����ϵͳ�Ļ������壺
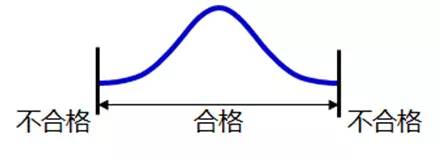
��������ָ�Ծ������︳������ֵ�Ĺ��̡������ֵ��һ���Ǿ�������ݣ�Ҳ������OK/NOK ����һ��Ʒ/����Ʒ/����Ʒ�ȵȵ�״̬��
�������κ�������ò��������װ�á�����ͨ��/��ͨ��װ�á�
����ϵͳ���������Ա������Զ��������������۵����������ߡ������������������оߡ���������Ա�������ͼ���ļ��ϣ��ر���Ҫ˵�����ǣ�����ϵͳ��ֻ�Ǽ�ߡ�
����ϵͳ��������ָ����ͳ��ѧ�ķ����Բ���ϵͳ�����������ں��ʵ�����λ�ò�����ȷ�IJ������˽�Ӱ���������ı�����Դ����ֲ�����ȷ�ϲ���ϵͳ�Ƿ���Ϲ�������
����ϵͳһ��������Ӧ�÷�Χ��
����1�����ڲ�Ʒ��������˵�������ܷ���Ч���������Ʒ�Ǻϸ��Dz��ϸ�
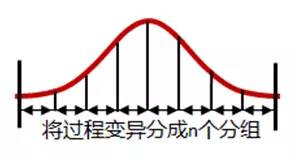
2�����ڹ��̿�������˵�������ܷ���Ч������������̵IJ������ѹ��̱��죨��������Ч�ķ�Ϊ�㹻��ķ��顣
����
������������dz���Ҫ���ھ���ļ��㷽���У����������ַ��࣬��������“���̱�”��“�����”�ĸ��
����IJ���ϵͳ�Dz����ڵģ����ۺ��ֵȼ��IJ���ϵͳ���ܻ�����жϴ���ķ��ա�����ͼ��ʾ��
1�����ϸ��������ϸ�����������β��������dz�Ϊ���ϸ�ġ�
2�������������ܻ���DZ�ڵĴ��������
3���ϸ������ϸ�����������β��������dz�Ϊ�ϸ�ġ�
����
�����ͼ�α�ʾ������һ����ʵ�����۲��ú��ֲ���ϵͳ��ֻҪ��Ʒ�������ڷ������������жϴ���Ŀ����Դ��ڣ����Ƿ������Ŀ�����0���������������״̬�������ڣ���
���ԣ�����ϵͳ�����ı������жϲ���ϵͳ������Ƿ��㹻С���ܷ�����ʵ�ʵ�ʹ��Ҫ����
����ϵͳ������Ϊ���ࣺȷ�����;�ȷ����
ȷ���������β��������ƽ��ֵ�Ͳο�ֵ��������ֵ���IJ��졣ע�⣺ֻҪ�ܹ���ñ����IJο�ֵ��ȷ�����Ϳ��Ի���൱�̶ȵ�����������������ˣ���ʵ�ʵĹ��̿����У�ȷ������Ӱ�첢���Ǻ�������
����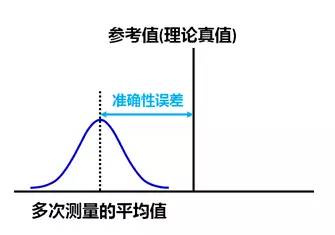
ע���ο�ֵ��������ֵ������ͨ������һ���IJ���ϵͳ�Ա�����β���ȡƽ��ֵ��á�
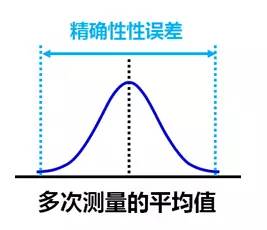
��ȷ���������β��������ÿ��ֵ��ƽ��ֵ�IJ��죬ͨ���Զ�β������ݼ��ϼ���������6�����������徫ȷ����
ע��ͨ������ȷ��������Ǵ��ڵģ���Ȼ��һ��Ӧ�Եķ��������ʵ��ļ�С��ȷ������Ӱ�죬����һ�㲻�Ƽ�����ʹ�á�
����
���ڲ���ϵͳ��ȷ�����Ĵ��ڣ����ʵ���ϣ������ò���ϵͳ�����õ������ݣ�ʵ�ʰ����������ֵı��죨��������
“������̱����ı��죨������”��“����ϵͳ�ı��죨������”
����
����
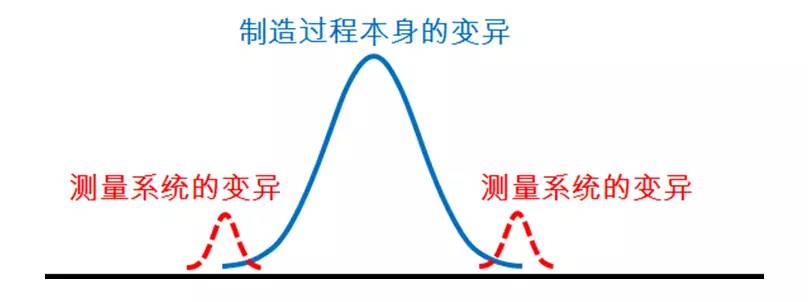
�������ߵ��Ӻ��ܵı������ˡ������ò���ϵͳ�����õ��Ĺ������ݣ��������ߵ��ӵĽ����
����ķ����Dz���ϵͳ�����Ļ���ģ�͡�
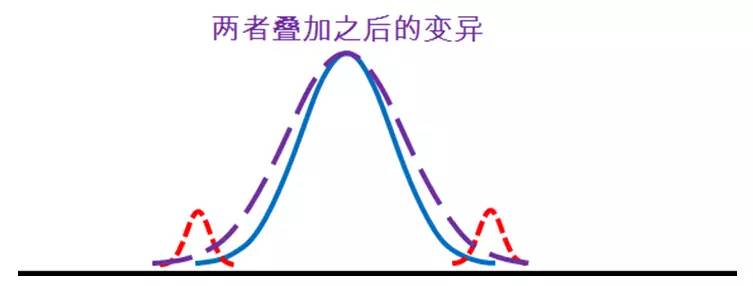
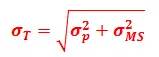
�ܱ��죨�������ʵ�ʵ�������̱��죨����Ͳ���ϵͳ���죨�����“�����”��
ע������ı���ʽ��ʾ��һ����ʵ���⣬�ò���ϵͳ����ʵ�ʲ�Ʒ��õ������ݵı��죨��������Ҫ��ʵ�ʵ�������̱��죨������Ҫ��һЩ����Ϊ��������˲���ϵͳ�ı��죨��������
����ʽ���˿����ţ��ɵã�
�������ǻ��õ������ʽ��
��ȷ������ǿ۴��ڵģ��������üķ������Ը��ƣ�������ǹ�ע�ص��ǣ�����ϵͳ�ľ�ȷ������Ƿ��㹻С��
�����Ƿ�“�㹻С”��ָ�����ñ�������������������“������”��“������”�ĸ��
1. ��������ָ�꣬���̱�����6���IJ���ϵͳ���죨�������6�����ܱ��죨�����

ע�����Ӻͷ�ĸ����6������Լ�ִ�����
���ݲ���ϵͳ�����Ļ���ģ�ͣ�����ı���ʽ���Խ�һ���ֽ⣺
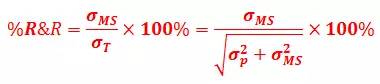
2. ��������ָ�꣬���������6���IJ���ϵͳ���죨������Թ��������
�������ɶ��ھ�ȷ����������ָ�꣬Ҫ����±�
����
ע������“�ؼ�/��Ҫ/һ������”��������Ƶ�Ҫ����������ࡣ
�˽�����������֮����Ȼ��Ȼ�Ļ����һ���ɻ����ڲ���ϵͳ��ȷ�����Ĵ��ڣ��ò���ϵͳ�����õ������ݣ�ʵ�ʰ����ˣ�“������̱����ı��죨������”��“����ϵͳ�ı��죨��������
��ô���ڼ����������ָ��C_pʱ�������ܱ��죨��������˲���ϵͳ�ı��죨���������Ƿ�ᵼ�¹�������ָ��C_p�����ص��أ�
1. ��Ϊʵ�ʵõ��ģ���������ϵͳ���죩��������ָ������Ϊ����ģ�����������ϵͳ���죩��������ָ������%R&RΪ��������ָ�ꡣ����֪������£��������ߵĹ�ϵʽ��
��ͼ�����˲�ͬ%R&R����£����ߵĶԱȹ�ϵ��
����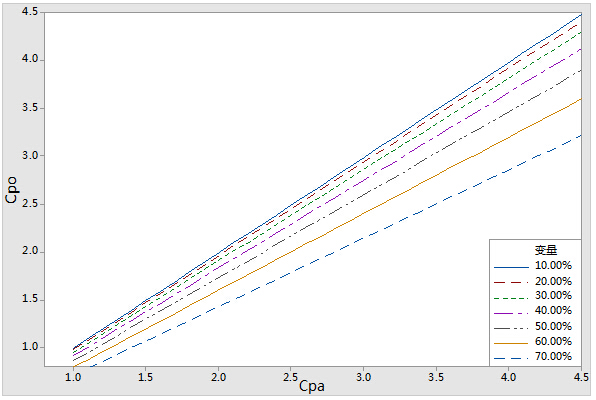
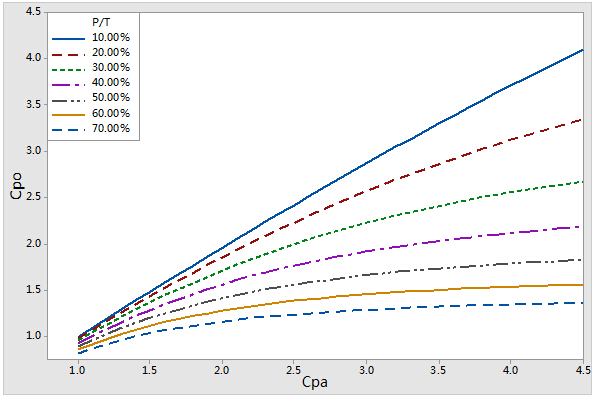
2. ��Ϊʵ�ʵõ��ģ���������ϵͳ���죩��������ָ������Ϊ����ģ�����������ϵͳ���죩��������ָ������Ϊ��������ָ�ꡣ����֪P/T������£��������ߵĹ�ϵʽ��
��ͼ�����˲�ͬ����£����ߵĶԱȹ�ϵ��
����
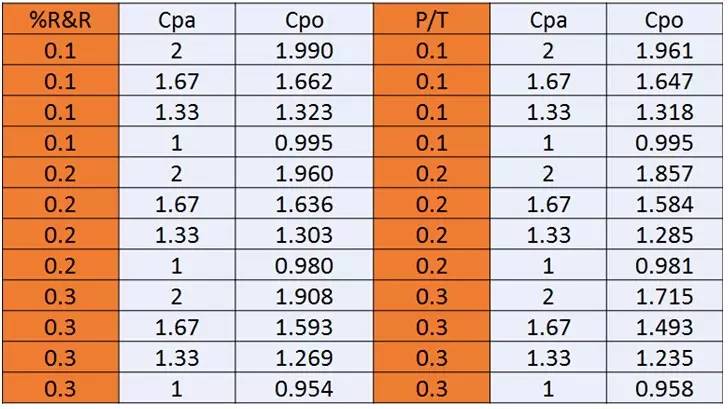
����ı�����ϸ���о���һЩ���ݵļ��������ӱ�������Է��֣���֮����ڲ��죬�����������dz�С��
����
���ڲ���ϵͳ����Թ���������Ӱ����ɻ����ǣ�Ӱ���Ǵ��ڵģ�Ȼ���ڸ�����Ҫ���ڣ����Ӱ��dz�С�����Ժ��ԡ�(��Դ�����磩