�� ����ƽ ���
CIMES2018 �Ѿ�˳�������Ļ, ����չ����������������Ļֺ�;���, һ���������ܡ���ɫ����Ч�����ܡ����ϵȼ����ص�Ļ���չƷ,��Ϊ��ע�ȵ㡣Ϊ�������ľ��������ҵҲ���չʾ�˸���������Ƚ�����������������ҵר�ҶԱ���չ���Ჿ�ֻ���������չƷ���м����������϶��ߡ�
CIMES2018��ʮ�Ľ��й����ʻ�������չ�����ڽ���6��26-30�����������й�����չ�������¹�¡�ؾ��У�����29�����ҵ�1300���չ�̲�չ���������12��ƽ���ף����������ߴ�12���˴Ρ�
����
MAZAKչʾiSF����
.jpg)
����ǰ���������������������÷dz��ȣ���ͻ��������������i5��DMG MORI��CELOS���ձ������˵�˳���ӹ�SMOOTH TECHNOLOGY��
�����չ���ϣ���������˳���ӹ�SMOOTH TECHNOLOGY�Ļ����ϼ�����չ����ȫ���Ƴ���“iSF” ��������“MAZAK iSMART Factory” ������������ʹ�����Ƚ���������һ�����ܹ�����Ŀǰ���������˵�ȫ�����������ƽ�������²���������MAZAK���µ��Զ��������˻�����������Ҫ���ǹ���ͨ��ȫ�µ����ݲɼ�ģʽ���ܹ�������ؽ��ؼ����ݴ�������ļ��ϵͳ��ʹ����ļӹ��豸��������õ�����������ͨ����������ϵͳ��ERP��������Ŭ�����������ƻ����Զ�������ϵ�������ϵ��Ŀ���ǽ�������������30%�����Ʒ�ڿ�Ͳ�Ʒ�ڿ�����30%��������ʱ����һ�롣iSmart Factory�����岻�������������������Բ���������Ч���Ƚ��ķ�ʽ��֯���������Ǹ��ڴ���߶˿ͻ��ṩ����ϵͳ���Ա���Ӧ“����ҵ����”�ķ�չ���ƣ�����ͻ������ɹ���
DMG MORI �����ͼ�����������
.jpg)
DMG MORI��˾ǰ���꿪����LASERTEC 65 3D��ϼӹ���������һ̨ȫ����5������ϳ��������������ʽ����Ѻ������Ĵ��²�Ʒ�����������������������ں���һ̨����֮�С��������չ������һ̨
LASERTEC 30 SLM���۴�ʽ������������������������������Ҫ�ص��Ǿ��и�����ԡ���Ч�ʺ߹��տɿ��ԡ��û�ռ��ѡ���Լ����������������г������ȵ�λ�����磬����rePLUG����ģ�齫���ϵĸ���ʱ��ѹ��������Сʱ���ڡ����⣬��յķ��ϻ�·Ϊ�������İ�ȫ�Ժͺ����Զ����ṩ��֤����������С�Ų��ֺ������˻��ѺõĻ�����Ƽ���������ά����������������彫ȫ����Ҫ��ť�Ϳ��Ƽ�ȫ�������ڲ���Ա�����ںͿɴ���Χ�ڡ�����DMG MORI��CELOS SLM ΪCAM��̺ͻ��������ṩһվʽ��ȫ���ɺ�ͳһ�û�������������������������Ϊ�������ϲ�ͳһ���û����棬�����κθ��ӵĹ����ӹ��������ڻ����ⲿ��д���������û���������̵�ʱ���ڽ����ݿ����ṩ��������
ֵ��һ����ǣ��������Ҷ˲��Ϸۺп���������������û�ϣ���ò�ͬ���ϣ��粻��֡��ѺϽ�ȣ���ô�Ϳ�ѡ�����ú��ӣ�������ݰ�ȫ��
TORNOS��MultiSwissϵ��
.jpg)
��ʿTORNOS��˾�������Ҫչ�����ǽ������Զ��������ض����Զ������ϵĴ��²�Ʒ�����ǵ�MultiSwiss 8X26��EMOչ��ʱ�ͺܺ䶯��
���Ƹ����Ե�MultiSwiss����˵����Զ�����������ᳵ��֮��Ŀհס�����������“���һ“������ƣ��������壬���ϻ�����ѹ��ȴ��Ԫ���Զ���������ѡ��������ļ����ڻ����ڣ��ṹ���ӽ���С�ɣ������˻���ʵ��ռ�ÿռ䡣�ڻ��������Ҳ��ֿ����˲�����Ա�������ԣ����ظ�������ɽ������и�������������ǰ�˽���ʽ��ƶ��û������Ѻã����ӷ������幤ѧ��ƣ���ȫ���£����г��Ͽ��ƶ�һ����������8���ɶ������Ƶĵ����ᣬ�ɸ��ݲ�ͬ��������������ת�٣�������Ť�ص����������ķֶȶ�λ�����������ж�λ�ٶȿ죬��λ���ȸߵ��ص㡣���ᴴ���Եز��ø߾��Ⱦ�ѹ��У������ͳ���������ת����������ĥ��������������������������ȼ�����������������ģ�黯�Ķ൶��������弴�õĵ���ϵͳ��ÿ����λ�ܹ����ɶ���İѵ��ߣ�ʵ�������������ŵ�������Լ��ӹ������ɫ�Ŀɼ����ԣ�ͬʱ����6��Y������ÿ����üӹ���ӳ����������Ϊ���ܡ�����TISISͨѶ������TB-DECO����������ò����߿���ʵ�����ɱ�̺�ʵʱ��أ����ͻ������˿���ҵ4.0����ĵ�һ����
SW�Ķ�����λ�ӹ�����
.jpg)
�¹�SW��˾�Ķ����ᡢ�����ܶλ���������ӹ����Լӣ�ȷʵ��һ�ָ�Ч���߾��ȵĴ��¼ӹ����ģ����չ̨����Ҳ���ﲻ����
��ֱ�ߵ��������˫����˫����̨��ʽ�ӹ�����BA W02-22���������Զ�������ϵͳ-����ë�����ͳ�Ʒ����ֱ�������̵����ͼ�������ģ�飬��ģ�鼯��6������ˣ�����װж�ӹ�������
���ڸû����˲��ö���ʽ��ƣ�������ض�����������ã���˾��и��ߵ��ƶ��Ϳռ����ɶȣ�����ͬʱʹ�ö���о��ƶ����̣�������ƴ������൱������ʵ�õģ��ر��ʺ�������Ħ�г��ȴ���������ĸ�Ч�ӹ���
EMAG�ĵ��üӹ��¼���
.jpg)
������EMAG�ǵ��������Ͽ�Ϊ�����ӹ��������ṩȫ��������Ĺ�Ӧ��֮һ��ͬʱӵ�г�������ס�ϳ����ĥ�������ݡ�����װ�䡢���⺸�ӡ��绯ѧ���ա���Ӧ����9��¹������켼����
VL 3 DUO �Ǹù�˾VL ϵ��ģ�黯���������е���˫�����������ӵ��������������ʵ���˶Ը�ϵ�в�Ʒ��Χ��������չ���Ǹ�Ч�ӹ�ֱ��Φ150 mm �����������֮ѡ��
���������������³ɹ���һ�壬�������Զ�������ϵͳ��TrackMotion �Զ���ϵͳ�Լ�������ģ�黯�����ṹ����19.6 m2�Ľ��տռ��ڿ�ʵ������Ч�ʵ�����ڸ����������У�VL 3 DUO ��ӵ�е�ר����OP 10��OP 20�����������ӹ������ֱ��������������档VL 3 DUO ��ÿ���ӹ������䱸�˶����Ĺ����洢�����Զ����������ᡣ�����ӹ����˴˻�Ϊ���߶�һ�£���ӵ�ж���ǿ���Ĺ������ᣬ�书�ʺ�Ť�طֱ�ɴ�18.1 kW��142 Nm����ȷ��ʵ�ֿ��١����������ӹ������⣬ÿ���ӹ������䱸��12��λ�������ȿɰ�װ������Ҳ��ѡ�䶯�����ߡ�
��Ϊֵ��һ����ǣ��ڸû����Ļ�ת�����ϣ�װ��һ��״��λ�飬���ӹ��õĻ�ת�幤�����ڴ˶�λ���ϣ����������мȥ����������������ӹ���������ϸ�Ĺ���˼·��ֵ�����Dzο��ġ�
���º���Ҫչ�����������Ʒ
.jpg)
���º����չƷ��ν������Ŀ���ֽ�ѡ���������һ�¡�
��һ���������죬���Ż������ķ�չ�����º���һ����������Ϣ��������ͨ���ܣ��Ƴ��˺��º�“��������Connected Machining” һϵ�й��ܣ�Ϊ���º�����ϵͳ��ͳ�û�������ӹ���ʵ����ֽ����Ϣ���ݺͼӹ����������ṩ�˼��Ľ��������
�����ȫ�ջ�-��դ�ߺͽǶȱ������������ڼӹ������е������Դ����Ҫ���������ļ��νṹ�����Ա�������Լ��ȱ�������������У��ȱ�������Լռ70%��������ǻ�������������Ҫ��Դ�����ˣ����ھ���Ҫ��ߵļӹ���һ����Ҫ��װ��դ�ߺͽǶȱ�����ʵ��ȫ�ջ����ƣ�ȡ����ͳ�İ�ջ����ƣ����º�ȫ�ջ��ܹ�Ϊ�û�������ϵļӹ����⣬ʵ�ָ߾��ȼӹ���
��������Ʒ��ͷ�������Ƴ�����Endat�ӿڵĹ�����ͷTS460�͵��߲�ͷTT460����һ����ǿ��ͷ���õ��û��Ѻ��ԣ�������ϵͳ���û����漴����ɲ�ͷ���úͼ���ͷ����״̬�������������������档
ͨ����ӽ�ӹ�����
.jpg)
������й����ʻ�������չ�����ϣ��¹�ͨ�켯��������ȫ��ȫ���ڵ��ӽ�ӹ�����TruMatic 1000 fiber������һ����Գ��Ͳ�������ļ����и���������ӽ�ӹ����ռ���ȫ������ɡ��������µ�Delta�������������Ϊ���Ч���������ݻ��������µ����ּܷ𣬸��ܽ�����е��ӽ�����ƿ���������˹��������������ӹ�������
�����ӽ�ӹ��ij��Ҷ��ԣ����Ҫ�ӹ�һ��װ�������һ�㹤�����Ƚ����и��ͨ����˿������װ��ӹ������ּӹ�ģʽ�����ƺ�����ȴ�������ڶ������˷ѡ����һ̨�豸������������ļ����и�ֿ��Խ��й�˿�ͳ��ͣ������е����������������ȹ��̽����ٱ���Ҫ�����羫�������������ᵽ��һ��������Ҫ������Ч��������Ҫ�����ӹ��豸��Ч�ʣ�����Ҫ�������ٵ������˷ѡ�ͨ�����������豸�����ǻ�����һ���ͨ�����ٹ�λ���Ӷ�����������������ʱ�䣬�Լ������˹���Ԥ�������Ķ���ɱ����������ϣ����������ӹ��ȶ��Ժͼӹ�Ʒ�ʡ�
�¹�ͨ�켯����Ϊ��ҵ4.0�Ĵ�ʼ��ҵ�������ȫ���豸�Ĺ����У�Ҳ�ںϸ����������졢��������������̨ȫ�µ�TruMatic 1000 fiber��������ɸ�Ч�������������ܿɹ���ǣ��������ּܷ�ɼ�����ٺ����˹��ķּ�ʹ�ĥʱ�䡣
�����Ƶ�ƽ̨ʽ�Լ�
.jpg)
��E1-B201�����Ƶ�չ������һ̨ƽ̨ʽ��ʽ�ӹ����Ŀ�ν����һ�ģ�����������ṹ�����̶������Ϊƽ̨�������ö���ģ�飬��ɸ��ͬƷ�ֹ��û�ѡ����
��X-Y�᷽���ǣ� �������ֲ���ǽʽ�ṹ���봲���߸��Խ���γ�L�ͽṹ������ǿ�����̶�����������ԣ�X����û���ṹ�����ø߸���������ұ�֧�ż�����������ƹ����У�����Ԫ��������ƣ�����С����̬�������졣Y�����˫���������ؽṹ�����ù�դ�ջ����ơ��������˶��������ܺͿ��ƾ��ȡ�
Z�᷽���ǣ�������������������м���˵ؽ��ȶ�֧�ţ��ر��ʺ������������Ͻ�������Ĵ��������������ų���Z�Ṥ��ֱ̨���ڴ���ǰ���˶�������˫��������˫��դ��������ȵ������������˶��������˶����ܡ�����˫�����ã�ʵ���˶������̨ģ��Ļ�����������ͬ���ͬϵ�в�Ʒ�����������Ѷȣ���֤����һ���ԣ��������������ڣ�������Ʒ����ɿ��ԡ�
A-B�᷽����Ҫ��ֱ������Ϊ����ͨ�����ص����Ϊ��ת������Ҫ����������ֱ���������ж�̬��Ӧ�����ã������϶��������еĥ����������ơ�ֱ�������Ѿ���Ϊ��ǰ�����Ͼ��ܸ��ٻ�����Ҫ�ļ���·�ߡ�����ѺϽ���Ѽӹ����ϵļӹ�����е����Ŀǰ�����з����ƽΡ�
����ֱ���������������ͨ��˫��������ʹ�����õ���ǿ����ƽ�ȵ��������ܹ���Ч�����������������϶��ͬʱ˫������Ҳ�Կ�������˸��ߵļ���Ҫ�����Ƶ��ڹ�������ؼ�����֧���£������Ʒ�д�������˫����ƣ�Ϊ�û��ṩ����ļӹ��豸��
�㽭����С�����ع���ĥ��
.jpg)
�й������ķ����Դ���Ϻ�����һ���������㽭�˸������ġ��㽭��ƾ��Ի����빤�ߵĶ����츳��ȷʵ�������������һ����ҵ����Щ��ǰ�������Ҵ���֧�ֶ����������˵�ͬʱ���㽭����ʶ֮ʿ�ͺ��������Ҫ���㽭������й�����ҵ��һ��ʡ��
�����㽭����Ӫ��ҵ����Ȼ�������ģ��ܶ���ֹ��������������һ������չ�����ݱ����ҵ��С������ȴ������������ٻ��ཱ�ĵ�λҲ���٣��е�һ�λ��ν�������������˹���Ըý����¢�ϡ�
�㽭�����м����ջ���������Ա��60���ˡ����������Ʒ��С��ϵ�е����ع���ĥ��������С������ĥ���ȡ������������ŵ��ǣ���ЩС��Ʒԭ���й�80%��Ҫ���ڣ����������ջ����IJ�Ʒ�ǵ���ס���ڣ���ռ���˹����г���60%���ϣ�ͬʱ�������ڡ����ڲ�Ʒ80%�����¹����ձ���������ŷ����ҵ������ң�ռ��������50%�����г���
���ջ����ijɹ������������ͼ�λ�����ǿ��������¡���������������������60��ר���������ճɹ��Ĺؼ����ڡ�����������ɰ�ֵ�ɵ������ĥ����˫ƫ�Ľṹ��ʹ�ò���ʮ�ֱ�ݣ������û���ӭ�����ڹ���Ӧ��������й���Ʒ���������һ����Ӱ������ȷʵӦ�ö�������̤ʵ�صĴ�ҵ�������ޡ�
��������չ������������ϵͳ��iNC��
.jpg)
���������뱦���������������˻�����һ���˹����ܼ�������������ϵͳ��iNC�������ܻ�����iNC-MT���������������һ�����������������Ż����������Ϻ��������е����ܻ�����ģ�顣
�ڻ���8������ϵͳ�Ļ����ϣ��µ���������ϵͳ��iNC���ṩ�˻���ָ��������ݻ�۷��ʽӿڡ�����ȫ��������“����˫��̥”�����ݹ����ӿںʹ��������ܣ����ӻ��������ݷ��������ѧϰ�����㷨�⣬Ϊ�������ܻ������������������õ��з�ģʽ����ҵģʽ����̬Ȧ�ṩ����ʽ�ļ���ƽ̨��Ϊ�������ҡ���ҵ�û������л��������������ܻ�����Ʒ�Ϳ�չ���ܻ������о��ṩ����֧�š�
�ڴ˻����ϣ���������ϵͳ��iNC���ѳ���ʵ�������������������Ż����������Ϻ���������һ�����ܻ����ܣ�ʹ�����ؼӹ�“���������죬������”��
���⣬��������ϵͳ��iNC�������˶�㴥��������̣�����˴�ͳ�����ػ������̣����û����Ӿ�����ʶ�𣬶Բ�����������֤��
��̨�������������������˾��ϵ��չƷ
.jpg)
�������Ƕ�˵������չ��ƿ�������㲿������ʵ�㲿����ҵҲ��Ŭ���ϣ���̨�������������������˾Ŀǰ���������������Ŀ��ù���“�ߵ����ػ������������װ��”�Ƽ��ش�ר�����������ǵ�չƷҲ������ɫ��
�����ֶ����̣������������������ѷۣ�Ӳ�ȴﵽHB230���ϣ���˲����ѣ�������ĥ��ǿ�ȸߣ�����������Ҳ�ϸߣ��������̵Ŀ�צ���Ի���������Ҫ���Ǻš���˵���˿�צ�Ļ����Ժã������˶�����ĥ��צ�������ڽྻ��Ҳ�ã��Ӷ��������˿�Ͱ����ֵ�ʹ������������ҡ�������ָо��ȣ�û�����㣻��˿ѹ�Dz���������û�����������Ҳ������ϼ����ʶ��˷������ϼ���λ��˿���ȵ����⣬����˿����Զ��ľ��Ⱥ�ʹ������������̾����ڹ��꾫�Ȼ����ϻ���ѹ��20����
����Һѹ���ܣ����Dz����������̽ṹ������תλ��̧����������������̽ṹ��Ʒ����תλʱ����̧��������ˮ������Ч���Եø��ã����ܲ���Һѹ����������ת�ṹ����ͬ��ijЩͬ���Ʒ��Ъ�ֶȻ�����תλʱ�ٶȸ��졣
ӵ������֪ʶ��Ȩ���ٻ��ཱ��TK64320����ҡ��ʽֱ������ת̨����5�������ӹ�������õĸ��������Ҳ��չ������֮һ������ֱ��ҡ��ʽ����ת̨���Ա����ָ��ṹת̨�������϶������ĥ����ŵ㣬����תλ�ٶȿ졣���ڲ�����Բ��դ�ջ�װ�ã��ֶȾ��ȸ��ߣ�ͬʱ��Ӧ�ٶ�Ҳ�죬�����岹���ȸ��ߡ�
ֱ��ת̨������˱ջ����ƣ���ʵʱ����е����λ�������ٶ�������ʱ����������ϵͳ����ȷ���ӹ����Ⱥ������岹���ȡ���ת̨������ѭ��ˮ��ȴ��������������ɸ��¶ȴ���������ʵʱ������¶Ⱥ���ȴˮ�¶ȣ�����ȷ�������������ת��ˮ�º㶨���ʶ��ɼ��������¶ȵı仯��ɵĻ�е�������ȱ��ͣ���˼ӹ����ȸߡ����һ���Ժá�
�人�ǵ�������
.jpg)
W2�ݵ�D903չ̨���人�ǵ�����˾�ĸ߾�������ת̨�dz����˹�ע��������ȫ���״�����϶����˫�ִ����ṹ��ƣ�ʵ���˳��߾��ȵ�ƽ�������������������ƣ���≤3um����ȷ���˷ֶȻ�Բ�ĵľ����ģ����ʵ����ת̨�ֶȾ��ȴﵽ±2”���ظ���λ����2”�����ü����ѻ���ҷ���ר������
���ָ߾�������ת̨�����ڲ�������϶����˫�ִ����ṹ����˴����һ������������ת̨���������˷���ת̨����������ɵĶ��Ķ�λ���������ƫ�����ת̨����ǿ�������ȶ��Ժã�8100Nm��Ť����� ���ɳ���30000N����������
����е��ʽʵ�ָ߾��ȣ������դ���������������դ��Ⱦ����ת̨���ȶ�ʧ�����ţ����ת̨�ڳ���ʹ�ù����У������ȶ��ɿ���
���߽��ĵĴ����ṹ��ƣ��߸��˴�ͳ�Ĵ�����ʽ����Ψһʵ�ֹ���Ħ��������ת̨����Ƚϴ�ͳ�ṹ�Ļ���Ħ��������Ħ��ϵ�����300�����ϡ��������϶��ص�����Ԥ��װ�乤�գ���������������϶���˶��㲿����ĥ��С�������ͣ�40dB���£�����������С��50�����£�����Ʒʹ�������������ߡ���ÿ��8Сʱ�����ת�������£����ȱ��ֲ��������������ϣ������ͣ���ͨ���ͣ��⣬��ά��������жά�ޣ��������Ժ������������½�����ͨ���ֳ��ָ���У���������ȣ���������κ��㲿����
����
������ʯ�������߹ɷ�����˾
������ʯ�������߹ɷ�����˾�����¼�ƣ����꣩�ǹ������ȵ�Ӳ�ʺϽ����������ۺϹ�Ӧ�̣���������Ϊһ�壬�ڵ�����ҵ���й��ʾ����������ԭ�ȴ�����Ӳ�ʺϽ��Ű������רҵ���쵶�߲�Ʒ���������ص��߲�Ʒ�ij��ң���Խ���������߲�Ʒ��Ӧ�̵��ż���������Ϊ�û��ṩ���Ի��Ľ������ת�ͷ�չ��
�����߽������չ�������ǵ��г��Ͳ�Ʒ���������������ᵽ���ľ�����ν“�������”����չ���ϣ����DZȽϳ�ֵ�չʾ����������������ĸ��塢�ǡ�����ȵ�������Ľ��������
.jpg)
ͼ1 ���������������ǵĴ־��ӹ���ϳ��
ͼ1������չʾ��������������ӹ��Ĵ־��ӹ���ϳ�����ּӹ�ϳ�����ô�����Ķ��е�Ƭ��Ŀ������߿ͻ��ļӹ�Ч�ʣ������ӹ�ʹ���˴�����������ϳ������ʵ��0.002mm�ĵ��ھ��ȣ��ӹ�����ֲڶȵȼ��dz��á�
.jpg)
ͼ2 �����������֪ʶ��Ȩ�����Ͻ����ϳ��
�������������������Ľ��������õ�Խ��Խ���Ӧ�á�����Ϊ��Ҳ����������Ե����Ͻ�ӹ����������ͼ2������Ĵ�������֪ʶ��Ȩ�����Ͻ����ϳ��������������ݵĵ���������ڻ��������������ר��������
������ܣ���H���ĵ�Ƭ������ϸ߷ֱ��ʵ����ݶ�ʱ���ɽ�ϳ���������ٵ�����0.002mm���������ݼ��ݶ����ض�λ�ṹ��ʹ���м�����λ������ȫ�̶������ҵ������ܵ��ϴ�������ʱ���Ӵ���������ඨλ���������ݵ��Ա��μ�С����֤�뾲̬ʱ�ߴ���켫С��ͬʱ���������õĵ��з���������
.jpg)
ͼ3 ���꼸����ý��ʯ����
�������ǣ���Ӳ�Ľ��ʯ��PCD�����ʵ���ϳ���̡���ͷ���߾��Ƚµ����۵����������ϵ��߶��õ��㷺Ӧ�á�PCD���߿ɳ��ܼ��ߵ������ٶȣ�ϳ�������ٶ�800m/min���������������ӹ�Ч�ʼ��ӹ�������ͬʱ��������Ҳ���á�������ܣ����ǵ�һ��½���涨λ����PCD���ߣ�ͼ3�����3����������ԭ�е�Ӳ�ʺϽߣ��ӹ�Ч�����������������ԭӲ�ʺϽ�µ����80���
.jpg)
ͼ4 ������ϳ��������Ƭ����
ͼ4�������������ϳ����ͼ5���������ᾱ������������ν�������ӹ������ѵĵ��ߴ����������ʾ�����൶�ߵ������������˵�Ѳ��Ǹ߲����ʡ�ͼ4������Ϊ�����������ϳ����Ƭ����ṩ����������һ��ϳ���̵���Բ��Ƭ����˫�����8�������еĵ�Ƭ�������Ըߣ�����һ����Բ��Ƭ�ͳ���۵�Ƭ����������ͬ�������ڼ��ٻ���������
.jpg)
ͼ5 �������ᾱ���������̼�����
����ͼ5���������ᾱ��������������ʯ��ʾ���ȿ����ṩ�������ᾱ�������ĵ�Ƭ��Ҳ�����ṩ���ֵ��У������ṩ���������̣�ȫ����Ϊ�ͻ�������֮�ǡ������������ϳ�����������ĵ��ߣ����겻�������ṩ��Ƭ��������Ҳ�����ṩ���̡�
�ɴ˿ɼ�����������Ŭ������������ҵ���죬���ͳɱ�������Ϊ�����������ṩ������������Ϊ���������������쳧�ṩ��������ķ����̡���Ҳ��������Ϊ�����й�����Ҫ������Ӧ���ܻ�������뾭���ķ�չ�Ρ�
�����ؽ����ӹ��������й�������˾
.jpg)
ͼ6 �����ؽ����ֳ��ֹ���
�ߵ������ؽ����ӹ��������й�������˾��ԭ���Ľ�[���¼�ƣ������ؽ�]��չ̨�����Ѳ������ǵij��ֹ�������ס����ͼ6�������ҷֱ��ǿ�תλ���ֹ���UNIFY����Ϳ��Ӳ�ʺϽ���ֹ�����������ϵͳ��
�����ص�UNIFY���������к͵�����Ƴ�һ��ʽ����ͬ��ģ������£��⾶�������ø�С���������ڽ�С�Ļ������似�����µ�����ڣ�����ڴ�ͳ�Ĵ��ݽṹ����Ƭ�������UNIFY�ľ��ȸ��ߡ���Ϳ��Ӳ�ʺϽ���ֹ���CARBIDELINE-H��Ӳ�ʺϽ��������ڸ��ٸֵ���ĸ߾��ȹ�����������ּ�������Ӳ�ʺϽ��е�������ϡ�������Ӳ�ʺϽ���Ƭ�������,�۸���˶��ӹ�Ч����֮�൱����������ٸֹ�����ȣ���Ȼ�۸��Ըߵ����յ�������ԶԶ����������ٸ�����������Լ۱ȸ�ʤ��������-������ϵ���ȡ��ԭ�е���ݹ��գ�ͬʱ���Ǽӹ�Ч�ʱ�ԭ�������30%������ʡȥ�˵��ǻ���Ͷ�룬����������ɱ����豸��Ͷ�ʡ�
.jpg)
ͼ7 �����ؽ�����ģ��ʽ����˿
�����ؽ�����ģ�黯˿Ҳ�Ƿdz����ڲ�ͬ�IJ�Ʒ��
ģ��ʽ����˿Xchange���ʹ������ĥ��Ӳ�ʺϽ�����˿ͷ�;��и����Եĸ��Ƶ��ˣ�����ͨ������״�Ķ���������ϡ����ַ���״�Ľӿ�������״��Լ�������ᷢ���������ڴ���Ť�ض��Էdz���Ч������ٸֵ������, ʹ�øֵ��˺�Ӳ�ʺϽ�˿ͷ������ܴﵽ�����������ٶȣ���˽���ʱ��������صĻ������ô���½�, �����ڸ�Ч����������ڽ��ͼӹ��ɱ����а�����
��һ��ģ�黯��˿�Dz�����м�۵Ľṹ��Ӧ���ڼ�ѹ˿����ͼ7b)��ʾ�������м�۵�ģ�黯����˿�Ľӿ����ƣ�˿ͷ�뵶��Ҳͨ������״�Ķ���������ϡ��������е������ⶼ�dz��ݣ����������ᷢ���������Ҹ������ڴ��ݽϸߵ�Ť�ء�
.jpg)
ͼ8 ˫ͷ�ɻ���Ƭʽ����ϳ��Copy Max 2
ͼ8�������ص�Copy Max 2˫ͷ�ɻ���Ƭʽ����ϳ����һ��Ŀɻ�ͷ�����ӹ���ͷϳ��������תλ���������ؽ�Copy Max 2��������ȫ���������У�����һ��������ĥ��ʱ����Ƭ����תλ���ظ�ʹ�ã��Һ͵�һ�������о�����ͬ�ĵ���ʹ����������ʹ���е������в������붨λ�ͼн���������λ��2��Բ���к�ר�ŵ�װ�ж�λ�����е���λ�ͼн����пڲ��ᱻ���ˡ�
���ݰĿ�̩����������˾
ͬ���ǹ���Ӳ�ʺϽ��̣�ӵ������һ����Ӳ�ʺϽ�������������Ʒ�㷺Ӧ����ʯ�͡����������������ػ���������
.jpg)
ͼ9 �Ŀ�̩�IJ���ֲ��ʳ���Ƭ
չ���ϣ��Ŀ�̩�Ĺ�����Ա�������ص���������ǵ������Ʒ��
��һ�������ڲ���ֳ����ĵ�Ƭ������ɲ����ר�û��������Ϳ��ĵ�Ƭ���ʱ�����ΪAP301M�������Ļ��ĺ�Ϳ�㣬�������˳������ʹ����������С���Ҳ�������м�����ڶ�м���ͷ��������Ƴ���3�����ڸ��͵�Ƭ�IJ���MB2��MC3��MC4��ͼ9�����������ң��ֱ����ھ��ӹ����뾫�ӹ��ʹּӹ����������͵�Ƭ�����Ƴ���PB1��PC2���ֱ����ھ��ӹ��Ͱ뾫�ӹ���
.jpg)
ͼ10 �Ŀ�̩��AFM45-XNϵ��ϳ��
�ڶ�����AFM45-XNϵ��ϳ������Ϊ�ݶ�ѹ�������ϵ�к�Ш��ѹ�����ܳ�ϵ�С�����45����ƫ�ǵ�ϳ���Ǿ����������������ƽ��Ľṹ�����͵�7���ε�Ƭ����14�����õ������пڡ����о����͵��սᵶƬ��Ҳ�и߾��ȵ��ܱ�ĥ����Ƭ�����ֵ�Ƭ�����Դ������У�����Ƭ�������д���CVDͿ�㣨AC301P��AC301K�������PVDͿ�㣨AP301U��AP351U�� AP401U��AP351K���ɹ�ѡ��
.jpg)
ͼ11 90°��ƫ��˫��ϳ��ASM90-WN08ϳ��
�������Ǵ���˫��ϳ��ASM90-WN08ϳ�����Ŀ�̩����˵�����ǵ�ASM90-WN08ϳ����������90°��ƫ�ǣ�����ݡ��ܳݺͳ������ֳݾࣨ���г���ֻ�Ƽ��ڶ�м����ϼ�С����ϳ��ʱӦ�ã�����о����ʽ��Բ���������ʽ��ģ��ʽ���ֽӿڣ����̱����������������ʴ����ĥ�𣬴�ֱ����ϳ���̻���������ȴϵͳ������Ƭ�������εĸ��͵�Ƭ��ÿ����Ƭ����6����Ч�пڣ�������FM2��MM3��MM4��MR2���ֲ����е���һ�ֶ����ж����У������ѡר�ó����е�Ƭ�������Ի�ýϸߵĴֲڶȡ���Ƭ��������AFM45-XNϵ��ϳ��һ������2�ִ���CVDͿ���4�ִ���PVDͿ��ĵ�Ƭ�ɹ�ѡ��
�����ǻ��Ƽ���չ����˾
�����ǻ��Ƽ�չ���˴�����̨���ĵ��ߣ���Ҫ���ܵ���400PLUS����Ӳ�ʺϽ���ϳ����400PLUSϳ��ϵ����һ���пڲ��ȷֺͲ�����������Ƶĵ��ߣ������ȷֳ��벻��������������������������ϣ���������������������������ë�̲�������ɢ�����������ṩ����������������ʹ���������ӳ���
ͬʱ��������ʹ�õ�Ϳ�������ǵ���������AlTiBN������AlTiN��TiN�и��õ���ĥ�ԣ������������ʹ���������ﵽ��Ч���������ӹ��ı���Ʒ�ʣ���ʡʹ�óɱ���
.jpg)
ͼ12 ̨����400PLUS����Ӳ�ʺϽ���ϳ��
���з������У�������������Ƶ�˼·���������ÿ�ѧ��ʵ�����ݣ��ҳ���ѵ������Ƕȴ��䣬�õ��߱��ֳ��������Ч�ܡ�������ʵ��ʱ�����۹���Ʒ�ƣ����ǹ�������Ʒ����֮�����ܱȽϣ�400PLUSϵ�е���Ч�ܱ��ֶ�ͻ�����졣
Ϊ����ʹ�����ڼӹ�ʱ�ܸ�����ȷ���ճߴ磬��˾�����߹����ʾ�ڵ��߱��������������������ȣ����������ȵĸ߾��ȳߴ�±2μm����Ϊ�ɿ�ֵ����ʹ���߿������������Ķ�����������Ϣ���ո����ף�����ά�ּӹ���Ʒ���ȶ��ԡ�
��ܹ�ҵ��ʽ����
.jpg)
ͼ13 ƽ�ڳ���
ͼ13�����չ����һ������Ϊ180°��ƽ�ڳ��ꡣ��������Ӧ�Դ��㲿���ӹ��������㷺�ӹ��������ƽ�ӹ�����ֱ��������ʽ��ͷ�۸���С���ˣ�����з��˴�ֱ��ƽ�ڳ��꣬�����ʡ���߳ɱ���
���ƽ�ڳ���Ҳ��������б�桢����Ȳ��ȶ��ӹ������ж�����ֲ�������ͬʱ�����ò���ʽ���ͣ���Ч��������������������Ӧ��ԤӲ�֡�����ֵȱ��ӹ����ϡ������ö��ص����䷽ʽ����Ч�ӹ����Ϊֱ����1.5����
.jpg)
ͼ14 QM��ħ���ĸ߾��Ȱ�MQT��
���QM��ħ��ϵ���������˸߾��Ȱ��MQT�ͣ�ͼ14ȫ��ͼ��MQT���봫ͳ�Ŀɻ�ʽ��ͷ��ȣ����徫������һ������ʹ�ñ���H����Ƭʱ���⾶���쾫�ȴﵽ��0.02����0.05mm��90°ֱ�ڡ�87°��85°б�����ֻ�����������XPHW(T)���ε�Ƭ���������Բ��ô����������ӹ����Ⱥͼӹ�Ч�ʣ����ҿ�����Ӧ�Դ�90°��ֱֱ�ڵ�80°֮�����нǶȵ���б��ӹ�Ҫ���ر���������������������ټӹ������б�ȵ�������ε�Ƭ�Ľ�ϸ����������Ľ��������
��Ƭ������Ӧ��һ��֡�ԤӲ�֡�����֡������ȹ㷺���ӹ������õ�PVDͿ����ʣ�JC8118�����������ӹ���������õĽ����մɲ��ʣ�CX75�������⣬���ƷQM��ħ��һ���ɹ���YPHW�͵�Ƭ����һ��ͻ�Գ����Ķ���ԡ�
�����ֶ��½��ʯ���߹ɷ�����˾
.jpg)
ͼ15 �����ֶ��µĿ�תλ�������ϵ�����ʯϳ��
�����ֶ����ص�����˿�תλ�������ϵ�����ʯϳ����
������Ϊ��ϳ������Ҫ�������ǵ�Ƭ����2�����õĵ��⡣��ǰ�����Ĵֽ��ʯ��Ƭϳ���������ǵ�Ƭ�Ϻ����ʯ��Ƭ���ǵ�����ֱ�Ӻ����ʯ��Ƭ�����������ڿɻ�������תλ���ֶ��µĵ�Ƭ�ڽṹ�Ͻ���λ�����������룬����ͻ�û�кõĵ�������������ֱ��������Ƭ�뵶��Ķ�λ�����ϣ�Ҳ�ܱ�֤��ԽϸߵĶ�������ˮƽ��0.02mm�����Ӷ�ʹ��Ƭ��Ȼ�����нϳ���ʹ��������������ͻ��ܽ���Ƭ��������������ˮƽ��0.002mm��ʵ���ⲻ���ѣ��������������и������ߡ�
�ֶ��µ���ȴҺ���ܰ���ʹ����Һ�ܺõ�ֱ�����͵��������Ӷ��������Ͻ�ӹ��ı������������⣬���̵ײ�������������ֵ�����ݶ������û������ö���
����������ó�ף��Ϻ�������˾
.jpg)
ͼ16 ���������������θ�����ϳ��GARANT PPC
ͼ16�ǻ�����չ����һ���ȥ������ͷϳ����ʵ�����������εĸ�����ϳ����GARANT Parabolic Performance Cutting�����Ǽ��PPC����
GARANT PPC����Ҫ����Ϊ���ƴ�뾶Բ�����������Σ�����������Ч�뾶�������á���ˣ��������ֱͬ������ͷϳ����ȫ��PPCϳ���IJ���Ҫ��9����ͬʱ���ܴﵽ��ͬ�ı���ӹ����������յĽ�����Ǽӹ�ʱ����̣����������ߺͻ��������ܵ�Ӧ����С����һ���棬������ͬ���IJ����С�������ӹ��������Ż�80����
.jpg)
ͼ17 ������-��ͷϳ����������ϳ��GARANT PPC�Ա�
����������ʾ����Ҫ��Чʹ��GARANT PPC���ߣ���Ҫ��ͬʱʹ�ú��ʵ�CAD-CAM��������������������ģ�͵���ʽ�Ե��߽ṹ���мӹ���
������¿��ؾ�ó����˾
��¿�����CIMES2018չ��ĵڶ�������������ֻ�С���еķ�����ʽ����ʿMBM��ȫ����ϯִ�й�ר�̳�ϯ�˷����ᡣ
.jpg)
ͼ18 ��ʿMBM�·��������ֻ�С���к��������ֻ��۵�
ͼ18���������ʿMBM�·��������ֻ�С����ʾ�⡣��ʿMBMǰЩ���Ѿ�½��������һЩ���ֻ�����ͷ��ͼ18�ҵ��Ϸ������������Ի������õĽṹ�������ֻ��۵���ʹ�ú������������ܶ�ķ��㡣
��¿��ؽ��ܣ�����·��������Ծ��۵���ģ����ר��Ϊ�DZ�����ۣ�ͼ18��1���ľ��ӹ��������Ĵ��²�Ʒ���ڼ����Ͼ߱��������еĻ������������з��š���м�������ͷ�ˮ���ܡ�
�·��������ֻ�С����������Ϊ0.001mm�����������Ϊ0.4m�����������±1mm�����ת��10,000 r/min�����������䡢������㡢�ɿ���ǿ��ֱ��λ�Ʋ�����û�з����϶������Ҫ�����ĵ�����Уװ�á������ڻ�����ֱ�ӵ��������ͷ�����ʱ��Ӷ����Ч�ʵ��ŵ㡣�������ֻ�С���к���ǰ�������������ֻ��۵������������ʾװ����ͨ�õġ�
���ѿ�˹���ܹ��ߣ��Ϻ�������˾
.jpg)
ͼ19 ���ѿ�˹����ѹ����ϵͳ
���ѿ�˹REGOFIX���������ǵ���ѹ����ϵͳ——PG���������ѿ�˹��PG�������б���Һѹ��������װ�����������ε�������һ���ʺϸ��ټӹ��ĵ��������Ὣ��װ���ͷ��ͼ19�ұ�4������Ȼ����Щ��ͷ���뵶����ͼ19�м�4������
����PG��ͷ����1:100С�ȣ���������������������ͷ��ȫת�뵶����������ѿ�˹�Ƽ�����ѹ�����Զ�װ�е�Ԫ��ͼ4�����ֹ���������Ĵ��е��ߵļ�ͷ�͵���һͬ�����Զ�װ�е�Ԫ�����Զ�װ�е�Ԫʹ��Լ15.5MPa��155Bar����ѹ������ͷѹ�뵶����
���ѿ�˹�Ƽ��ڵ��߱������������װ��������Ƭ���ټ����������Ƶİ�ȫ��ñ����������200%��ֹ���ߺͼ�ͷ�ڼӹ�ʱ���γ�������жʱ�ذ�װ�����輴�ɲ��¡�
��Ī�˷����Ͼ��ܹ��ߣ����ݣ�����˾
.jpg)
ͼ20 ��Ī�˷�����ߴ�ļ�ѹ˿
��Ī�˷�����չ���˴�ߴ�ļ�ѹ˿��ͼ20������Щ��ѹ˿��ֱ�����ɴ�M48���������ڼӹ����ָּ�������������Ҫ����ī��������
��Ī�˷����ļ�ѹ˿�IJ���Ҫ��������ͨ����������û������ȴ�����������ⲿ��ȴ��ʵ������������ȴ���ܺõ���ȴ�����伷ѹ���֣��ڼӹ�ͨ������ʱ�������ȫ�ɿ��ķ������ܸ��õضԼ�ѹ�����ṩ��ȴ������������չ�IJ��Ͼ��ܼ�ѹ����, �������г�ֵ���, ����һ�����ͨ��ˮƽ�ӹ�, �Ƽ�ʹ���Ͳ�(��dz����ͨ����, �籡�����)��
.jpg)
ͼ21 ��Ī�˷�������ʾ��ֱ���߾�������м˿��������Ƶ��ά��
��Ī�˷�������CIMES2018�ֳ�����Ϊ������ʾ�˴�ֱ����M120×6�����߾��ȣ�6H��������м˿�ӹ�������ʾʹ����5m/min(11r/min)�������ٶȣ���ʾ�������м˿�¶Ⱥܵͣ�������ͨ�桢ֹ������������������ʾ��ɨ��ͼ21�Ҳ��ά��ۿ�ȫ���̡�
�ɶ������о�������˾
.jpg)
ͼ22 �ɶ������о����ֲ�ϳ��
�ɶ������о���չ����һϵ�еij���ϳ����ͼ22�������߾��ȵij���ϳ���������ֻ�Ҷ���ֲ�ϳ�����ֳ�������ϳ����ʥ����ϳ�������������ֻ�Ҷ���۵ľ���Ҫ�ߣ�Ҫ�ó���ϳ���ﵽ�����ľ��Ȳ������¡��������ǵ�Ŭ���;���������������������������ƽ�ȶ�ѡ�������ǵ��ֲ�ϳ����
.jpg)
ͼ23 SFS�����ݶ�������
�ɶ������о���Ҳչ�������Ǵ�����SFS�����ݶ������ߡ����ߵ��ݶ���С�����Ҳ�ܶ࣬���Ե��ߵ�ʹ���в�С��Ӱ�죬����ͨ��ѡ����ȷ�ı��洦�������Դ����ߵ����ݶ��ij��ڿɿ��ԣ���֤��Ƭ�ܷ��ӳ�Ӧ�е����ܣ������ݶ��İ�š������TorxPlus��Torx�ܴ��ݸ����Ť�أ���šʱ����������������Ϥ�������ϴֵ��߹�˾����Ҫ�����ݶ���Ӧ�̶���SFS��
.jpg)
ͼ24 �ɶ������о����ܰ���
�ɶ������о���չ���˼�������꣬ͼ24��ʾ�ǹܰ��ꡣ�ܰ�������ָ���ڻ������ܰ����ӹ�������꣬�������ܰ����ӹ���һ���Ѷȴ�Ĺؼ���������ĿǰΪֹ�����Ÿ���ҵ��Ŀ�������ͷ�չ����ӹ�Ҳ���ڲ��ϸĽ�����߽Σ����������������£�
���������Ƚϴ�һ��≥10�������ɴ�100���ϣ��˵��Ʒ����ȺͿ��ȿ�≥ 50�������ϸ�����Բ����ʱ���ײ���ƫб�������ȼ������������Ա�֤����м�������мͨ����������м���ã���м��ͷ���ӹ��������Ա�֤����ͷ�ڽ��Ʒ������¹���������ʱ�䳤�����������ų�����ͷ����ĥ�𡣶�������������Φ16.28-Φ25.35�ȶ��ֹ��Ĺܰ��꣬�ں˵硢��¯��������ҵ�Ĺܰ�ӹ�����ȡ���˽Ϻõ�Ч����
.jpg)
ͼ25 �ɶ������о�����������ҵ�Ľ������
�ɶ������о���չʾ��������������ҵ�Ľ��������ͼ25������е�����һ�������dz���һЩ�ڳ���ӹ�����ͨ�õ��ߺ��ߵ�������ȫ���Լӹ�����״���������ҵ���ò��ó��μӹ��ķ����������
����������20�����Ŭ�����Ѿ��߱��˸��������ͻ��ṩ�ӵ��߲���ѡ��ȫ�ӹ����������������������Ľ����մ���г��͵��ߣ���Ҫ���������Ȧ�ӹ��ϵij��ͼӹ�����Ҫ�ӹ���Ȧ�Ĺ������ܷ�ۡ����ǡ���С���ȡ�Ŀǰ��ҪΪ�����Ȧ���ӹ��Զ������ף���Ϊ�����ͺŵ������С�Բ������С�������м��������͵ķDZ���ͳ��ӹ������س��ӹ��ṩȫ���������
�ɶ���������������˾
.jpg)
ͼ26 �ɶ���������ר��˿
��Ϊ��ǰϰ��������������Ʒ�ijɶ�������һ�ҹ��ڵĴ�ͳ���������쳧�����������չ�����Ƴ���һϵ�е�ר��˿��
ͼ26��������չ���İ����岻���ר���ݼ�˿�������ù�����ڲ��ϣ���������Բ�����ơ�����пڶۻ���������ʹ�ù����Ƚ��߾������ػ����ӹ������ܿ˷���������Դ����Բǿ�ȸߣ�����ϵ������Ӳ����ǿ�����ԣ��ֱ�֤˿���γߴ��һ���Ժ��ȶ��ԣ����ù����Ƚ�Ϳ�㼼�����������Ϳ��������������ǿ˿��ĥ�ԡ����˿���������Ͻ�Ϳ������Ը��ƺ�Ӳ�ԣ����ٸ������������µ��п�ĥ��
ͼ26���Ǽӹ���������ר��˿���������ڼӹ��������Խϸߵ������ٶȣ��ɴ�30��35m/min���ӹ�����Ϊ�����ࣨ�����ҿ���������ī��������ī�������ķ��������塢�ǵ������Ƽӹ����ݳ������ܣ������ͨ˿������ר��˿��ת�ٸߡ������������Ժá��ȶ��Ժõ��ص㣬���Լ۱����ڹ���Ʒ��ͬ����˿��
���������������ι�˾
.jpg)
ͼ27 �������߸��ٸֳ��ݵ�
��ν���ݣ�������ͼ1�ij��ݵ����������е��������ָ��е�һ�������ع��������ƶ��ķ������ݺ������߽��ܣ����������˶�������������һ���˶������������ͬ�����ǵ�����ͬһ��Ĺ����Ƕ������������б仯���ӿ�ʼ��������ʱ����ǰ�ǣ���Ϊ����ֵ�ϴ�ĸ�ǰ�ǡ�

ͼ28 ��������Сֱ���ӳ���ʽ����
�������ߵ�Сֱ���ӳ���ʽ������ͼ28����Ҫ�����������������������ߣ��������Ĺ��ݼӹ�������ڴ�ͳ�������ԣ���ֱ��С�����ݵ�������г��Ŀ��г�ʱ�����̡�
ͬ����������������£�����ת�ٿ�����ߡ������ӳ��ܵ����������ˣ�����������ĥ�ӹ��ij��ּ����࣬��������������ĥ֮���ʱ��䳤���ӻ����ĽǶȣ����ֹ����Ǹ��У����Բ�������Һ���ɷ��伴�ɣ���Ҳ�����˷�Һ�Ĵ����ɱ�����Щ���������������Ч�ʣ�Ҳ������ֵ�ص��Զ������߱�Ϊ��ʵ��
.jpg)
ͼ29 ��������б��ֱ������ǰ��Ե��ݵ�
ͼ29�Ǻ�������б��ֱ������ǰ��Ե��ݵ�������Ҫ������ǰ��ĥǰ���ֵ�˫�����������֣���ݶ����ǵ��ڳ��ֲ�ݼӹ����봫ͳ��ȣ�������ֵĵ��Ǻ��ڸ���������һ�¡����ֵ������Ҳ���������ǵ����ƣ���ƿռ��ԣ�ȸ���
�����ʸ���ó�������ι�˾

ͼ30 �����ʸ��ĸ��ַDZ�ϳ��
�����ʸ���һ�Ҽȴ��µ���ó�ף������߶��ص��ߺͺ�Ĭ��������Ҳ���·DZ굶���������ҵ��
�굶������Ҫ�������Ͻ�ӹ���ͼ30�����ѺϽ�ӹ���ͼ30���Ͳ���ּӹ����������3C��ҵ��һЩ����ߣ�ͼ30��Ҳ������һЩ��ʽ�����ķDZ�ϳ����ͼ30���ģ�������ֱ����32mm������Ӳ�ʺϽ�ϳ����ͼ30����Ҳ��С�ߴ��С����ͼ30�����ߡ�
�Կͻ���Ҫ�������������ϳ�����ʸ�����˵���и������ǿͻ�ϳ���ij����Ȳ�����Ҫ����ı����ȣ����Ǿͻ����̵��߳��������ӵ��߸��ԣ��Ӷ�Ҳ����˵��ߵ�����������Щ���ߵĸ���β����ͱ�������������ͻ���������Ӧ�ĸı䣬��ȡ���˺ܺõ�Ч������С��ͷֱ���Ѿ����Դﵽ0.1mm��
PRO-MICRON GMBH & CO.KG
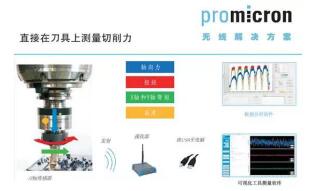
ͼ31��Pro-micron��˾��SPIKE��������״̬����ϵͳ
�¹�pro-micron��˾��һ��רע�ڹ�ҵ���߽�������Ĺ�˾��SPIKE�������߶�̬����������ϵͳ��Ʒ��ͼ31�����������Եؽ���������װ�ڵ����ϣ�ֱ���ڼӹ������н������Ķ�̬����������������Ť�غ���أ���������ʵʱ�ش��䵽���ԣ���һ�����ø����е������Ϊ��������Ҫָ�꣬����ר���ļ�����ͼ����������ص�ʵʱ�仯������ֱ�ۿ���ÿ�������е�ʵʱ״̬��
������ǿ������������ɼ����������ݣ����ɽ��ɼ������������ݽ��и��ֶԱȷ�������ݴ���ֱ�۵ķ������棬���ڴ˽������߷����������Ż��������Ż������������Ż���Ԥ����Ż����������ȣ��������ʵ�������ϵͳ���ɣ���spike_kpi�������߷����ͼ�⣬ʵ���Զ�������ͣ����
ټ���CIMES2018������Ŀ��Ͼ�ӣ���չ��ʰ����ֻ�ܹ�һ©��CIMESԸ����һ·ͬ�У���ͬŬ����Ϊ�й�������������棬�����ز�һ�ʣ��Ѹ��õ�չƷ���������CIMES2020��