����ǰ���Ų���ܳ��������ĺ��IJ��������е����������������������������Źؼ������ã�����������Ķ���������ʧЧ����������ʽ�������������ֻ���������ʻ�����з����˶��ѣ���Դ�������з�����
1.ʧЧ���������
�ó�����Ϊ�Ѿ����ѵ�SUV�������������ᣬ�Ͽڱ�����ã������δ��������ʴ�����¼��Ϊ“����”����4S�귴ӳ���������ڳ���ʻ������ʱ�������ѣ���ͼ1��ͼ2���������Ϊ20CrMnTiH�����ΪSUVԽҰ���ͣ����ֵ���Ҫ����������→����→��е�ӹ�→�껨��→�г�→��̼���→���»ػ�→����→�����˻�

2.�����������
��1���Ͽں�ۼ���
������Ͽڵĺ����ò��ͼ2�����ѷ����ڳ����Ứ���������Ӵ��Ĺ��ɲ�λ���Ͽ�������ֱ�������ƽ̹�������Ժ�����Ա��μ��쳣��е���˺ۼ��������۲��ж϶�����Դ�ڳ����Ứ�����������λ�á�
��2����ѧ�ɷּ���
�Ըó�������л�ѧ�ɷּ��飬���������1��ʾ���ɼ����ó�����Ļ�ѧ�ɷַ���GB/T 5216—2004��20CrMnTiH���ʺϽ�ṹ�ֵ�Ҫ��
��1 ��ѧ�ɷּ���ֵ��������������%��
|
������Ŀ
|
C
|
Si
|
Mn
|
P
|
S
|
Cr
|
Ti
|
Ni
|
Cu
|
|
��ֵ
|
0.17��0.23
|
0.17��0.37
|
0.80��1.15
|
≤0.035
|
≤0.035
|
1.00��1.35
|
0.04��0.10
|
≤0.30
|
≤0.30
|
|
����ֵ
|
0.21
|
0.24
|
1.02
|
0.012
|
0.030
|
1.21
|
0.060
|
0.035
|
0.10
|
��3��Ӳ�ȼ�Ӳ������ȼ���
�Ը�ʧЧ�ij��������Ӳ�ȼ�Ӳ������Ƚ��м��飬������2��ʾ����֪���ó����������ЧӲ������ȡ�����Ӳ���Լ��IJ�Ӳ�Ⱦ��������Ҫ��
��2 Ӳ�ȼ���ֵ
|
������Ŀ
|
��ֵ
|
����ֵ
|
|
����Ӳ��HRC
|
58��64
|
63.7��64.2��63.8��ƽ����63.9
|
|
�IJ�Ӳ��HRC
|
32��45
|
32.1��33.2��32.8��ƽ����32.7
|
|
ά��Ӳ�ȣ�HV0.2��
|
��������/mm
|
|
|
0.15
|
0.25
|
0.35
|
0.45
|
0.55
|
0.65
|
0.75
|
0.85
|
0.95
|
1.05
|
1.15
|
|
817
|
798
|
814
|
795
|
791
|
807
|
773
|
655
|
652
|
584
|
549
|
|
��ע
|
��ЧӲ������ȣ�550 HVλ�ã���ֵ��0.9��1.3mm
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
��4����۵ͱ���֯���������������
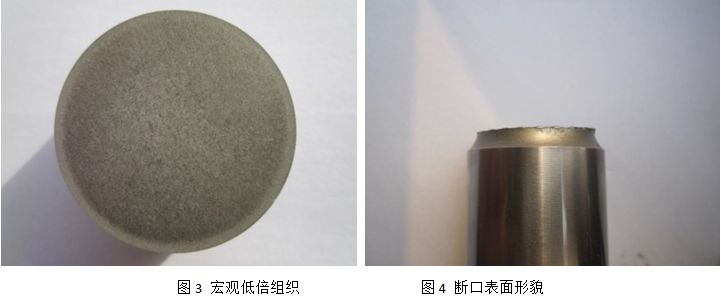
ȡ������ĺ������еͱ���֯���飬������3��ͼ3��ʾ���ɱ�3�м���ֵ��֪������ĵͱ���֯�������Ҫ�ԶϿڸ���������й۲죬�����࣬δ���������쳣����ͼ4�����Գ����Ứ������֮���Բ�����ʰ뾶���в�����δ���쳣��
��3 �ͱ���֯�ļ���ֵ
|
������Ŀ
|
�ͱ���֯ȱ������
|
��ֵ
|
����ֵ
|
�����ж�
|
|
�ͱ���֯
ȱ�ݼ���
������
|
����ƫ��
|
≤3
|
0
|
�ϸ�
|
|
���ײ���
|
�ֲĵĺ��
������ͱ�
��֯��Ƭ��
��Ӧ��Ŀ��
�ɼ������ס�
���ݡ����ơ�
���ӡ��ֲ㡢
��Ƥ����
|
0
|
�ϸ�
|
|
|
��Ƥ
|
0
|
�ϸ�
|
|
|
|
��
|
0
|
�ϸ�
|
|
|
|
���ľ����ѷ�
|
0
|
�ϸ�
|
|
|
|
�ڲ�����
|
��
|
�ϸ�
|
|
|
|
���������
|
��
|
�ϸ�
|
|
|
|
�ǽ�������
|
��
|
�ϸ�
|
|
|
|
��ע
|
�ͱ���֯ȱ�ݱ�ֵ��GB/T5216—2014����
|
|
|
|
��5���ǽ������������
ȡ��ʧЧ������ĶϿڴ����ݽ��棬���Ըô��ݽ���Ľ��зǽ���������ļ��飬���������4��ʾ���ɱ�4�ļ���ֵ��֪���ó�����ķǽ�����������ϳ������Ҫ��
��4�ǽ������������ֵ
|
������Ŀ
|
��ֵ
|
����ֵ
|
�����ж�
|
|
�ǽ�
����
����
������
|
A
|
��ϵ
|
≤2.5
|
1
|
�ϸ�
|
|
ϸϵ
|
≤3.0
|
2.5
|
�ϸ�
|
|
|
|
B
|
��ϵ
|
≤2.5
|
0.5
|
�ϸ�
|
|
|
ϸϵ
|
≤3.0
|
0
|
�ϸ�
|
|
|
|
C
|
��ϵ
|
≤2.0
|
0
|
�ϸ�
|
|
|
ϸϵ
|
≤2.0
|
0.5
|
�ϸ�
|
|
|
|
D
|
��ϵ
|
≤2.0
|
0.5
|
�ϸ�
|
|
|
ϸϵ
|
≤2.0
|
1
|
�ϸ�
|
|
|
|
DS
|
—
|
0.5
|
—
|
|
|
|
��ע
|
�ǽ���������ϸ�GB/T 5216—2004�����ʺϽ�ṹ�ָ���
|
|
|
|
|
��6������֯����
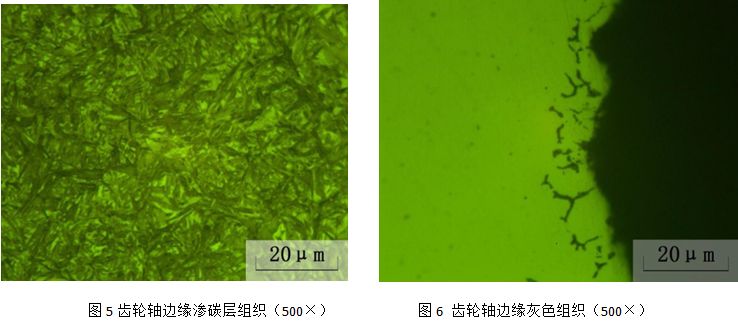
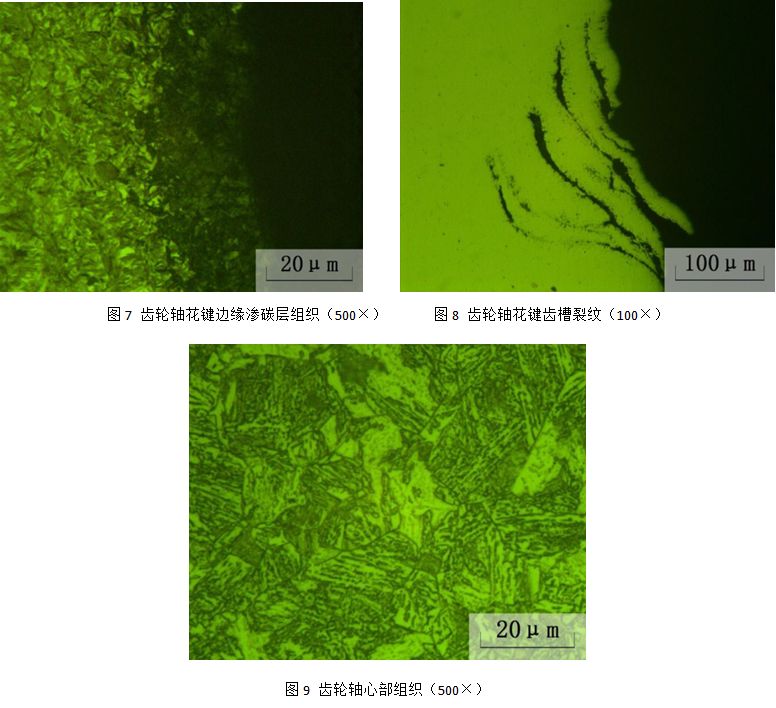
ȡ�����Ứ���ǶϿڴ�������������֯���飬�������������Ứ����Ե��̼����֯����Ϊ4���ػ������壬Ϊ��������̼��Ӳ����֯����ͼ5�������ھ�����Ứ����ԵԼ0.02mm��Χ�ڷ��������ž���ֲ��Ļ�ɫ��֯��δ��ʴǰ������ʴ���ɫ��֯����Ϊ��ɫ�����Լ0.03mm����ѧ�����Ѿ����ֱܷ���ϸ��ò����ͼ6��ͼ7�����ڶ��������ݲ۷��������ƣ���ͼ8���������Ứ�����IJ���������������֯Ϊ�ϱ�����+�ػ�������+���������壬���лػ�������Ϊǿ���IJ����ܵ�������֯����ͼ9����
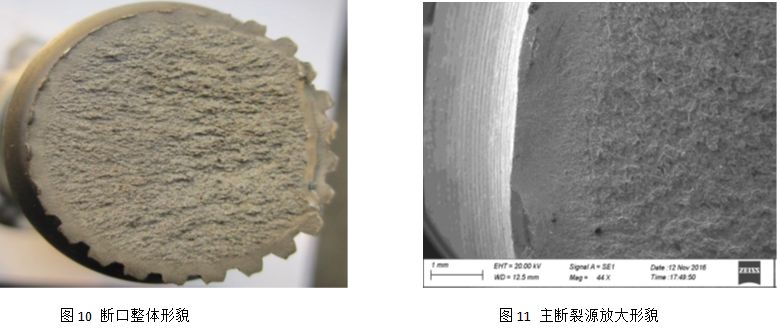
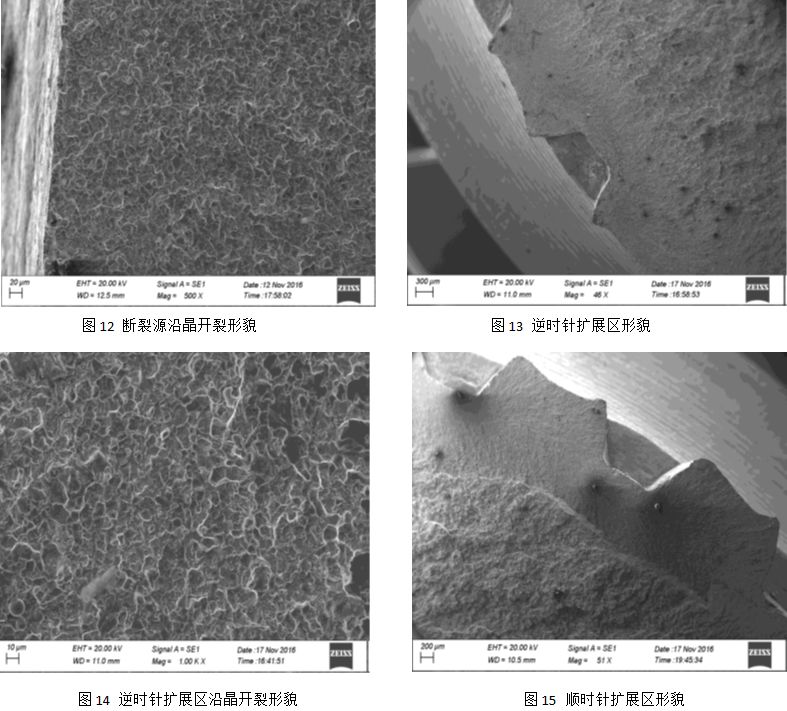
��7���Ͽ�ɨ��羵�ۼ��� ��ɨ��羵�ԶϿڽ����۷������ɼ������Ὺ���ڻ���������Ӳ����棬����ò��ҪΪ�����ؾ����ѣ���ͼ10��ͼ12�������ֱ���˳ʱ�뷽���Լ���ʱ�뷽��ƣ����չ������òΪ���Ե��ؾ�+�������ѣ���չ�������ڲ��������ݸ���Ҳ����������������Դ����ͼ13��ͼ16����
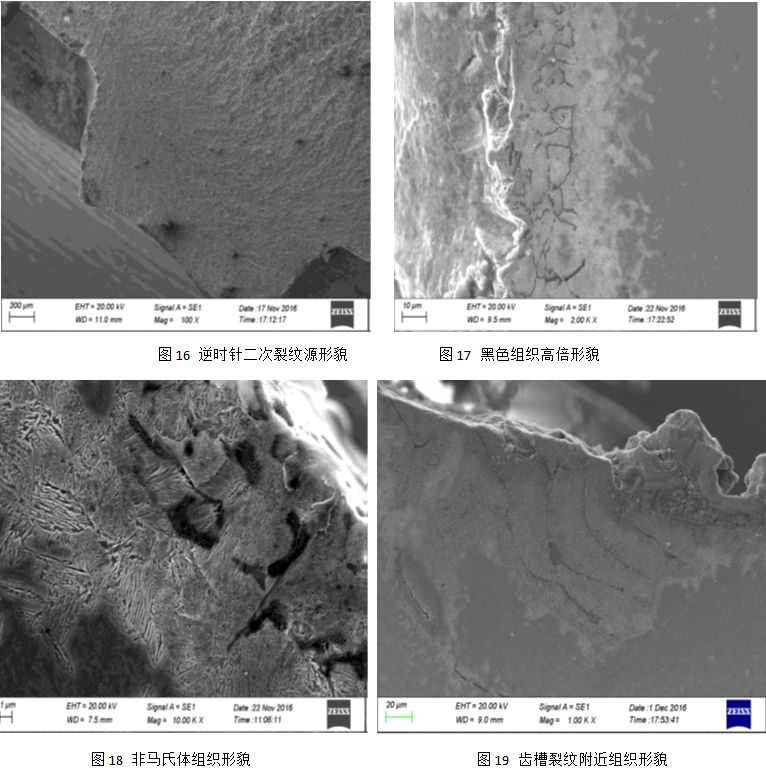
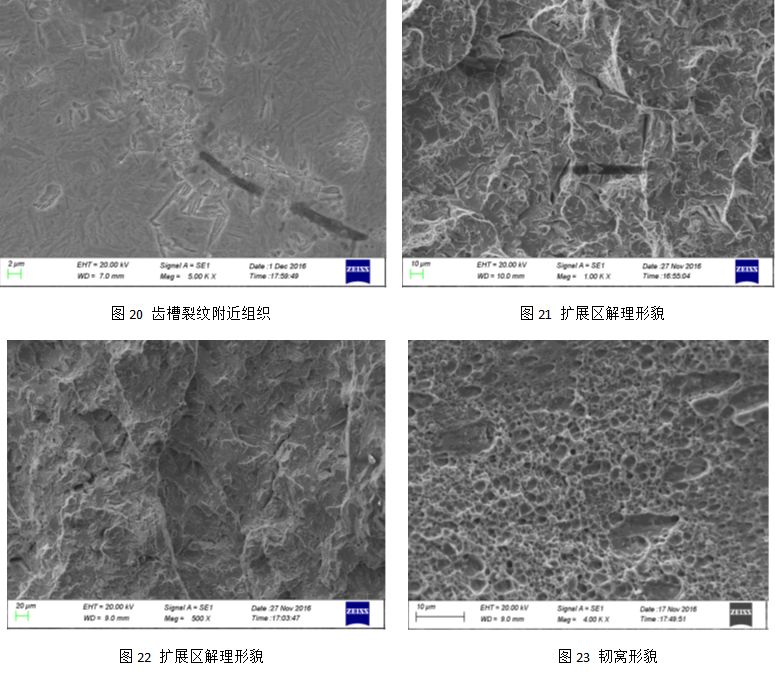
Ϊ��һ���жϺ�ɫ��֯�ľ�����̬������ɨ��羵���и߱��۲죬���ָú�ɫ��֯���Ǵ�����������֯�������ϱ����塢������ȷ����������֯����ͼ17~ͼ20��������֯�Ĵ��ڻ�Ӱ������Ṥ�����̵�ƣ�����ܡ��IJ�����ò��Ҫ�Խ������ѣ��������ж������ƣ���ͼ2�����±�Ե��������������������ò����ͼ21~ͼ23����
3.�ۺϷ���
���ϼ���������������������Ѳ�λ�Ļ�ѧ�ɷ֡��ͱ���֯���ǽ���������ʹ�״��֯�������й�GB3077—1999�ͱ�GB/T5216—2014�ļ���������Ҫ�����ڳ�������Ѵ�������֯��������Ⱥͱ���Ӳ�Ⱥ��IJ�Ӳ�Ⱦ����������������涨�������˳��־��нϺõĽ�����֯�ͽϸߵı���ǿ�ȣ���Щ����������߳��ֵĽӴ�ǿ�ȡ�����ǿ�Ⱥ���ĥ�ԣ��Ӷ�Ҳ˵�����ֵ��ȴ������գ���̼�����+�ػ𣩻������������ġ�
ͨ���ԶϿڴ����дӺ�۹۲���ۼ��飬�˻�����������ڽӴ�ƣ��ʧЧ��ͨ��������鷢�֣������뻨�����ӵijݸ������쳣����֯ȱ�ݣ����ָú�ɫ��֯���Ǵ��+�ػ��ĸ�̼��������֯�������ϱ����塢������ȷ����������֯����ͼ17~ͼ20����Ҳ����˵�ڸô��з�������Ĵ��ڣ��÷��������ȴ�0.03mm�������˱�GB/T8539—2000�Գ��ַ��������Ҫ��Ϊ≤0.02mm��Ҫ��������֯������������ƶ�Ͻ�Ԫ�ص��¶��γɡ�һ���γɴ�����֯�������ǽ��������Ӳ�ȣ�һ��ָ≤0.05mm����Ӳ�ȣ�����ĥ���Լ�ƣ�ͼ��ޣ����ɾ����߽���������Ӧ��������������ϸ���ƣ��������ĵط����졣
����֯�Ĵ��ڻ�Ӱ������Ṥ�����̵�ƣ�����ܣ������˱����ƣ�����ܣ�ͬʱ�˴�Ҳ����Ӧ�����в�λ��������������Ť�ء�����ȸ��ӽ����غɵ������£����������뻨�����ӵĸ����������Ʋ����������չ������IJ������ڽ����Ť�ء�����ȶ��ӹ��������½�һ��ʧ�Ȳ����ٿ��ѡ�
4.����
���������ֻ���������Ҫ��������������ɫ��֯������������֯���ȱ�ݣ�ͬʱ�������ϱ��������������֯�����ƣ��ʧЧ��
����ɡ��������������������������Ҫ���֮һ���������Ĵ������������ų����غɵ���Ҫ���á�����������������������������ɡ���ֵ�������Ҳ�������ӡ������ڸ�����ּӹ�������Ҫ��ҲԽ��Խ�ߡ����ڴ��н��������Ļ��������ᣬ���ڸó������ڴ���Ť��ʱ����Ҫ�ǿ����������ݵģ����Ի��������ܵ��������������ģ�ͬʱ�����ڴ���Ť��ʱ��Ҫ����Ťת������Ҫ���ܳ����ڳ��ʱ�ļ������������ڶԻ������мӹ����ȴ���ʱҪ���ӻ����ݸ������ȴ�����������ò�Ҫ���ַ���������֯����������¯�����ij��֣���ʱҪע�⻨������ȴ��Ҫ̫����������ַ���������֯�������ܼ��ٱ������������������֯���������0.02mm���ڡ������س���Ϊ��ֹƣ�Ͷ��ѣ�һ��ӳݸ�����������֯��������Դ����չ���ݸ����������ܿ�����0.03mm����,Խ��Խ��,�����������ڴ��Ĵ��ڡ�