Application of Gamma-ray Thickness Measurement Technology
Li Wenjie1 , Jiang Renpu1, Miao Jiazhi1,Zhang Jingjing1,Xie Bin 1,Zheng Weigang2
(1, School of Energy and Power Engineering, Wuhan University of Technology, Wuhan, 430063,China;2.Engineering Training Center, Wuhan University, Wuhan 430063)
Abstract: It describes the γ-ray measurement principle and characteristics of the different material thickness measurement, which focuses on the application of γ-ray thickness gauge in steel pipe and steel plate , and also describes the application in other materials including the film.
Key words: γ-ray�� Thickness�� Thickness Measurement instrument�� Online Measurement
* ������Ŀ���人������ѧ���Ҽ���ѧ�����´�ҵѵ���ƻ���Ŀ(20151049705001)
0. ����
���Ź�ҵ�ķ�չ����Ʒ�ĺ���Ѿ���Ϊ�����������û���һ����Ҫָ�꣬��ҵ�жԲ���Ҫ��ҲԽ��Խ�ߣ�����Ҫ��ʵʱ�����ߡ�����[1]�ȣ�ԭʼ���˹���������еʽ����Ѿ�������������Ҫ����ʹ�ʹ�о���Ա�о���صIJ������ۣ������Ƚ��Ĵ�������⼼��������������Ч��ȷ��ʵ���Ե����߲���������ڴ˱����£����߲�����ʹ�����չ�����������߲����ܹ��Բ�Ʒ��Ƚ���ʵʱ�����ߵļ�⡣���õIJ���м��������߲��������������������ȡ����ִ���������[2]�����У���ȵ��Զ������DZز����ٵ���ɲ��֡���ȵ��Զ�������ͨ�������������ǣ�������ǵȣ��Խ�������ʵ��������Ƚ�������������Ȼ��õ�����ֵ��ʵ�ʲ���ֵ��ԱȺ��ƫ���źţ��������ջ����ƻ�·�����װ�ã�����������ij�����ƣ��Զ��ı������������ٶȡ�������ѹ��λ�ã��Ѳ��Ϻ�ȿ����ڷ���Ҫ���ƫ�Χ�ڵ�һ�ַ�����
�Ӵ�ʽ���������������ȸߵ��ŵ㣬��ҪӦ�����������������ߣ���Ľ�������Ҫ�����̽ͷ����ĥ���ܺ�ϵͳ�ķ�ײ���ܡ����ڷǽӴ�ʽ������У�γ���߲��������м�������ȸߡ���Ӧ�ٶȿ졢����ȷ������ʹ�ÿ��������ܺá���������ȫ�ɿ����ŵ㣬�ڰ壬�ܣ�Ĥϵ�в�Ʒ�����߲����ͺ�ȿ����еĵõ��˱ȽϹ㷺��Ӧ�á�γ���߲�����ֱ��ֳɴ�ʽ����Ǻͷ���ʽ��������֣����ߺ��ٱ�Ӧ�������߲����˱��Ľ����ܴ�ʽ����ǡ�γ���߲������������ֵķǽӴ�ʽ�����[3]�����ķ�չ��Ӧ����Զ����Ѿ��Ƚ����ơ�
1�� γ���߲���ǵĻ���ԭ����ṹ
1.1 γ���߲���ԭ��
������ͬλ���������ϵط����һ��������γ���ӣ����������ͷŹ��̾���ԭ�Ӻ˵�˥����̡�γ���߾�������С��0.2������Ų������к�ǿ�Ĵ�������γ���߲���ԭ���ǣ�γ���������������ʱ�����ߵ�ǿ����һ����ȵ����ʻᷢ���仯��γ������ͨ������ʱ��������ЧӦ�����ն�ЧӦ���γɵ��Ӷ����ã�ʹ����ǿ����������������Ϊγ����˥����γ���ߴ����ʵ�������γ���ߵ������йأ�γ��������Խ�ߣ�������Խ��γ���߱�����������ѭ��ָ��˥�����ɣ�

��1-1��
ʽ�У�IOΪ��ʼ������ǿ�ȣ�IΪ���������ʺ��Ϊhʱ��γ��������ǿ�ȣ�μΪ��˥��ϵ����hΪ���ʺ�ȡ�
�ڲ���ʱ�Ĵ�����������ϵ��μ�ǹ��ڱ���Ŀ��ĺ�ȡ��¶��Լ����ʵȵĺ����������ʵ�ʲ��������б����ȵõ�����ȡ��¶ȣ�������ϵͳ�ṩ���ʣ�Ȼ������ʵ������ݴ�������֤���������������Χ֮��[4-5]���ɴ����̿�֪������(���ܶ�ρ) ������Դ������ʱ������ǿ��ֻ�뱻����ĺ��ֵ�йء�
1.2 γ���߲���ǵ�ά����
���ҹ�ұ����ֽ����ҵ�в���ǵ�Ӧ��ʮ�ֹ㷺�������������������ǽ��ڲ�Ʒ���۸���������ߣ�������������ڱȽ϶��ӵĹ��������У�Ϊ��߲���ǵĹ����ɿ����Լ��������ʣ����DZ��������ж��ڵļ��ͱ�����������У�˲������ȡ�
����������Σ������Լγ���߲���Ǹ����ռ�ʹ�õ�һ���ؼ����⡣���������伫ǿ�Ĵ��������DZ����ϸ������й��������ⷢ�����⡣
1.3 γ���߲���ǵ���ɽṹ
γ���߲���ǵ����ͨ����������Դ��̽������ γ���߲����DZ����ֳƼ�¼�DZ�������[6-7]����ԭ���ṹ��ͼ1.1 ��ʾ��
�� ����Դ���֣��������ߵ�װ�û����ʽз���Դ��γ������α��β������Ƚϣ�������ǿ���������ڶԽ�Ӳ����������֡��������ϵȲ��ϵĺ�Ȳ�����Ŀǰ�ڹ�����ʹ�õļ��� γ ����Դ��137Cs���-137����60Co����-60����241Am����-241����
�� �����DZ����֣������DZ�һ���ɿ���ϵͳ��������·����ʾģ�顢�ӿ�ģ�鼰��Ӧ����Χ��·���ɡ�
�� ̽�������֣�����γ���߲���ǵ���Ҫ��ɲ��֣�����˸��������ǰ�÷Ŵ������źŴ�����·�����ֹ��ɡ��书���ǰ����߹��ź�ת�����ܱ������DZ���ʶ��������źź��͵������DZ����д������ɴ˿ɼ���̽�������ܵĺû���ֱ��Ӱ�쵽�����DZ����������ݵľ�ȷ�ԡ�

2�� γ���߲������Ӧ��
2.1 γ�����ڸֲIJ���е�Ӧ��
2.1.1 �ֹܱں�����߲���
���߲����ֹܱں���һ��Ƚϸ��ӵĹ�����ʹ��γ���߲���ǶԸֹܽ������߲����ʵ�ֶԸֹܵ�������ʵʱ��ؼ�����������ƽ���ں������ƫ���߲�Ʒ���ȣ����ɿ���ͷβ����Σ���߲�Ʒ�ϸ���[8]������ʱ���ݲ�ͬ�ı���ֹܵĺ�ȷ�Χ��ȡ��ͬ�����ȼ��ķ���Դ���ɴ��������Ƴ�����ֹܺ�ȵĻ������㹫ʽ��
(2-1)
���ߴ��������������ǿ�ȵ�˥���������ȳ�ָ��������ϵ���Ѹ���ʵ�ʲ������֣��������ݵľ����뱻������ĺ�ȴ���һ����ϵ���������������汻���ȵ����Ӷ����͡�
�ֹܲ��ԭ����ͼ2�����߾�У�����ֹܵ����ѹ�����ң�����������ǿ�ȳ����ȵĵ�ѹ�źţ��Ŵ������������������ȡ�

���ڸֹ���Բ�ͣ��ڲ��ʱ��Ϊ�������[9]��
��1�����ӱ����߾ֲ����䡣���������Ĺ����нϴ�ֱ��ʱ���ɰ�ʽ��2-1��������˫�ڱں��ӵ��⾶��������CCD�����Ȼ�������ܱڵ�Բ���Ρ�
��2�����ڱ�����ȫ�����䡣������ܵ�ֱ����Сʱ������ȫ�����������䣬��ʱI/I0�õ�������һ�ι���ȫ������������������ʽ��2-1����������ӵıں����Ҫ�����¹�ʽ������ӵıں�
��2-2��
��2-3��
��2-4��
��2-5��
��2-6��
ʽ�У�D1 —— �����⾶����CCD�������
D2 —— �����ھ���
m —— ����������m=f (I/I0)��
Δd—— ���ӱں�
ρ—— ���ӵ��ܶȣ�
L—— ���ӳ��ȡ�
��ϵͳͬʱװ���к����߲��¡�����ⳤ��CCD���⾶װ�á������߲���װ�ÿɲ�����ӵı����¶ȣ�������̬ʱ�ĸ�����ֵ�������������ⳤװ�ÿɲ�����ӵ����ȣ����ó����ӱں��ӳ��ȷ���ķֲ����ߣ�CCD���⾶װ��ͬʱ�������ϵ����ã�����ɲ���������ƶ�ʽ��ˮƽ�����λ�������µıں���Ҳ�ɵõ�������⾶���ߡ�
��Ȼ����ʵ�ʲ���ʱ���ں����������������Ϊ���ӣ�ͬʱ�������������������������ķ�������������������������ܶȲ�����[10]��
2.1.2 ���ֺ�ȵļ��
�ڽ���������Ƶ������Զ������ӹ��Ĺ����У�γ���߲���DZ����ں�Ⱦ�ȷ���Ƶ���Ҫ��ػ��ڡ�����������ˮƽ���������ı����£���ҵ�����߲����ľ���Ҳ���˸��ߵ�Ҫ��Ŀǰ���ҹ���ʹ�õIJ����һ��ӹ��˾���ڣ������¹�FAG��IMS������RMC���ձ�TOSHIBA�ȹ�˾[11]��
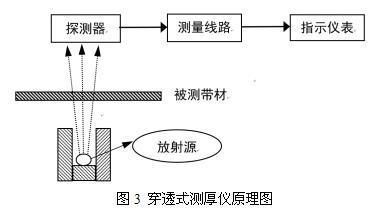
���ڴ��֣������������������֣���Ȳ�����γ���߲���ǵķ���Դ����������ֱ����ڱ���ְ���ϡ��·�����γ���ߴ�������ĸְ��һ���ֱ������գ�ʣ��IJ��ֱ���������գ���ͼ3������һ��̬�������У�γ���߲���ǵĻ�е����û����������ֱ�ӽӴ������Ữ�˰�����棬���������İ��������зdz��ߵ�����[12]��
ͨ������ǵ�Ӧ������˰�������������ͳ�Ʒ�ʣ�����dz�Ϊ��ȿ��ƹ�������Ҫ�ļ��ߣ��������ڽ�Ͼ������Զ�����ϵͳ[13] ��ʹ���У�������ʱ��ַ����˶����ȵIJ����;������ã����ظ����˰��ʵ��������ͨ��γ���߲���ǵ�ʹ�ã����Բ���ϡ�����Ѹ�ٵؼ�ش��ֵĺ�ȣ��Ӷ����ֲ�Ʒ���������Ժܺõı�֤��[14]��
��������ĵĺ�ȿ�����ʹ�����߲����ʱ��һ������Բ�̼���ǰ��װ���߲���ǣ���C�ͻ����Ϲ̶�̽ͷ������Դ�������ϵ�C�ͻ��ܿ��������ƶ�������ɼ���ʱ������ǰ�ƶ�C�ͻ��ܣ������������������Һ�����Դ�У����DZ���·�������ڵ����Һ�����Դ��֮����ֿ����ƶ���γ���ߴ������֣�����ֺ����ֵ��ʵʱ��ʾ���DZ���ʾ���ϣ�������ֵ�Ͳ���̨�趨��ȵıȶԣ���ʱ���ֳ���ĸְ壬�Ѻϸ�Ʒ�Ͳ��ϸ�Ʒ���Զ���������װ�ÿ��ٶ�ȷ�طֿ�����֤�����Ʒ������Ҫ���ڽ�������֮����C�ͻ��ܣ��Ӹְ����е������Ƴ������DZ���·�رգ��������ּ�������Դ�����������ߵ�й¶������ֹ����Դ������ǿ������Դ�ļ�ܺͱ�����ͬʱ��ֹ������Դ����ֱ��[15-16]�Ĵ�����
���ڸְ�������¶ȡ����ֻ�ѧ�ɷֵIJ�ͬ������ڲ��������У�ϵͳ������ݸ��ֲ�ͬ�ĺϽ���ɡ��¶ȵ�������Ӧ�IJ���[17]������ͨ������Ƭ�궨��ʵ�֣�������Զ����ں�Ȳ����IJ���ϵͳ����Ҫ�����¼�������IJ���[18]��
��1���¶Ȳ��������ǵ��¶ȶԲ�����Ӱ�첻�ɺ��ԣ��ڲ��ϵͳ����Ҫ������¶ȴ�������ϵͳ������Ӧ�Ĵ�����������ֵ����Ϊ20�������¶ȣ�ʱ�ĸְ���̬���ֵ����Ȼ��ʱ���������Ǹճ�������δ����ֱ�����еȹ��������ȸְ壬����������IJ���ֵ���Ǹְ���ȴ���ʵ�ʺ�Ȳ���ֵ��
��2���Ͻ��ܶȲ������ڲ��ϵͳ��������ֵ��ܶȺͺϽ�ɷ����ݣ�Ȼ��ϵͳ����Ԥ��ĺϽ�ٷֱȽ��ø��ֶ�Ӧ������ϵ���������ͬ���ֵ�����ϵ����ͬ���Բ���ֵ��ȷ�Բ���ֱ��Ӱ�졣
2.2 γ���߲����������Ӧ��
2.2.1 ��Ĥ��ȵIJ���
���ϱ�Ĥ����࣬�ѱ�Ӧ�õ��ܶ���������й���ϡ��Ŵ����ġ�ũ�ñ�Ĥ����װ���ϡ�ҽ�ò��ϡ�������Ĥ�ȡ�
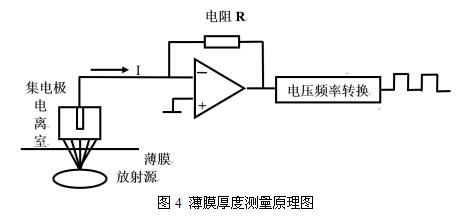
��Ĥ�����������ߵ���������γ���߽��뱻��ı�Ĥ��һ���ֱ������գ���һ�������ߴ�����Ĥ����������ң��������ڳ����������壩������ʹ����������룬�����������ӣ�ͨ����糡�����ã����������ƶ�����������������ڵ���R���γɵ�ѹ����������Ŵ����Ե�ѹ/Ƶ�ʵ�ת���������ݴ���PLCϵͳ����PLCϵͳ�����������ݣ����趨ֵ�ȶԣ���ͨ������ó���Ĥ�ĺ�ȣ�[19]����ͼ 4��ʾ��
2.2.2 �ܵ�����Ȳ���
ԭ���ڹܵ��������У���������Ṹ�������ܵ���ԭ�ͳɷ֡������¶ȵ����ض���Ӱ��ԭ�ܵ��ڵĽṸ�ٶȣ���˺��ѶԹܵ��������ľ���λ�ú�ʱ�����Ԥ�⣬���ƻ����۲�ܵ��ڲ���״��Ҳ�����������������������Ҫ�о���һ�־��á����㡢�ļ�ⷽ������������ڹܵ��ⲿ����ʵʱ��������ȵ���Ҫ���Ա��ȡ���ִ�ʩ[20-21]��Ϊ�ˣ���ԲͲ״ʯ������ܵ�����������γ���߲�ʯ����ȡ�����ԭ��ͼ[22]��ͼ5��ʾ��
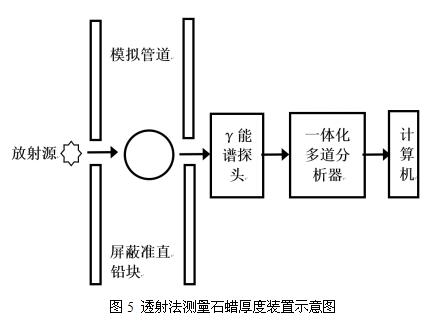
ʵ���õ�ʯ����Ʒ��ԲͲ״���������ɲ�ͬ��ȵ���Ʒ����ʯ����Ʒ���ڲ���ֹ��У������Ϊ����ֹܣ��ܵ��ڲ�Ϊʯ����Ʒ����ͬ��Ʒ���⾶��ͬ��ͨ���ı����ھ���Сģ�ⲻͬʯ���ĺ�ȣ������ָ��Ʒ����ֱ��֮�
2.2.3 ��ú���IJ���
ȼú�������ڻ������糧�Ƿdz���Ҫ��һ�����������糧��һ����ô���Ƥ��������õ�ԭú����ԭú�����ٽ���ĥú���������Ҫ�����ض���ú�����м��ӡ�
��ǰ�糧�㷺���õ����Զ����ƶ���ú�����в��������Ļ���ԭ��������úƤ���ϰ�װ������Ͳ����Ƥ����ԭú������ת���ѹ���źţ���ѹ�����в�������ϴ���Ƥ����ת���źţ��������㴦�������ԭú���������������ǻ�еʽ�ĽӴ����������ϴ����豸�Ĺ����ʺܸߣ���Ҫ����ά����������γ���߷���Դ��̽�����������ǡ��ͼ������֧�ܵȹ��ɵĺ���Ƥ����[9]���ڷǽӴ�ʽ�IJ������豸�Ĺ����ʺܵͣ���������ά���ͼ��Ĺ�������
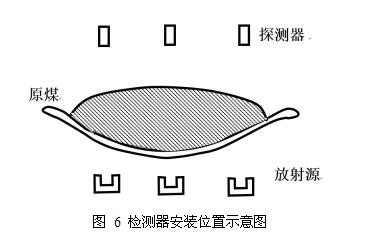
γ���߷���Դ�ͼ�����İ�װʾ��ͼ��ͼ6��ʾ��Ϊ��ʹú�㱣��—����״�Ա�֤�����Ļ�ȷ�ԣ���úƤ��ǰ��Ӧ��װһЩ�ΰ塣�����õ�������Դ�˷���̽����������źţ�����Ƭ���ļ��㴦�����������ú��Ľ�������ٲ������Ƥ�����ٶȣ������������������ú������������������ʾ�����������źŽ��л��ִ����������Եõ��ܵĺ�ú������Ϣ������ú���γ���ߵ�������������������Դ���Բ���137Cs�����İ�˥��Ϊ33.2�꣬������С��10g��ԴǿΪ100mCi��
����γ����̽������һԲ���ε����ң����б����㡣���������ֻͨ�иߵ�ѹ�ĵ缫�壬���ڳ��о�Ե�����塣�����߽����������ʱ����룬���ڵ糡���������������塣�ڼ����ϼ��������������Ŵ��������������������Ϊ�����������źš����������е���˿���ȣ��Կ������¶�Ϊ60������֤�������ȶ����ɷ�ֹ�����е�ˮ���������ɵ�����·���ϡ�����������ĵ���ʮ����(10-12A)�����Ҫ����Ŵ������ʺ���������ʹ�õĵ�ѹ���ɲ��ٷ������õ�Ƥ���ٶ��ź�Ҳ�����������������ź������ڰ����Ѷ���ϵͳ������Ӧ��������ɹ��̲�������ʹ�����
3�� ����Ĥ��Ȳ����ϵ�չ���Ϳ�����
Ŀǰ����������Ĥ��ȵļ�ⷽ���кܶ࣬�������нӴ����跨�����ݷ�����������������淨�����˴������������ݷ�ѹ������������������������X���߷����������䷨��Ӧ���Ƿ��ȡ���Щ������������ȱ�㣬��������ڲ���һ��ƽ����Ĥ������е���Ĥ��ȣ��ɶԸ���--����������Ĥ��ȵIJ���һֱ��һ������ͻ�Ƶ����⣬���ⷽ�������ijɹ�Ҳ�dz����ޣ�Ҫ��Ӧ�õ�ʵ���л����൱һ�ξ��롣���������Ŷ�����̽��һ������γ�������ȼ������ȹ��--��������Ĥ��ȵ��·�����
������������γ���߲���о����ѿ�������ͬ���͵�ʵ��װ�ã���������Դ��ѡ�ü����ݴ���ϵͳ������γ�����ǵ��з�����Ϊ���ǽ�٤������Ӧ�õ���Ĥ��Ȳ����о��춨�˻��������Խ����Щ�ɹ������Ը��ơ�
4�� ������
�����ִ���ҵ�����Զ����IJ������ϼӿ죬�ڹ�ҵ�����жԲ�Ʒ��ȵIJ���Ҳ����˸��ߵ�Ҫ�����߲���������еõ��˹㷺��Ӧ�ã�������ʾ����ʵʱ��ȫ�Զ����ɿ��Եȷ�������ƣ����й������г�ǰ������������Ŀǰ���������Ӧ�û����ͷ�չ��״��֪����߲���ǵ����̶ܳȡ����������ܡ��Զ����̶ȡ��ֱ��ʺͲ������Ƚ����Ϊ���������һ���ķ�չ������Щ���涼�����ڴ����������ĸ��ºͷ�չ��������ij�ֲ�Ʒ�IJ��Ҳ��������һ�ֲ�������Ƕ��ֲ�����ʹ�ã��Է��Ӹ��ֲ���������س���������߲�������Ŀɿ��ԡ�
γ���߲����ͨ�����ϵĸĽ������ƽṹ���ܣ�����߾��ȣ�ͬʱ�DZ��Ŀɿ��ԡ��ȶ��ԡ�ͨ���Է���Ҳ�õ��������Ż�����ʵ���˲���ǵ��Զ��������ܻ���������С�ͻ���Խ��Խ�������ִ���ҵ�ĸ��ٻ��������������ܻ���Ҫ��
�����
[1] ���ĸգ�������. ���ֲ���������о���Ӧ��[J]. ��ҵ�������£�2015,2(3)��380-384.
[2] ���ǿƣ������. �������������õ�γ�������߲����[J]. �DZ������봫������2004,(6)��6-7.
[3] ���ι���¬־��. ���ߺ�ȼ�⼼��[J]. �DZ�������2009,(2)��19-21.
[4] W.B. Gilboy, P.M. Jenneson, N.G. Nayak. Industrial thickness gauging with cosmicray muons[J]. Radiation Physics and Chemistry��2005,(74)��454-458.
[5] B.D. Sowerby, C.A. Rogers. Gamma-ray density and thickness gauges using ultralow activity radioisotope sourcesfillin[J]. Applied Radiation and Isotopes��2005,(63)��789-793.
[6] �߸���. ����Nios II��γ���ߺ�Ȳ����DZ����о������[D]. �����ѧ��2007.
[7] �¿���. γ���߲���ǵ��о���Ӧ��[D]. ֣�ݴ�ѧ��2010.
[8] Manchun Liang, Hongchang Yi, Qian Lin. New correction method for dynamic error in online gamma ray thickness detection[J]. Applied Radiation and Isotopes��2009,(67)��1974-1976.
[9] ��̫���ȱ���. ��⼼����Ӧ��[M]. �й����������磬2003.
[10] W. Harara. Deposit thickness measurement in pipes by tangential radiography using gamma
-ray sources[J]. Russian Journal of Nondestructive Testing��2008,(44)��796-802.
[11] ����ԣ������б���. ұ�����[M]. �й����������磬2006.
[12] Hani Negmac, Hideaki Ohgaki, Izuru Daito. Reaction-yield dependence of the (γ,γ′) reaction of 238U on the target thickness[J]. Journal of Nuclear Science and Technology��2015,(52)��811-820.
[13] �ſ�����������. ������ڰ�������е�Ӧ��[J]. �й������DZ��� 2006,(7)��80-82.
[14] ���������. ���Ʋ��Լ���[M]. ұ��ҵ�����磬2008.
[15] ��������. γ���߲�����ڿ���������ߵ��о���Ӧ��[J]. ���������磬2011,(12)��30-32.
[16] Y Shirakawa. A build-up treatment for thickness gauging of steel plates based on gamma-ray transmission[J]. Applied Radiation and Isotopes��2000,(53)��581-586.
[17] ��־ΰ�����£�ϯϸ��. γ���߲���ǵ�ʹ�ú�ά��[J]. �й�ұ��2012,22(1)��438-439.
[18] ������. γ���߲���ǵ�ԭ�������к���������е�Ӧ��[J]. �����о���2010,(6)��33-35.
[19] �ش��࣬�Ŷ���. ��Ĥ�����ȿ��Ƶ��о�[J]. �Ƽ���Ϣ��2014,(7)��158-159.
[20] ���ƽ���ܽ��������Σ�л����. ٤������ɢ�䷨�����ܵ�����ȵij����о�[J]. �˵���ѧ��̽�⼼����2010,30(8)��1067-1069.
[21] ������Ī��•���أ�����. ����ʯ�ܵ�����Ȳ�����ʵ�������ģ��Ա�[J]. �½���ѧѧ��. 2010,27(3)��326-329.
[22] �쾲���ϼѺƣ�������������. ����٤�������䷨�Ĺܵ������ģ�����[J]. �������ˣ�2013,(3)��267-269.