˺����ķ��ޣ����������Ʋ�����
�ؼ��ʣ� 15MnNbR�����δ��ޣ��״μ��飻Ӧ���������¿��ѣ���
0. ����
���δ����Ǵ��ʹ�����������Ͷ�ú�ĵ�һ���������ڣ����꣩�ڣ���������ʱ����Ӧ�����ͷţ����ڹ������ʲ�����Ӧ�������£�����ʱ���ڱ�������Χ�ڵ�ȱ��Ҳ���ܻ���չΪ�����ȱ�ݣ���Ӧ���ϴ�IJ�λ���ײ����µ�������ȱ�ݡ����������ż�����������ӣ��������ƻ�Խ��Խ�٣�������ڲ����ȱ�ݾ������������Ҳ����ȶ������������״ο���ȫ�����dz���Ҫ�������ȱ�����״μ�������ж��ᱻ�����
������ԣ�������һ�ֳ�����Σ�ճ̶ȼ����ȱ�ݣ�����ȱ�ݵIJ�������չ�����ʹ�ô����˼���İ�ȫ��������μ�ʱ����Ч�����ط��ֺ�����Щ���ƣ��DZ��ϴ�����ް�ȫ��һ�����⡣
1. ���Ƶķ���
�����عظ������Ź�˾��1000 m3�������δ�����2008��Ͷ�����У�����ھ�12300mm�����ó��������ʽ֧�����ں�48mm������15MnNbR�����ѹ��3.0MPa,����¶�-11��60�档2011�꣬���ǶԸ�������˰�װͶ�ú���״�ȫ����顣
Ϊ�����ܵط���Σ��ȱ�ݣ����μ�������ڲ����ȱ�ݺͱ���ȱ�����ǰ��ռ��鷽�����������������������⣺
1) ��ޱ���Ǻ���100���ŷ�̽�˼�⣻
2) ����ԽӺ����������100���ŷ�̽�˼�⣻
3) ����ԽӺ���100��������̽�˼�⣻
4) �ԽӺ���X���߳���⣻
5) ������ǰ峬����ֱ̽ͷ��飻
6) ��֧�����ӵĽǺ������ǰ��ڱ����Ӧ��ĸ�Ľ��г�����ֱ̽ͷ100%��顣
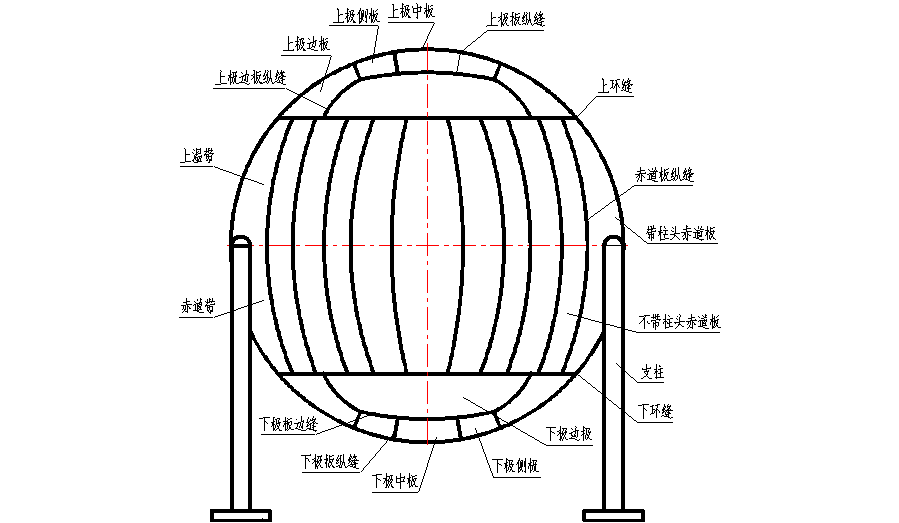
ͼ�� ��ṹͼ
����⣬�����ֺ��촦����30���ڡ���������ơ����У�7��Ϊ������氼�Ӽ�˴����������ƣ���ͼ2��ͼ3��������������£��ϻ����ڱ�������3�����������8mm����ĥ���С��1mm���ϻ������������7�����15mm����ĥ���С��1mm�� �»����ڱ�������8��������4����ĥ�����3��7mm֮�䣬�������С��1mm���»������������12��������5����ĥ�����3��7mm֮�䣬�������С��1mm���������������Ƽ��зֲ��ڳ�������ϡ��¼�����ӵ��ϡ��»������ϣ����¼�����ӵ��»��������������϶࣬������Ƚϴ��������췽������뺸��ƽ�С�

ͼ2��������氼�Ӵ����ֵ�����

ͼ3����ĥ�����з��ֵ�����
2. ���Ʋ���ԭ��ķ���
��Ϊ���δ��İ�װ���ֳ��麸��������ǰ������϶࣬��Լ����ӹ��̽ϸ��ӣ���ˣ����Ʋ�����ԭ��Ҳ�Ƚ϶࣬���Ǹ������Ƶ�ʵ�����������ް�װ����ǰ弰���ĵIJ������ԡ����ӹ��յȷ�������Ƴ���������ۺϷ�����
2.1��װ�������
����ް�JB4732-95������ѹ������——������Ʊ����Ĺ涨������ơ����졢�麸�����������գ��ɳ����16�飬���¼������7����ɵĻ��ʽ�ṹ��ʽ����ͼ1�����������197862Kg������J557RH�ͺ����麸����װʱ���ù�������λб����װ�̶���������Լ�϶�ʹ������������װ����Ϊ�������——�ϼ��߰�——�ϼ��а�——�¼��߰�——�¼��а塣���庸��ĺ��Ӳ��ô�װ��ʽ���У����Ⱥ��ݷ죬���죬�Ⱥ���죨���¿ڣ������ڷ죨С�¿ڣ�����ǰԤ��100��150�棬����200��250�棨30��60min�������������ȴ����¶�560±20�棬����120�֡�
�Ӹ���ް�װ������Կ�������װʱ�Dz��ù�������λб����װ�̶���������Լ�϶�ʹ����������ַ�ʽ�����δ��ް�װ�ձ���õ���װ��������ʽ��������ǰ�ߴ������״ƫ���װʱ�����ٻ����ǿ����װ���Ӷ������ϴ��Լ��Ӧ����
��Ȼ���庸�캸�Ӳ��ô�װ��ʽ���еģ����Ⱥ��ݷ죬���죬������װ��ʽ���ݷ�IJ���Ӧ����������˻��������װӦ�������¼�����������ӵĻ������������������ˣ������ײ����ϴ��Ӧ����
��װʱ����ڡ�����溸�������ĥ������������ط���ĥ��Ȳ��������ڰ��ӣ���������IJ��������ڰ��ӵļ�˵���Ӧ�����У��������ѡ�
������鷢�ֵ����Ƽ��зֲ��ڳ�������ϡ��¼�����ӵ��ϡ��»������ϣ����¼�����ӵ��»��������������϶࣬������Ƚϴ���7��Ϊ���氼�Ӽ�˴����������ƣ���ֲ����������Ӧ���ֲ��������һ�£�
2.2��ǰ弰���ĵIJ������ԡ����ӹ��շ���
�������ǰ����48mm���15MnNbR���ϣ���J557RH�ͺ������ӡ�15MnNbR��16MnR��Ⱦ����������ۺ����ܣ���GB713-2008����¯��ѹ�������øְ塷�У�15MnNbR����Q370R��16MnR����Q345R����ǿ�Ⱥ���������16MnR�����������ܼ�������Ӧ����ʴ������16MnR���������ͬ��Ʋ����£�����15MnNbR�ְ�����δ��ޱȲ���16MnR�ְ�ıں�Լ����10%���������Ҫ��16MnR�ְ�ͣ����ڱں����������ʩ�������������ѽ϶����15MnNbR�ְ�ȡ��16MnR�ְ彨�����δ��ޡ�
�������ǰ����Ϻ���װ��������˾ѹ�����������죬���øְ����Ͼ�������˾�������仯ѧ�ɷݼ���е���ܽ����������
���� ��ǰ�Ļ�ѧ�ɷݼ���е����
|
������ѧ���������%��
|
|
C
|
Mn
|
Si
|
S
|
P
|
Nb
|
|
0.17
|
1.48
|
0.35
|
0.009
|
0.016
|
0.035
|
|
������е���ܽ��
|
|
σb(MPa)
|
σs(MPa)
|
δ5(%)
|
Akv(J) -20��
|
|
540��570
|
350��420
|
24��30
|
192��168��177
|
�ֲĵĺ���������Ҫȡ���ڸֲĵĻ�ѧ�ɷ֣�ȡ���ڸ���̼�����ֺϽ�Ԫ�صĺ�����������ͨ����̼�������Ժ��Ӳ�����������������һ�ֹ��㷽����Ceq������ֲĵĺ����ԡ�15MnNbR�ֲĵ�̼�����������£�
Ceq��WC+WMn/6+WSi/24=0.17+1.48/6+0.35/24=0.43
һ����Ϊ����̼����Ceq��0.4%ʱ���ֲĵĴ�Ӳ�������ԣ��������ܽϺã�Ceq��0.4%��0.6%ʱ���ֲĵĴ�Ӳ���������ԣ�Ceq��0.6%ʱ���ֲĵĴ�Ӳ�����ǿ��ͬʱ�����ְ�������ʱ���ṹ�նȱ�������Ӧ��Ҳ���������Ľ�����������Ӧ������ʱʵ��̼����ֵ���ή�͡������ְ��Ƚϴ����ԣ�̼����Ϊ0.43ʱ�Ѿ߱����ԵĴ�Ӳ����ʩ��ʱӦ��ȡԤ�ȡ����ȴ�ʩ���ϸ��ӹ淶��ʩ����
������麸���ú��Ӳ����õ����Ϻ����������ܳ�����˾������J557RH�ƺź������ͺ�E5515-G�����Φ4mm���ǹ�����15MnNbR���������Ƶ��ֹ��绡�����������۷������ѧ�ɷּ���ѧ���ܼ���2��
���� ���ú����Ļ�ѧ�ɷݼ���ѧ����
|
�����۷������ѧ�ɷ֣�%��
|
|
C
|
Mn
|
Si
|
S
|
P
|
Mo
|
Ni
|
|
0.060
|
1.5
|
0.31
|
0.007
|
0.012
|
0.15
|
0.73
|
|
�����۷������ѧ����
|
|
σ0.2(MPa)
|
σb(MPa)
|
δ5(%)
|
Ψ(%)
|
Akv(J) -40��
|
|
530
|
635
|
25.5
|
76.0
|
141 126 119
|
�ú����ǵ������ͺ�������,ҩƤ��CaO-CaF2-SiO2��ϵ�����ӵ���Ϊֱ�����ӣ�������ȫλ�ú��ӡ�����ҩƤ�е�ˮ�ֿɷ�Ϊ����ˮ���ᾧˮ�ͽṹˮ������ˮϵָҩƤ�����ϵĸ���ˮ�Լ�ҩƤ�ڲ�������ˮ������ҩƤ��ϲ��Σ�һ����100��200�汣��һ��ʱ�伴��ȥ����ҩƤ�����еĽᾧˮ������ˮ���ӣ�H2O������ʽ�������Ľᾧ���죬��ռ�й̶���λ�ã�һ�����200��500���ʧˮ����ʧˮ������ȫ��֡��ṹˮ��H+��OH-��H3O+����״̬������ᄃ���죬��Щ�����ڿ��ᄃ����ռ��һ��λ�ã���ϵñȽᾧˮ�����ι̣����뽫��ˮ���ʵľ���ṹ�ƻ�����ȥ��ˮ�֡��ں�����������¶������Գ�ȥ�ṹˮ��ֻ����600��1000�������£��������ƻ����ݳ���
��ʵ�ʺ���ʱ��������ˮ��ҩƤ�¶����߶���ɣ����ᾧˮ��ṹˮ�ֽ��������ȫ������绡���գ����Զ��۷��������ɢ��Ӱ��������۷��������ɢ�����Ҫ��Դ��������������������決�¶ȴ�350����ߵ�450��ʱ���۷������ɢ�⺬�����Լ��١���E5515-G�ͺ�������350��450�淶Χ����ߺ決�¶ȣ�ȥ�������нᾧˮ��Ч���Ƚ����ԣ��ǽ���ʵ�ʺ��ӽ�ͷ����ɢ�⺬�����Ӷ����ͺ��ӽ�ͷ�������������Ե���Ч;����
������ֳ�ʩ������Ϊ¶����ҵ��ʪ�ȡ��¶ȡ����١���ˮ�ȶ�������״���Ժ�����������һ����Ӱ�죬�麸����4-5�·ݽ��У�������ˮ�϶࣬����ʪ�Ƚϴ�ʩ�������п����е�ˮ������绡���գ��������۷��������ɢ��ĺ�������������¶�350-400�棬�Ժ����еĽᾧˮȥ��������Ҳ���۷�����д�������ɢ�⡣����ʱ��ȻҲ��ȡ��Ԥ�ȼ����ȹ��գ������ڲ��õ��ǻ�����ȷ�ʽ��������·������ȣ������¶����Ա�֤���Ҽ����¶Ȳ����ȣ������۷�����е��ⲻ�ܳ���ݳ������º������⺬���ϸߡ�
���⣬��ǰ�Ϊ48mm���15MnNbR�ְ壬���Ծ����ϴ߱�һ���Ĵ�Ӳ���������������Բ��ϣ���������һ�����ӳ���������
�����Ϸ�������ȷ�����ڸ�����ڡ�����������ֵ���������Ӧ�������£�ʹ�۷�����е���ɢ���ڼ�������ȱ�ݴ��ۼ����γɵij���С�������Ŵ�ֱ��Ӧ���ķ���չ���γɵ����ƣ�����Ӧ���������¿��ѣ�SOHIC�������������ӳ����Ƶ�һ�֡�
3. ���Ƶ�����Ч����֤
�ڰ���ά��֪������ް�װ��λ������з��ޡ�
����ǰ���Դŷۼ��ʱ���ֱ������ƽ��д�ĥ��������ĥ�������Ƽ����Ӻ�ʣ����С����ƺ�ȵIJ�λ���в������ޡ��ȶ�ȱ��ȥ����λ���дŷۼ�⣬ȷ��ȱ������ȫȥ���������ϸ��췵���ӹ��ս��У�����J557RH�������ϸ���ƺ���Ԥ���¶Ⱥͺ����¶ȼ�ʱ�䣬��ֹ���ƵIJ������ﵽȥ�⡢����Ӧ���ͱ�����ִ�Ӳ��֯��Ŀ�ģ���������¶ȴﵽ450�棬����������ĥ�⻬����Ҫ�������λ���б���ŷۼ�⣬�Բ�����ȳ���3mm����������⣬Ӧ�ϸ�
������ϸ���ٽ��оֲ��ȴ��������õ���˿�մɼ��������ȵķ��������ȴ�����Ϊ�ں��5��������50mm��Ĺ�������ά���̺�����ڼ���������б��£��������ٱȼ��ȴ���200mm���ң�ʹ�¶��ݶȲ���Ӱ����ϵ���֯�����ܣ�������540-580�汣��120���ӡ�
�����ȴ�����Բ�����λ���ȴ����¶Ȳ������IJ�λ�پ��ŷۼ�⣬δ�������Ʋ�����֤���������ϸ�
���⣬�����ۼ���ʱ���ֵİ��Ӽ������˺ۣ���Щȱ�����貹����������ĥ��Բ�����ȣ�ʹ��ĥ��Χ�ڵ�б�Ȳ�С��1��3���Լ��ٰ��Ӽ��˺۴���Ӧ������ˮƽ�����ٽ�����ʹ�������Ʋ����Ŀ����ԡ�
4. ������
����15MnNbR���δ��ļ����з��ֵ��ڡ���������ƣ�Ӧ��������װ���ա�����������������ܣ������Ʋ�����ԭ������ۺϷ��������õ��˽�15MnNbR�����ȱ�ݵ��ص�ͳ�����ȷ����ײ�������ȱ�ݵIJ�λ����ָ����ް�װ�����е���ǰ���ԡ����ӹ淶�Ŀ��ƺͺ������״���Ĵ��������õر��ϴ������ʹ�õİ�ȫ���ܡ�
�ο����ף�
1. GB 713-2008 ��¯��ѹ�������øְ�
2. JB 4732-1995 ����ѹ������——������Ʊ� (2005��ȷ��)
3. TSG R0004-2009 �̶�ʽѹ��������ȫ���������
4. TSG R7001-2004 ѹ���������ڼ������
5. NB/T 47015-2011 ѹ���������ӹ��