������1�� ������2
��1.֣���ղ���������˾�������ģ� ���� ֣�� 450016��2.�����ղ��������ó���˾֣�ݹ��������ƣ� ���� ֣�� 450016��
ժҪ��������������Ǽ��ڳ�ѹ���������г��ֵĸ��ֱ���ȱ�����⣬���������������Ǽ��ڳ�ѹ���������б���ȱ�ݵIJ���ԭ�����������������Ǽ��ڳ�ѹ������Ԥ������ȱ�ݵĴ�ʩ��
�ؼ��ʣ������Ǽ�����ѹ�ӹ�������ȱ�ݣ�Ԥ����ʩ
��ͼ����ţ�TG316 ���ױ�ʶ�룺B ���±�ţ�1001-2168��2012��07-0000-00
1 �� ��
�����Ǽ���ָ��������/�Ҳ�Χ��塢��/��ǰ���Ӱ塢���ǡ���/��ǰ����塢��/�Һ�����塢������塢�����������ȳ�ѹ�������װ�ɳ������ⲿ��״�������Ǽ����в��ϱ�����״���ӣ���Ϊ�������棩���ṹ�ߴ�ߴ羫�ȸߣ���������Ҫ��ߵ��ص㡣�����Ǽ��ij�ѹ������������������Ĺؼ����ڣ��ڳ�ѹ�����г����ı���ȱ���У��ٱ�����Ŀ���ڱ��氼�ӣ��۱���ֲ��䱡�����ѣ��ܱ���ֲ����壻��������Բ�ޱ��滮�ˡ�
2 ����ȱ�ݵIJ���ԭ��Ԥ����ʩ
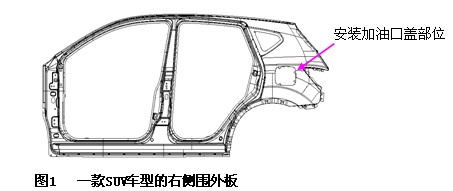
ͼ1��ʾΪһ��SUV���͵��Ҳ�Χ��壬����ΪSP782AUJQ���Ϻ�0.75 mm�����Ը����Ϊ�������������Ǽ��ڳ�ѹ�����г�������ȱ�ݵIJ���ԭ��Ԥ����ʩ����̽�֡�
2.1 ��ѹ�����б�����Ŀ��ԭ��Ԥ����ʩ
������Ŀ��ָ�����Ǽ��ڳ�ѹ�����б�����ֵ�С��������ʯ����ѹ�����������ʱ���Կ��������С���㡣��ЩС��ȱ�ݻ���Ϳװ�����������ҡ����������Ӱ�����������
����������Ŀ����Ҫԭ���У��ٲ��ϱ�����ϴ���ɾ�����ϴ�Ͳ��ɾ����µ�ԭ���ϱ����ࣻ�ڿ������Ϻ������ϴ�治�ƻ��ڴ�ŵ��µ�ԭ���ϱ����ࣻ��ģ����ϴ���ɾ���ģ��û�м�ʱ��ϴ����ģ�߱����ࣻ��ԭ�������ȶ�пǰĸ�ı����ࣻ��ģ�߳������������Ƹ����ƻ�������ʱģ������ϱ���Ħ�����µIJ��ϱ�����п������������ķ����������ã������ֳ��лҳ�������ϱ����ģ�߱��棻���ڽ��а�������ʱ�����˴���ͨ�ķ���������ҵʱ����ͨ�������������Ħ��������ëм������ϱ����ģ�߱��棻���ޱ߳�����в������з۽���ģ���С�
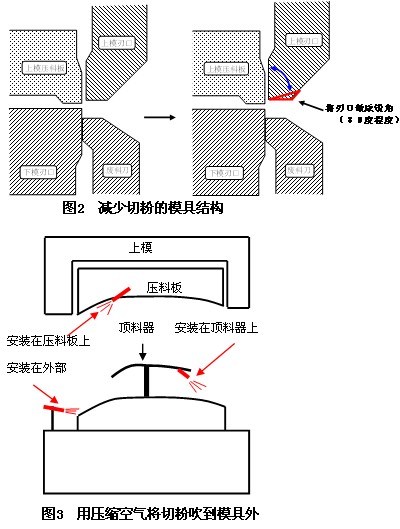
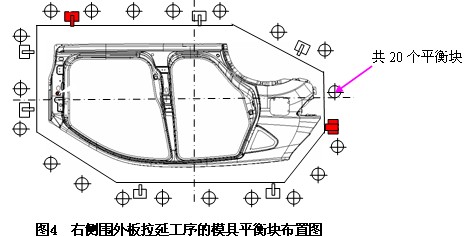
�����Ǽ��ڳ�ѹ���������г��ֱ�����Ŀ��λ�õ�һ�㲻�̶���������Ŀ�����dz�ѹ�����е��ѵ㣬���������г��ֱ�����Ŀ�����ص������1������������20�����Ŀ������ʱΪ10 min/�������ٺ�������ѹ�����еı�����Ŀ���⣬�Ӷ����ͷ����ʼ�����ʱ�dz�ѹ�����е��ص�ܿ���Ŀ�����ٺ�������ѹ������Ŀ��Ԥ����ʩ���ٳ�ѹ�����õ�BL�ϣ��������ϲ��ϣ����뾭��1��2�ε���ϴ������֤��ϴ��ı��������ﵽ�������Ҫ�ڿ������Ϻ�IJ���Ҫ��ʱ���ڳ�ѹ�����������ʱ�������ڳ�ѹ��������ת�˼�����������Ҫ���ƴ�������ֹBL�ϱ�Ū�ࣻ�۳�ѹģ���ر�������ģ�߱�����ϴ�ɾ�����ѹ����������лҳ�����������ģ�߱��棬����ͣ�߲���ճ�Բ���ģ�߱�����ɾ�������ģ�߱��漰���ϱ���ɾ�������£��������ʱ��������Գ���������Ŀ�������ֲ��ϲ������ڴ����⸲�Ǽ�����������Ҫ֪ͨ���Ϲ�Ӧ�̽��н������ģ����ʹ��һ��ʱ���������½��жƸ�������취�����������Ǽ��ij�ѹ���估�����߽��з�գ���ֹ�ҳ�������Ʈ���ѹ�ߣ��ߴ����Ǽ�������˹�������������������������������ϵİ�����ҵʱ�����ר�ŵķ������ף����ģ�߽ṹ�ϲ�ȡ��ʩ�����з۲����������з۽���ģ���ڣ���ѹ�зۣ�ͼ2��ʾ����ģ�п�������ǣ�ʹ��ģ�пڷ�������������ģ�п���ʹ�жϲ�λ�IJ��ϼ��٣���˺�ѣ�ͼ3��ʾ��ģ������ư�װ����ܣ���ѹ���������з۴���ģ���⡣
2.2 ��ѹ�����б��氼�ӵ�ԭ��Ԥ����ʩ��
���������Ǽ��ڳ�ѹ�����г��ֱ��氼�ӵ���Ҫԭ���У�������ʱ����ij�����������Һѹ��������ѹ���ıպϸ߶ȵ�����������еѹ������,ͼ1��ʾ���Ҳ�Χ��壬����ʱ�Һ������δ����Ϳڲ�λ�ij��Σ��ܱ߲������ڱ���ʱ���������������ƣ��������ʱ����ij�����������ѹ���ıպϸ߶ȵ����������������ģ�����û�ж��������������δ����Ϳڲ�λ���ܱ߳��ְ��ӣ�������ʱ����ѹ������������ʱ��������ѹ����С������ʱ���������ٶȿ죬ë�����ܵIJ����������밼ģ��������������������ӣ�������ʱ�����г̲���������ʱ���������г�С������ɲ��Ͽ�ʼ���밼ģʱѹ��Ȧ��û�������ã����ֲ������Ա��β���֣�������������ְ��ӣ��ܷ���ʱģ����ѹ�������ѹ�������������Ǽ��ķ���ģ��ѹ������ĵ���Ԫ��һ��Ϊ�������ɣ�ģ��ʹ��һ��ʱ�����Ҫ���������г䵪�������������ɵ�ѹ����С��ɷ���ʱѹ��ס�ϣ���������������ְ��ӣ�������ë���ijߴ�����쳣����ij�������ϳ�����SUV���͵ķ����������Ŀ�����������ʱ����������װ���˷��������ڰ�Ŀ�������ģ�ߣ������ɷ��������������ë���ߴ�ֲ���С������ʱ���ϳߴ��С�IJ�λ������������밼ģ��ǻ������������ְ��ӡ�
Ԥ����ѹ���������������Ǽ�����������ӵĴ�ʩ��������ʱ��֤ѹ������ij������ȶ���������ʱ��֤ѹ��������ѹ���ȶ���������ʱ�и˵Ķ���߶�Ҫ��ͬ���Ҷ���߶�Ҫ���ֶ�ֵ����ģ��ʹ��һ��ʱ���Ҫ���ݵ������ɵ�ѹ��ָʾ����ָʾֵ�Ĵ�С�仯�������۵������ж����������г䵪������Ҫ��֤����ë���ijߴ��С��
2.3 ����ֲ��䱡�����ѵIJ���ԭ��Ԥ����ʩ
�����Ǽ��ڳ�ѹ�����г��ֱ���ֲ��䱡�����ѵ���Ҫԭ�ٿ������Ϻ�IJ��ϴ��ʱ��̫����ɲ��ϱ����һ����Ĥ��ɣ�����ʱ�����������ѣ�������ʱģ�߾ֲ�λ��ѹ�Ϲ���,ͼ4��ʾ���Ҳ�Χ������ӹ�������ģ����ƽ���ĸ߶ȵ���������ɾֲ�λ�õ�ѹ�Ϲ���������ʱ�ֲ�λ�õIJ������밼ģ���ѣ�������ʱ����ѹ��̫��������ι����в������밼ģ���ѣ�������ʱ������г�̫������ij����������������ѹ�����߲�һ�£��ݲ��ϵ�����ֵ�б仯����ͬ���εIJ��ϵ�����ǿ�ȡ�����ǿ�ȱ仯�ϴ�ʱ��������С�IJ�������ʱ�׳��־ֲ��䱡�����ѣ�������ģ�߳������������Ƹ����ƻ����ر�������ģ�߰�ģԲ�Dz�λ�ĶƸ����ƻ�����ģԲ�Dz�λ���ױ���ë�����������ι����в������밼ģ���ѣ����и˶���߶Ȳ�һ�£����ѹ��Ȧ��ѹ���������ȣ��ֲ�λ�õ�ѹ����������ʱ����ֲ����ֱ䱡�����ѡ�
Ԥ�����������Ǽ���ѹ�����б�����־ֲ��䱡�����ѵĴ�ʩ���ٿ������Ϻ�IJ��ϼ�ʱ��������������ʱ���ţ�������ʱ��ϳ���ɲ��ϱ������Ĥ��ɣ���Ҫ�Բ������½�����ϴ����������Ӻ�������ܲ��ϵĽ������������ֲ��䱡�����ѵ������������ģ����ƽ���ĸ߶ȣ�������ʱ������ѹ����С�������ʣ����������̻���������ʱ�������г̵�������Ѳ��������������̻�����Ҫ��������������ṩÿ�����ϵ��ʱ��飬ȷ��ÿ�����ϵ�����ֵ��������ģ�߳������������Ƹ����ƻ����ر�������ģ�߰�ģԲ�Dz�λ�ĶƸ����ƻ���Ҫ��ʱ���½��жƸ����ߵ���и˵ij��ȳߴ缰�����ƽ�жȣ���֤�и˵Ķ���߶�һ�¡�
2.4 ����ֲ�����IJ���ԭ��Ԥ����ʩ
���������Ǽ��ڳ�ѹ�����г��ֱ���ֲ��������Ҫԭ������ʱ����ѹ��̫С�����ϳ���ʱѹ��Ȧ��ѹ�����������������������壻������ʱģ�߾ֲ�λ��ѹ�Ϲ��ɣ�ͼ4��ʾ���Ҳ�Χ������ӹ�������ģ����ƽ���ĸ߶ȵ���������ɾֲ�λ�õ�ѹ�Ϲ��ɣ���ѹʱѹ�Ͻ��IJ�λ�������밼ģ������ɱ䱡�����ѣ�ѹ���ɵIJ�λ��ѹ��ס����������壻���и˶���߶Ȳ�һ�£��������ʱѹ��Ȧѹ�Ͻ��IJ�λ�������밼ģ������ɱ䱡�����ѣ�ѹ���ɵIJ�λ��ѹ��ס����������壻��ѹ���Ļ����빤��̨ƽ�жȲ��ã����ģ�ߵ�ѹ���������ȣ��������ʱѹ�Ͻ��IJ�λ�������밼ģ��ǻ������ɱ䱡�����ѣ�ѹ���ɵIJ�λ��ѹ��ס����������壻������ë���ijߴ�����쳣��
Ԥ�����������Ǽ���ѹ�����б���ֲ�����Ĵ�ʩ���ٽ�ѹ��������ѹ���������״̬�������й̻���ѹ��������ѹ������������׳��־ֲ��䱡����������ѹ��������ѹ����С��������׳��������������Ҫ��ѹ��������ѹ��������Ѳ�������������Ӽ����������������ģ����ƽ���ĸ߶ȵ��������״̬��ʹ����Ȳ����������ֲ����־ֲ��䱡�����ѵ�������۵���и˵ij��ȳߴ缰�����ƽ�жȣ���֤�и˵Ķ���߶�һ�£��ܶ��ڼ��ѹ���Ļ����빤��̨ƽ�жȣ�ʹѹ���Ļ����빤��̨��ƽ�ж����������Ҫ�ݶ�����ë���ijߴ���м���ȷ�ϣ���֤����ë���ijߴ��ڹ����ڡ�
2.5 �����Ǽ����Բ�IJ���ԭ��Ԥ����ʩ
���������Ǽ��ڳ�ѹ�����г��ָ��Բ����Ҫԭ������ѹ��С������ʱ��������ѹ��С������ʱ����ѹ����С��ë�����ܵIJ����������밼ģ��ǻ��������ѹ����������µ����Ӽ��Ƚϣ�������ܵIJ����������������Ա��β���֣���ɳ�ѹ���ĸ��Բ��������г�С������ʱ���������г�С������ɲ��Ͽ�ʼ���밼ģ��ǻʱѹ��Ȧ��û�������ã����ֲ������Ա��β���֣���ɳ�ѹ���ĸ��Բ������ë���ijߴ�����쳣����ij�������ϳ�����SUV���͵ķ����������Ŀ�����������ʱ����������װ���˷��������ڰ�Ŀ�������ģ�ߣ������ɷ��������������ë���ߴ�ֲ���С������ʱ���ϲijߴ��С�IJ�λ��ѹ��ס�ϣ������������밼ģ���������Ա��β���֣���ɳ�ѹ���ĸ��Բ�����Ӽ��Ĺ��ղ��䲿λ�������ѣ����Ӽ����ղ��䲿λ��������Ȼ�ں�����ޱ߹����п����е�������ѹ���ĸ��ԱȽϲ�������������ʹ��Ҫ��
Ԥ�����������Ǽ���ѹ�����г��ָ��Բ�Ĵ�ʩ���ٽ�ѹ��������ѹ���������״̬�������й̻����ڽ������г̵������״̬�������й̻����۶�����ë���ijߴ���м���ȷ�ϣ���֤����ë���ijߴ��ڹ����ڣ������Ӽ��Ĺ��ղ��䲿λ�������ѵ�������뱨�ϡ�
2.6 ���滮�˵IJ���ԭ��Ԥ����ʩ
���������Ǽ��ڳ�ѹ�����г��ֱ��滮�˵���Ҫԭ�ٲ��ϱ����л��ˣ������˹������߽��а�������ʱ�������ϼ����ϵ���ҵ�з������ˣ��������װ�빤λ����ʱ�������ˣ�����������估ת�˹����з������ˡ�
Ԥ�����������Ǽ���ѹ�����г��ֱ��滮�˵Ĵ�ʩ���ٶԿ������ϲ��Ͻ��м�����ƣ�Ҫ����ϱ������ˣ���ͨ����Ա����������ҵ�Ĺ۲���и��ƣ��������ģ�ߵĶ�λ��״�����������ϸ���װ�ã��۶�Ա�������װ�빤λ���ߵ���ҵ���й۲켰���ƣ��ܶ���������估ת�˹����з����Ļ����������ȷ�ϲ����и��ƣ�������ƹ�λ���ߵĽṹ��
3 ������
���������������������Ǽ���ģ�ߵ��Լ����ƽ������ڿ�ʼ������ѹ�����г����ı���ȱ�ݵIJ���ԭ��Ԥ����ʩ����ѹ����Щ����ȱ�ݵIJ���ԭ���ǻ�������ģ�����һ�ֱ���ȱ�ݻᵼ����һ�ֱ���ȱ�ݵIJ��������߷���һ�ֱ���ȱ�ݵ�ͬʱ����һ�ֱ���ȱ��Ҳͬʱ������������������ֲ������ͬʱ�ܿ����������ֲ��䱡�����ѣ���������а��ӵ�ͬʱ����ĸ���Ҳ���ܲ��á�
State reasons and preventive measures of the outside
covering stamping surface defects
Wang Yinqiao1�� Hu Zhiyu2
(1.Zhengzhou Nissan Automobile Co.,Ltd Technology Center��Henan Zhengzhou 450016��
(2.Dongfeng nissan passenger car company Zhengzhou factory Technology Section Henan Zhengzhou 450016)
Abstract: According to all kinds of outside covering surface defects which often appear in the stamping process. This paper Analysed the reasons that the surface covering defects formed in the process of stamping. Discussed the measures to prevention the defects of the outside covering stamping surface.
Key words: The outside covering �� Stamping processing ��Stamping surface defects ��Reasons of ��Prevention measures