���Ԫ ����� Ф�仪
(�㶫ʡ�麣�������豸���������㶫 �麣 519002)
ժҪ������X����⡢���泬�������ͳ�������������ϵͳ��һ���Ϊ30mm�ĶԽӺ����Կ���м�⡣�������ּ�ⷽ���ļ��������ȱ�ݶ�λ�����ԡ�����ȷ�Է�����Ƚϡ����������������������������ϵͳ��ȱ�ݶ�λ�����ԡ�������ȷ���Ͼ��ж������ƣ��Ҿ��в������㡢����ݵ��ص㡣
�ؼ��ʣ���������⣻��������������ϵͳ������ɨ�裻���Ǽ���
Abstract: Test a butt weld block of 30mm-thick by radiographic testing, ultrasonic testing and phased array ultrasonic flaw detector and recorder. Then analyse and compare the three testing results from flaw position, flaw type and flaw size. The analysis result shows that phased array ultrasonic flaw detector and recorder has unique advantage in the accuracy of flaw position, flaw type and flaw size. And the phased array ultrasonic flaw detector and recorder is more convennient for operation and more quick for testing.
Key words: Ultrasonic testing; Phased array ultrasonic flaw detector and recorder; Sector scan; Delta technique
������������X����̽�˻��������豸���������͵ĶԽӺ����Կ����X���ߵ�Ƭ���䣬ͨ���Ե�Ƭ���й۲�Ͳ���ȷ��ȱ�ݵij��ȡ����Ⱥ����ʡ�Ȼ�����ó��泬����̽���Ƕ��Կ����B����⣬�Գ���ȷ��ȱ�ݵij��ȡ���ȡ��߶ȡ������Լ�������������ó�������������ϵͳ���Կ��������ɨ���ȱ�ݼ�˷������������ּ�ⷽ���ļ�������з����ͱȽϣ���̽�����ּ�ⷽ������ȱ�㡣
1�������Կ����
�����������Կ����Ϊ20#�֣����Ϊ30mm���ԽӺ��쳤��Ϊ297mm�������ֹ����ӣ��¿ڼӹ���ʽΪX�ͣ�������Ϊ��ĥ���棬�Կ���ΪJMHS-11390���Կ������ͼ1��ʾ��
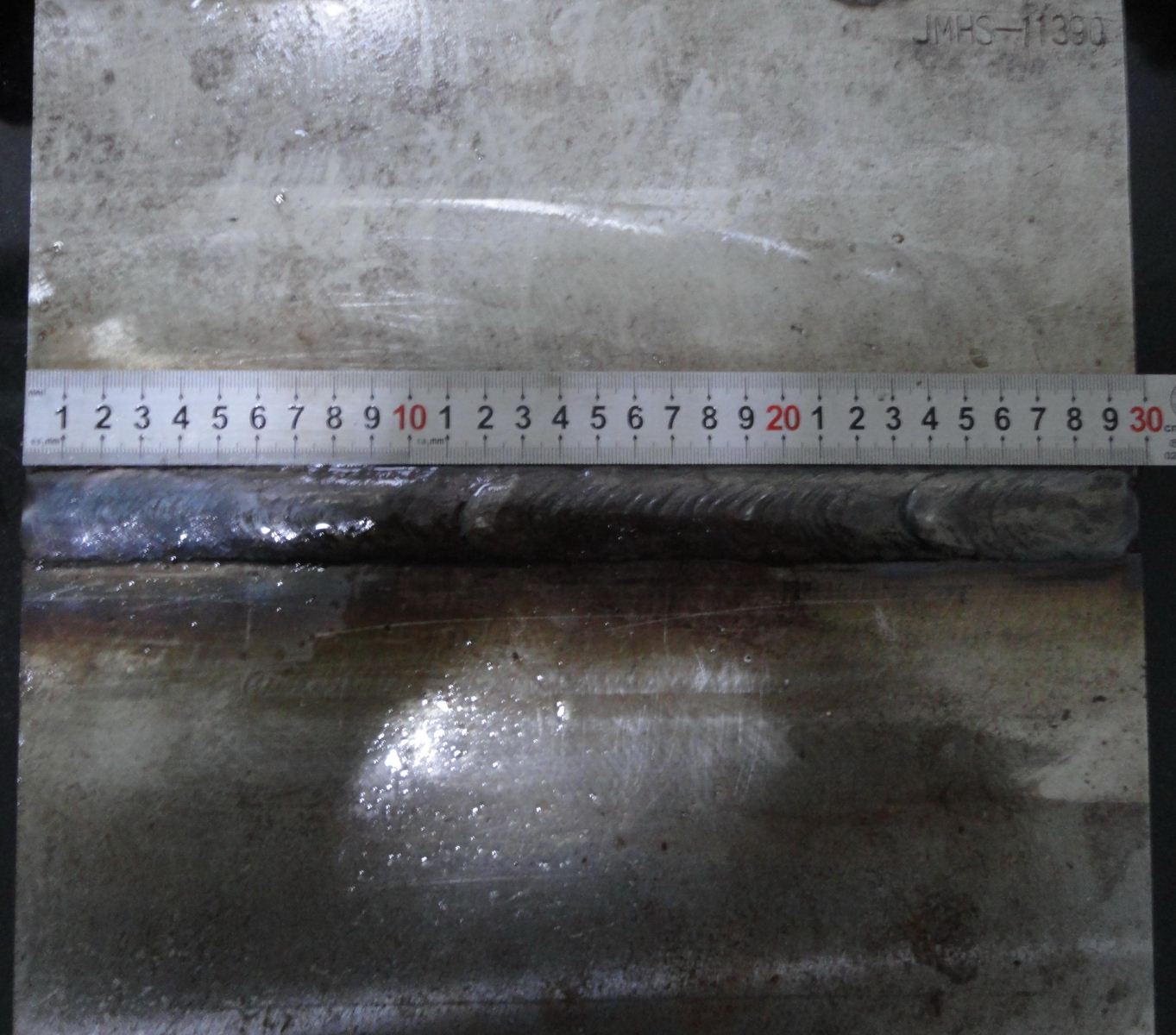
ͼ1 �����Կ�
2����������
������ʹ���ձ���ѧ300EGS3��X����̽�˻����Կ���м�⡣��ƬΪAGFA��������ΪǦ����������ǰ��������Ⱦ�Ϊ0.1mm����ӰҺΪD19b����ӰҩҺ�����ඨΪ700mm���ܵ�ѹ��Ϊ230kV���ع�ʱ�䶨Ϊ3min����ϴ���Ƭ������Χ�ڵĺڶ�Ϊ2.8����������Ҫ��Ƭ��ȱ��ͼ����ͼ2��ʾ��
.jpg)
ͼ2 X���ߵ�Ƭ
���۲������ͼ2����ʾ����ȱ��1Ϊ����������Ϊ34mm������ԼΪ3mm��Ϊ�����ȱ�ݣ�ȱ��2Ϊδ��������Ϊ19mm������ԼΪ0.5mm��Ϊ�����ȱ�ݡ�
3�����泬����������
������ʹ�õ¹�KK��˾USM 35X�ͳ�����̽���Ƕ��Կ����B����⡣���̽ͷʹ����ͷ�������ӹɷ�����˾������2.5Z13×13K2��̽ͷ��ȱ��1��ȱ��2��ɨ����ز�ͼ����ͼ3��ͼ4��ʾ��
.jpg)
ͼ3 ȱ��1��ز�ͼ��
.jpg)