����Ҫ��
���������㲿������Ϊ��ҵ�ø�����Ʒԭ�ĵķ��������֣�����Ʒ�ʻ�Ժ����ܴ��Ӱ�졣Ϊ����������Ʒ�ʵIJ�Ʒ���ڷ����ľ������ϻ�ʹ�õ�������̽�ˡ��ŷ�̽�ˡ��ڲ�ȱ�ݿ���ͨ�������������Զ�̽�ˣ�������Ҫ�ı���ȱ�ݣ�������ͨ���ŷ�̽�������У�ȱ�ݵļ����Ҫ����Ŀ�������У�ȫ�Զ�����ʵ�ֽ�Ϊ������
���̩�˼���ƾ��40�����ϴŷ�Һ̽���豸���������飬���ں������µ�ͼ�����������з���ȫ�Զ������ŷ�̽���豸���ڴ����ҽ��ܣ�

1����״
�����ķ����ŷ�̽�ˣ�����ͨ��������������ͣ�����ȱ��ͨ��������Ȧ���м�⣬������ȱ��ͨ���ᴩʽ��Ȧ���м�⣬������ȱ��ͼ��ͨ��Ŀ�ӹ۲��ʹ�÷۱ʵȽ��б�ǡ������豸ͨ��������Ϊ����ʽ�ŷ��豸Line Magna��LM��
2����״�������
����ʽ�ŷ��豸��LM����Ȼ���Խ��дŷ�̽�ˣ���������Լ������ڲ�����Ա���ڷ��������н���Ŀ�ӹ۲죬��˴�����©��ȱ�ݣ�����Ϊ������Ա�ĸ������������³����ж��Ե��������⡣���⣬Ŀ�ӹ۲���ٶ�һ��Ϊ10��20��/min���ң�����ʵ�ָ��ٻ���⡣
3����ν���������֣���ȫ�Զ��ŷ�̽���豸
���豸�Ƕ��ڰ����еķ����Ƚ���ˮϴ��Ȼ����дŻ������ܴŷ�Һ���Ӷ���������ȱ�ݣ�֮��ʹ��CCD����ͷ��ȱ�ݽ������㣬��ͨ��ͼ��������ȱ�ݲ�λ���д���ȫ�Զ��ŷ�̽��ϵͳ��
��������
1) �ڴŷ�̽�˹����а���������ͷ���Զ�����ͼ�����ʹ�ꡣ
1�״Ż������䱸2̨����ͷ���ֱ���������1�����1����ߡ�
ͨ��2��̽���豸��2���������߽��м��ѷ�����ת180°���ٴμ�⣬�Ӷ�ʵ��ȫ��̽�ˡ�
2) �������ڼ������ȱ�ݵĴ�����Ȧ�����ڼ������ȱ�ݵĹᴩʽ��Ȧ���Ӷ����Լ���ȫ�����ȱ�ݡ�
3) ����̽���ٶ�Ϊ40m/min������߿�ʵ��60m/min��
4) ӵ�зḻ�IJ����趨��
���趨̽��ȱ�ݵĴ�С������״̬�ȸ���������
5) �ɶԸ��ֲ�Ʒ���ࡢ��ͬ���ֵ��ж����������ݽ��е�¼����˿ɽ���ϸ��������
ͼ1������ȫ��
�������
1������ȱ�ݡ���
�ѷ졢�������Ȼȱ��
2����⾫�ȡ����� 0.3mm×��5mm
3��������̽�˵�
���¿����ĺڹ�ƿ������������1000mm����ʱ��ά����20,000μW/cm2��������ǿ�ȣ����߱�����ܡ�
4���豸���
��������������1����Ҫ���
|
������Ҫ���
|
|
�������
|
̼�֡��ͺϽ�֡�����ֵ�
|
|
�ߴ磨���棩
|
��100mm��160mm��ת��R15��25mm��
|
|
�����ٶ�
|
MAX��40m/min
|
|
�Ż���ʽ
|
���ô�����Ȧ�ᴩʽ��Ȧ�ĸ���ʽ�Ż�
|
|
̽�˼�
|
ʪʽӫ��ŷ�
|
|
����ȱ��
|
�ѷ졢����ȿ�ͨ���ŷ�̽�˼���������ȱ��
|
|
ȱ�ݼ�⾫��
|
�ѷ졡0.3D×5��mm���ϵ�����ȱ��
���衡0.3D×5mmΦ
|
|
�����ɫ
|
ƽ�沿�֣���ɫ����Dz��֣���ɫ
|
|
������
|
Լ15mm
|
|
��Դ
|
AC400/440Vʿ10����Լ300KVA��3Φ
|
|
��Դ
|
0.4MPa���ϡ�2.0Nm3/min
|
|
ˮԴ
|
��ҵˮ��50L/min��
|
5���豸���
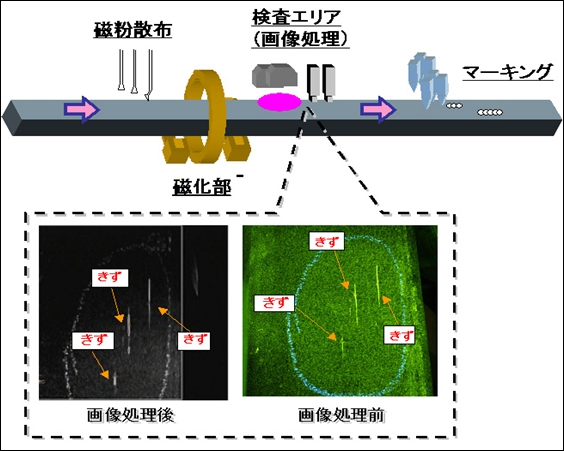
ͨ��ˮϴ�����������ķ��������ϲ����������ķ�ĩ������ȥ���������ܴŷ�Һ��ͬʱ��ͨ��������Ȧ�ᴩʽ��Ȧ���дŻ�����ȱ��ͼ����������λ�ã����������ߣ�����������
��������ͼ2��̽�˺ʹ��Ĺ���ͼ
5-1���Ż����ֵ����
ͨ��ʹ�������ڼ������ȱ�ݵĴ�����Ȧ�����ڼ������ȱ�ݵĹᴩʽ��Ȧ���ָ��ϴŻ���ʽ������ȫ����̽�ˣ�����̽���ٶȣ���ʹ��2��3̨������Ȧ����1��2̨�ᴩʽ��Ȧ��
������Ȧ���ᴩʽ��Ȧ�ֱ�ʹ����3������ĸ�����λ��ʹ���ڷ�������ͨ��������Ȧ�γ��˻����ų����Ӷ�����ȫ�����ȱ�ݡ�
5-2��ͼ�������ֵ����
ʹ�ø�ǿ�ȵ�������̽�˵����������ߣ���ͨ��CCD����ͷ���и���������Ч��ֹȱ���ڸ������˶�ʱ����ͼ������ʵ�ָ�������ͼ�����㡣
Ϊ��ʵ�ָ߶����µ�ͼ���������豸����������Ĵ�����ʽ��
����һ���Ե����͡���������ֵ���Ĵ������⣬Ϊ�˰��մŷ�̽�����е�ȱ����ʾͼ�κͱ���״̬���ڿ��ǵ�����ͼ��������ȣ��Լ������ȱ仯״̬�Ļ����ϣ��ٽ���ͼ������
ͼ3��ͼ����������
5-3��ͼ�����ʹ��
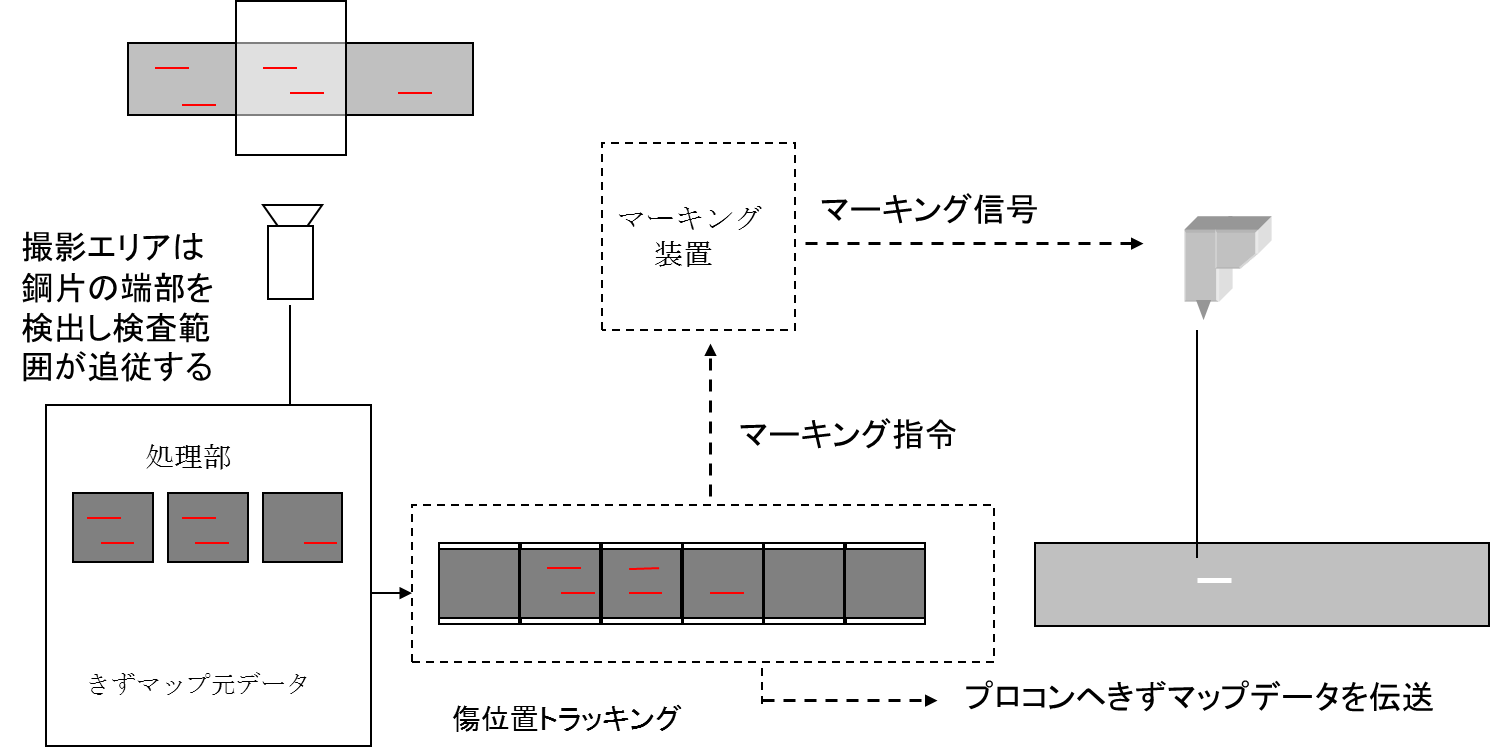
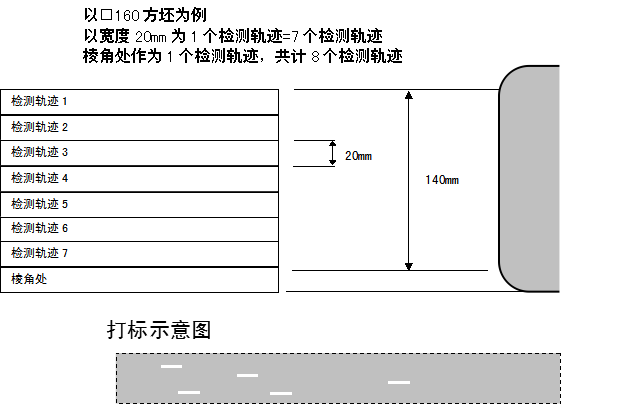
������������ÿ��20mm����һ�����켣������Ǵ���20mmҲ��һ�����켣����ͼ4��ʾ����ȱ��λ�ù滮��������ض���λ���Ͻ��д�꣬�Ӷ�ʵ�ֽ�ͨ�����ۿ��Ϳ������ɿ���ȱ�ݵ�λ�á��˴��Ĵ�꣬�����µ���ĥ����ʱ�����ȶ���ĥ��λ���б�ǡ�������
ͼ4�������ϵ�λ�úʹ��
ʹ������������װ��M20����ͨ��ͼ�����ж�����ȱ�ݽ��д�ꡣ
��M20������
1) ʵ�ָ��ٷ�Ӧ�Ĵ�꣨60Hzʱ8msec��
2) ʹ������������������
3) ͨ����ѹ����ǵ�ɳ��ƴŷ�Һ��ˮĤ
5-4��ȱ��λ��ͼ
���豸�߱��ܹ����ڷ�����4�����4����ǣ��ڸ����켣��������100mmΪ��࣬��¼�Ƿ���ȱ�ݵ�λ��ͼ������������̽��ͼ��һ�𱣴�Ĺ��ܡ���Ϊ��¼���������ɱ���ͨ�������������2��ݵ����ϡ�
6���ܽ�
ȫ�Զ������ŷ�̽���豸���ձ��ĸ�������Լ4�����ҵ�ʹ��ҵ�����ܵ���һ�º�����
���豸Ϊȫ�Զ��豸�������˹����������У���ʵ�ָ���̽�ˣ�Ч�����죬ͬʱ�־߱��ܶ�ȱ�ݽ��ж����Եļ�⣬���Һ���̵Ĺ������ֿɱ���̽�˽�����ص㣬�������ܺ�����������ȱ�ݼ���ʣ�
Ϊ�˼�������0.3mm×��5mm�����ϵ�ȱ�ݣ�ͨ��ͼ���������������������һ�����ܻ����dz�ϸС��ȱ��Ҳһ������������ή�ͺ�����ĥ������Ч�ʡ��������������ȣ��ֻ�����©��Ŀ����ԡ�ͨ��4��������ʵ�ʲ����У���ͼ���������ĵ������������������ڿ��ԼȲ������©�죬�ֲ���Ϊ������ɸ�����ʵ���������������������á�
����������������������������������������������������������������������������