0 ����
����ʯ����Ȼ���ǹ��ϵ���Ҫ��Դ����߳����������ߵľ����ԺͰ�ȫ����ʯ����Ȼ�����������ҵ��һ����չ�Ĺؼ���ʹ�ø�����Ĺ��߸������������ͣ��ȿ��Լ�С�ֹܱں��ֿ��ԼӴ�����ѹ��[1]���Ӿ��ýǶȿ���������Ĺ��߸ֽ����ڳ������������δ��ʵ�ִ��ģ�Ĺ���Ӧ�ý���Ϊ��Ȼ��������������߸������緶Χ�ڵõ��˳���ķ�չ[2��3]��X70��X80�����߸��Ѿ�ʵ���˴��ģ�Ĺ���Ӧ�ã�X100��X120������ǿ�ȹ��߸�Ҳ��չ�˹㷺�����ƺ��ա���֯�����ܵ��о���
��������̼���߸ֵ���֯����������ȴ�����н����γɵģ���˴��������������֮֯��Ĺ�����̬[4]�����ȷ������֯��������������Ϊ������߸ֵĺϽ���Ƽ��������乤��ָ���Ľ������ڳ���̼���������˵������Ҫ���������[5]����������EBSD�����ֶΣ�����Ͻ�����������羵�����ڿ������乤���»�õı����������������ϸ�µĹ۲��о������ڶԳ���̼��������߸��ۺ����������Ļ������н��ͣ����õ��ƶ����߸ֵĹ�ҵ������Ӧ�á�
1 �����Ʊ������鷽��
��������50 Kg���¯ұ�������ɸֶ���������Ƴ�12 mm�ĸְ塣�ֶ���1200����Ⱥ���1150�濪�����������ο������ٽᾧ��ѹ����Ϊ60%�����ٽᾧ��ѹ����ԼΪ35-50%�������¶�Ϊ840�棬��������ԥ��ˮ�䣨��ˮ�¶�Ϊ780�棬��ȴ�ٶ�30-35��/s�������յõ�RPC���յĸְ壬����ֵĻ�ѧ�ɷֺͻ�е���ֱܷ����1����2��
��1 ʵ��ֻ�ѧ�ɷ֣�����������
Table1 chemical composition of ultra-low bainitic pipeline steel(wt%)
|
C
|
Si
|
Mn
|
Nb
|
V
|
Ti
|
Cu
|
Ni
|
Cr
|
Mo
|
|
0.03-0.06
|
0.20-0.40
|
1.50-2.20
|
0.06-0.08
|
0.03-0.05
|
0.01-0.02
|
0.20-0.40
|
0.30-0.50
|
0.20-0.50
|
0.30-0.50
|
��2 ����ֻ�е����
Table2 mechanical properties of ultra-low bainitic pipeline steel
|
Direction
|
Yield strength(MPa)
|
Tensile strength(MPa)
|
Yield ration
|
A50mm(%)
|
Impact toughness at -20��( J )
|
|
L
|
870
|
1040
|
0.837
|
14.0
|
226,202,203(avg.210)
|
|
T
|
900
|
1060
|
0.849
|
12.0
|
201,207,234(avg.214)
|
����X120���߸�Ҫ���ھ��и�ǿ�ȡ������Ե�ͬʱ�������õĺ����ԣ�����京̼���ϵͣ�һ�㲻����0.1%��Mo���Խ���̼�Ļ��ϵ��������ǿ̼�����γ�Ԫ�أ��ܼ���C�ڰ����徧���ƫ�ۣ�����������߸ֵĴ��ԣ�����ͭ�����������ƹ��߸ֵĿ�HIC�������һ��к�Cu�ڶ�������������ڹ��������Ƶ�X120���߸��У���������������Cu���ù��߸ֵ�����ǿ��Ϊ870-900MPa������ǿ��Ϊ1040-1060MPa��-20��ij����ԼΪ210J���Һ������������ܲ��첻����ǿ�������˲��ϴ������������ѹ����еı�������������ʯ����Ȼ���ֹܵ�Ҫ������ǿ�Ȳ�Ӧ����0.85������������Ҫ��
������ʵ������DKM400EZ-3K�;����������и�����������������RD×TD����ȡ����������XJL-02A��ʽ��ѧ�����������Nova 400 Nano��ɨ�����������JEM2100F����羵��ʵ����ϵ�����֯���й۲졣��������IJ���Ӧ��㡢����Ĥ����������Լ���ʴ�ӵ�ȱ�ݶ���Ӱ��������ȫ����EBSD�ķ�������˲���Ԥĥ+��ε���������ȡEBSD��������ͬ���ʵ����ղ�ͬ����ʵ����õ����Ϊ5%������������ĸ�����ƾ���Һ��
2 �����������
2.1 ������֯���ǽṹ
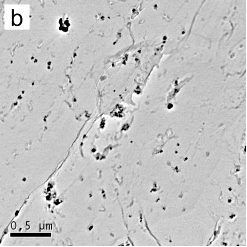
��������ֵĽ�����֯����������ͼ1��ʾ������֯�������������״������Ϊ������״�������ԭ�����徧����ͼ1-A�м�ͷ1��2��ʾ���ִ����״����������ԭ�����徧�紦�κˣ���ϸС����״���������κ��ڰ����徧���ڲ���ǰ�߿��Խ�ԭ������ָ��Ϊ��ͬ��С�����������ܽ�С�����һ��ϸ��[6]������ȸ��Ʋ��ϵ�ǿ���ԡ���״�����屻��Ϊ�ǶԽ������Ѿ��и߿���������������֯���ܴ������߲��ϵij������[7��8]��������ֵ���羵ͼƬ��ͼ1-B��C���п��Թ۲쵽������ϸС��������������ڵ�����С���������ȷ���ԼΪ2-5μm�����ȷ���ԼΪ0.2-0.5μm��ͬʱ���ܹ۲쵽��ɢ�ֲ��ĵڶ����������ܶ�λ�������ɸ�����ƽ�еİ��������һ���γ�һ�����������ߴ�ԼΪ2-5μm����ͬ������֮����������Եı߽磬��ͬ�������ڵı������������һ�¡�ϸС�ı��������֮����кܱ��IJ�������屡Ĥ����������֮��Ľ���ϸխ����ࡣ
������������ʱ�����ϱ���;����Ӧ�����д������λ�������ű��γ̶ȼӴ���ЩСλ������Ϊλ����������ķ�չ��Ϊ��״�ṹ�������״�ṹ�ɿ����ǶԾ����Ľ�һ��ϸ����ʹ���ϵ����������Ը��ƣ���λ���ܶȵIJ��Ͼ�����Խϵ͵���ǿ��[9]��������д������׳ߴ��������ֲ��ڸ����״�ṹ�ϣ�������ǿ�����á�
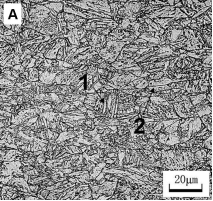
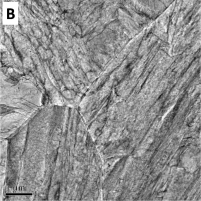
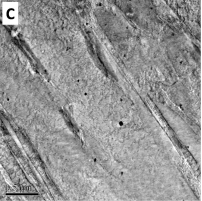
ͼ1 ���߸ֵĽ�����֯��A���Ͱ����ǽṹ��B��C��
Fig.1 microstructure(A) and lath-bainite(B��C) of the pipeline steel
2.2 ������
������������м�������Nb��Ti��Ԫ�أ��Ҳ��ó�ԥ-����-���Ƽ�����ʹ�϶�ĵڶ�������������������羵����������������ò���ֲ����й۲죬̽�������������Լ�����ǿ�������ã������ͼ2��
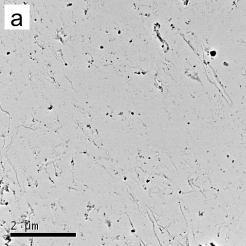
ͼ2 ������е�ϸС������
Fig.2 fine precipitates of the test steel
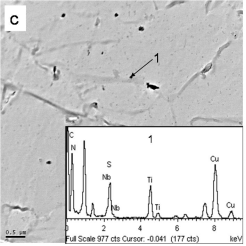
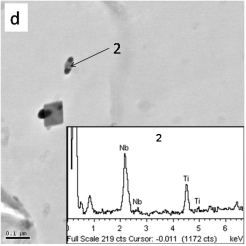
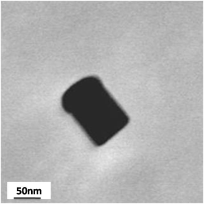
��������������ߴ�Ϊ10-200nm�� ���в���������ʾ�����ɢ�ֲ�(��ͼ2-a)��������ƫ���ھ���(��ͼ2-b)����������ijߴ缯����30-80nm����̬������״�Ͳ������״Ϊ��(��ͼ2-c)������һЩΪ��������������ϵĸ��������������������ijߴ�ԼΪ100nm(��ͼ2-d)��
����ͼ2-c��ͼ2-d�е�����������������������½ǣ�Բ�εĺ�ɫ����1�к���Nb��Ti��Cu��S��Ԫ�أ��������Ҫ�ɷ�Ϊ(Nb��Ti)(C��N)��CuxS(x=1-2)������������ɢ�ֲ��ڱ���������ϣ�dz��ɫ������״����2����Ҫ����Ti��NbԪ�أ������ҪΪ(Nb��Ti)(C��N)������
����ͼ3Ϊ������е��������������Ԫ����ֲ����ø��������������ֵijɷֲ�ͬ��Ti��Ҫ�������������ϣ���Nb��Ҫ����������״�����ϡ��о�����[10]������Nb��Ti��̼������������¶Ȳ�ͬ�����������¶ȵ���1279��ʱ��NbC�Ϳ���������������ѵ������¶�Ϊ900-950�棬��TiC����������¶�ԼΪ800�棬���俪ʼ�����¶�Ҳ����NbC�������¶ȣ���ˣ����ิ��������������˳����NbC�����������ʱ��TiC�����ڵ�NbCΪ�κ˵㸽��������
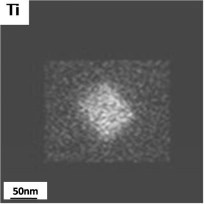
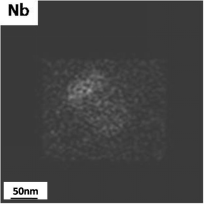
ͼ3 �������������ɨ�����
Fig.3 TEM face-analysis of the large precipitates in the test steel
����TiԪ������������࣬����������γɵĻ�ѧ�����ܲ�ͬ���Ӹ��µ����µ�����˳������Ϊ��Ti2O3→TiN→Ti4C2S2→TiC[11]�������γɵ�Ti2O3�ߴ�ϴ���֯������û�����ԵĻ���Ӱ�죬ȴ�ܼ������ڸ��е��������ã����ֻ���ھ��������и�Һ���������ż������������ڸ������ѵ���ɢ�ٶȽϿ죬���TiN���ڳ�����N�����ұ���Ĺ����б���Ч�����ƣ����TiN���������٣���ͬʱ����ʵ����������ܵͣ�Ti4C2S2�ڸ��е��������Ա����ԣ����Դ����Ti���ڳ�ԥ�������γ�TiC���ϵ͵�����¶�ʹ���Ӳ��׳������TiC��������ص�����������߶����ӳߴ�ϸС������������������ǿ�ȵ�ͬʱ����һ���̶ȵĽ������ԣ���ϸС��ɢ�������������ǿ�ȵ�ͬʱ������������С�����ʹ������־��и�ǿ�ȵ�ͬʱ���ܱ��ֽϸߵ����ԣ�����ͨ�����ú����ijɷ���ƺͿ������似�������������ܶ��TiC������ǿ�ij���ǿ��Ч����
2.3 �����������ȡ���뾧��
������������������ƹ����д���ǿ�ҵ�����ѹӦ��������ѹ��һ������ı���״̬�������ڷ���߶��ϵı��ηֲ�����������Ľ������ٺ����پ������IJ�[12]��������岻ͬλ�õ���֯����һ���̶ȵIJ��죬��֯�IJ�ͬ��Ȼ�ᵼ�����ܵIJ��죬����б�Ҫ�����岻ͬλ�õİ���������һ��ȫ����о���
�����Ծ�������㲻ͬ��ȵ�RD×TD��İ���������EBSD����������������㡢����α��㣨���1/4�����������IJ��Ľ�����֯��ȡ��ͼ��ͼ4��SEMͼƬ�����Ʒ����Ϊˮƽ����ȡ�����ͼ�дֺ�ɫ����Ϊ��ǶȾ��磨>10º����ϸ��ɫ����ΪС�ǶȾ��磨2º-10º������ʵ���EBSD�궨�ʾ�����80%��
������ͼ4��ʾ��������ͬһ���������ڵ�ȡ�����һ�£������ž��������ȵ����ӣ�ȡ�������������Ҫ����Ϊ�������Ӳ�ͬ�����и�ϸ��ԭ�����徧�����������淽��İ��������ܵ����������ö���ѹƽ�����������ϱ���һ�£����ȡ�������ž������ȵ����ӣ����Ʊ��γ̶Ƚ��ͣ����ȡ���仯�����ۺϱȽϲ�ͬλ�õı��������������������ȡ��ͬ����˸ò��ϵ��ڲ�֯����ǿ�������������ʱ�����徧�������������Ҫ�κ˵㣬�������κ˵������徧����ȡ��������ֲ���[13]��֯���Ĵ��ڻ�ʹ���ϵ���������ѧ����ѧ���ܲ���һ���ĸ������ԣ������߸�Ҫ�����ۺ�����������Ӧ��������������ԣ����֯����ǿ�������档
.png)
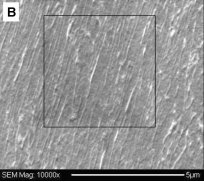
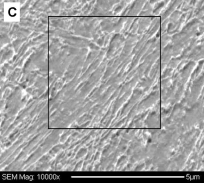
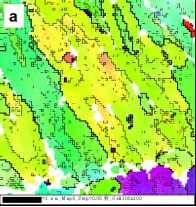
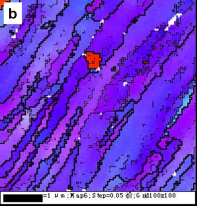
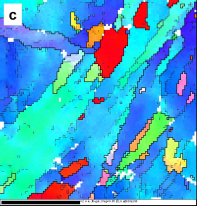
ͼ4 ��������㲻ͬ��ȵ�RD×TD��������SEMͼ��ȡ�����ͼ
(A��aΪ������㣻B��bΪ�α��㣻C��cΪ�����IJ�)
Fig.4 scanning electron micrograph and orientation imaging map in each region of the pipeline steel
(A��a: surface of the rolling plate; B��b: subsurface of the rolling plate; C��c: Center of the rolling plate)
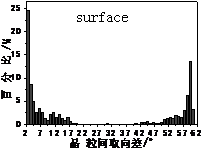
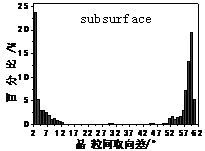
����������������ȡ��ͼ�пɿ�����ͬһ��������ϸС����֮����ڴ����Ĵ�С�ǶȾ��磬��Щ����ɽ����ϵ���֯�ָ�ɸ�ϸС�����Բ�����ѧ����Ӱ��ϴ�����[14]ָ��������ǰ�İ����岻���YU S701�д��Ǵ�Ǿ��磬ռ����������92.5�������д���60°�Ĵ�ǶȾ�����50%���ϣ����ڷ���ʧЧ���ǶȾ�����٣������ܽ�С��С�ǶȾ�����ռ������������ߣ���ˣ���С�ǶȾ�������Բ��ϵ�����Ӱ��ϴ��ѷ����ij���̼���߸������λ�õľ���ȡ�����ͳ�Ʒ������������ͼ5�������豸���ȼ���Ʒ����ƽ���ȵ����ص�Ӱ�죬���о�ֻ��2.5°���ϵľ������ͳ�Ʒ�����
.png)
ͼ5 �����������㲻ͬ��ȸ�����ľ�����ȡ���ֲ�ͼ
Fig.5 distribution of intercrystalline misorientation in each region of the pipeline steel
������ͼ5����λ�õı�����������ڣ�ȡ��Dz����Ҫ�����Ϊ≤10º��50º��60º֮�䣬������С�ǶȾ���Ӷࡣ������Ϊ�ھ����ĺ����Σ������¶��½������Է����ٽᾧ������������ۻ����ڰ����徧�����γɱ��δ���λ���������Ŀ����ԥ�Σ����ΰ����巢���ָ����ȼ���ʹ��λ���ƶ�������һЩ���λ����������ʧ��ͬʱͨ������λ�����������л��γɴ������ܵ�λ��ǽ��λ��ǽ��������γ�λ����״�ṹ���Ǿ������ΰ����徧�����ֳ��������һ��ȡ����С���֣�����С�ǶȾ����������ࡣС�ǶȾ����ǿ�ȵĹ��������Ƶ�Hall-petch��ϵ��ֻ���侧��ϵ��kyֵ��С [15]����˶Բ��ϵ�ǿ����һ���Ĺ��ס�
����������α���Ĵ�ǶȾ�����ռ�������ԼΪ20%�������֮��ԼΪ13%�����IJ���С����Ϊ9%��������֯�еĴ�С�ǶȾ�����ռ�ı����������ƹ����е��ٽᾧ�̶������й�ϵ���ٽᾧԽ��֣���ǶȾ���Խ��[16]����ǶȾ��粻���Բ��ϵ�ǿ�ȹ��״���С�ǶȾ��磬���һ�ʹ�����ڲ����е���չ����ƫ�������Ƚ��ͣ���������Ը��Ʋ��ϵ�ǿ����[15]���¶Ⱥͱ��γ̶ȿ���ֱ��Ӱ�쵽�ٽᾧ�¶Ⱥ��ٽᾧ�ٶȣ���Ӱ���ٽᾧ�̶ȵ�����Ҫ�����ء����������֯��ȴ�ٶȽϿ죬���IJ����γ̶Ƚ�С����˴α�����֯�ٽᾧ�̶ȱ��IJ��ͱ��㶼Ҫ��֣���ǶȾ�����ࡣ��������ܵ���ѹ���ͼ���Ӧ������Ӧ��������������ת�����������ٽᾧ���������IJ����ܵ���ѹ����û�������ļ���Ӧ�������Ա�������С���ٽᾧ������֣���˱���Ĵ�ǶȾ�����ռ�������������IJ���
2.4 �������������
��������������������Դ�ǶȾ���Ϊ���ߣ������������֮����д�ǶȾ�������С�ǶȾ��硣���ڱ��������ϸС���ڵ�λ�������硢������Ƚ���Ƚ϶࣬λ���˶�ʱ�ܵ�������谭�Ƚϴ�[17]��λ���������ڽ��洦�������������������α䴫�ݹ��̽����ɢ������ľ����У��������ȵ��α��������ֲ�Ӧ�����ȼ��ж��������ƵĹ�������뷢չ�������߲��ϵ�ǿ�Ⱥ������ԡ�����������ָ��������������Ŀ��ȿ���Ϊ��Ч�����ߴ磬�Բ��ϵ����ܾ�����ҪӰ��[18]��
����Ŀǰ�Ա�����������ȵIJⶨ�����ͨ��TEM��SEMͼƬ���й���[19]����TEM��SEMͼƬ����������������֯�е��ǽṹ������[6]��ͨ��TEM�߱���òͼ�еİ�����������Ŀ���ԼΪ200nm����ָ�����ְ����ϲ���ĺ�ȴﵽ600nm����TEMͼƬ�����������ְ����Ƿ��ɸ�ϸС�İ����ϲ����ɣ��ҽ��ܶԵ����������й��⣬û��ͳ���ԡ�����EBSD�������ش�ֱ�ڰ����������ȡ���ı仯��ͨ��ȡ���ֲ��ɼ�ӷ�ӳ�������Ŀ��ȣ����������������Ŀ�����һ���ı仯��Χ�������������TEMͼƬ��ijһ��������������ȫ�������Ŀ����Dz�ǡ���ģ���Ӧ�ദ����ȡƽ��ֵ�����ø÷�������ʵ���������㡢����α�����������ĵİ������ȣ���������±�3��
��3 ������������������
Table3 the width of bainite-lath in each region of the pipeline steel
|
position
|
surface
|
subsurface
|
center
|
|
Width of bainite lath/nm
|
403.0
|
315.5
|
430.2
|
��������̼���߸��еı��������������315nm-430nm֮�䣬�������������ۺ����ܵ���֯��֤�������ߴ��ǿ�ȵĹ���σw����σw=115W-1��ʾ[20]������σw�ĵ�λΪMPa��WΪ����ƽ�����ȣ���λΪμm��������ƽ������ȡ370nmʱ���������ǿ��ЧӦԼΪ310MPa��
�������೬��̼���߸���֯ʮ��ϸС������ƽ�����еı�������������С�ǶȾ���ʹ�ǶȾ��磬�����������������ԼΪ370nm����Ը��ֵ�ǿ������Ҫ���ã����ϸС����֯�Բ��ϵ�����Ҳ�ܺõ�����Ч������֯��������ϸС��ɢ�ĵڶ�����������Ϊ(Nb��Ti)(C��N)��CuxS(x=1-2)���ڲ�����������ǿ�������á�X120���߸���Ҫ��ϸ��ǿ��������ǿ������ǿ���ȷ�ʽ�ۺ�ǿ��������ϸ��Ϊ��Ҫ���ͻ���ʽ��ͨ���Ծ�������㲻ͬ��ȵ�RD×TD��İ���������EBSD�������õ�����α������֯�ϱ�����IJ���Ϊ�Ż���������ſ������似���ķ�չ�����������ȡ�����������ȴ�ٶȿ��Ƶļ�ǿ��������߸���֯�ľ����Խ��õ����ƣ������ܽ���һ����ߡ�
3 ����
1) ����̼X120���߸���֯��ϸС�İ���������Ϊ�����䵥�������峤2-5μm����0.2-0.5μm������С�������ܽ����һ���γ�һ�����������ͬ�������ڵı������������һ�£��������ijߴ�Ϊ2-5μm��������֮��Ľ���ϸխ����ࡣ
2) �������������ߴ��Ϊ30-80nm���ɷ���ҪΪ(Nb��Ti)(C��N)��CuxS(x=1-2)����̬������״�����״Ϊ��������һЩΪ��������������ϵĸ�����������ͨ�������ijɷ���ƺͿ������乤�տ��Կ���Ti���������̣��õ��ߴ�ϸС��ɢ�ֲ�����������ǿ��Ч����
3) �������ͬһ����������ȡ�����һ�£�����֮����ڴ����ľ��磬С�ǶȾ�����ڴ�ǶȾ��磻����α���Ĵ�ǶȾ�����ռ����������֮���IJ���С��
4) ������еı���������Ŀ���Ϊ315nm-430nm���ɴ˲�����ǿ��ЧӦԼΪ310MPa��
�ο����ף�
[1] K.T,Corbett, R.R.Bowen, C.W.Petersen. High strength steel pipeline eceonomics.International Journal of Offshore and Polar Engineers.2004,14(1):75-80
[2] ��÷.�ҹ��ߵȼ����߸ֵĿ�����Ӧ�� [J]. ������̳,2009(3):41-49
[3] ���ǿ�,�˼һ�,���,��.�����������߸�(��)[J]. ����,2007,30(2):13-18
[4] ����֣���ǿ���Ͻ���߸�����֯���������ͼ��[M]��������ʯ��ҵ�����磬2001
[5] F. J.Humphreys, Review paper: Grain and subgrain characterisation by electron backscatter diffraction [J]. Mater.Sci, 2001,36: 3833-3854
[6] Aimin Guo, R.D.K.Misra, Jingqiao.Xu, Bin Guo, S.G.Jansto. Ultrahigh strength and low yield ratio of niobium�-microalloyed 900 MPa pipeline steel with nano/ultrafine bainitic lath [J]. Materials Science and Engineering:A,2010 (527)��3886-3892
[7] Rak I, Gliha V,Kocak M, Weldability and toughmess assessment of Ti-micro alloyed offshore steel. Metall Mater Trans A, 1997, 28A(1):199
[8] Motohashi H, Hagiwara N, Masuda T, Tensile properties and microstructure of weld metal of X80 steel. Mater Sci Froum, 2003, 426/432:4013
[9] ������.������ѧ���ʵ�������.����: ��е��ҵ������,1989:278
[10] EJ Pamiere��CI Garicia, Aj Deardo��Composition and microstructural changes which attend reheating and grain coarsening in steels containing niobium��Metallurgical Transactions��25A(1994)277-286
[11] ������,����.������������������Ti�Ͻ�ֺ�Ti��������о�[J].ұ��Կ�,2009,(4):8-10
[12] �����,����.���ϳ��ι���ѧ [M].����:ұ��ҵ������,2006:310
[13] Inagaki H. Fundamental Aspect of Texture Formation in Low Carbon Steel[J].ISIJ Inter, 1994, 34(4): 313-321
[14] ����ϼ,�˴���,������.�����岻��ֳ����·��۹�������֯ת��;���������EBSD�о�[J],�й�����ѧ��ͼ�����,2005,10(4):233-236
[15] ����»,��Ӿ��,��,Ӧ��EBSD�о�X80���߸ֵ��䴸˺������[J].�й�����ѧ��ͼ�����,2007,12(4):271-273
[16] ����.���ӱ�ɢ�����似�������ڲ��Ͽ�ѧ�е�Ӧ��[J].�й�����ѧ��ͼ�����,2005,(10):205-210
[17] FANG Hongsheng, WANG Jiajun, ZHENG Yankang. Formation mechanism of bainitie ferrite and carbide[J].Metallurgical and Materials Transaction A,1994,25A(9):2001-2007
[18] ����. GDL-1��ǿ���²��ϵĶ��������о�[D].����:���ݴ�ѧ,2007:1-58
[19] ֣��,�����,��,1000MPa����̼������ֵ�����֯����ѧ����[J].�����о�,2008,36(6):52-55
[20] Horn R M, Ritchie O. Mechanisms of Tempered Martensite Embrittlement in Low Alloy Steels [J]. Metall Trans, 1978,9A(8):1039-1053
���ߣ���³�������������������両����վ������ꡡ���Ȼ�