������Ϊ�����������Ļ���Ǽܣ�����Ҫ֧�ŷ����������е��˶������ָ�����
��������Ҫ���ܸ��¸�ѹ���������������һ����ڸ��������˶���Ħ���ܴ���������
����������¡���ʴ����ĥ��һ���˵��Ϊ����������Ҫ�� ���Դ���������ϡ���
�����ȡ��ṹ�ȷ�����Կ��ǡ�����Ϊ�������������ӻ��������ĸף���ױڼ�Ҫ
����һ����ǿ�Ⱥ�Ӳ�ȣ���Ҫ��֤�ױڲ�©��������ˮ���ܳ���һ����ѹ������˶Ը�
�ں��ر��Ǿ�������һ����Ҫ���Ա�֤���Ⱦ��ȣ�����ױڴ��ڹ�������
���ص�״�����ڷ�����ת����ߡ��¶����������ɼ��ض���ҪѸ��ɢ��ʱ������ĸױڲ�
�ܽ���������������Ѹ�ٴ��ݵ�ѭ��ˮ��ȥ���ױڱ����¶Ȼἱ����������ɾֲ����ȣ�
ͬʱ��ں�����������Ͳ��쵼�¸ױ��Σ����»��ͺĴ�����ں����̫��ʱ��
�����ڸ����»��ù���ϡ����ʹ�����������ױ�Ħ��ϵ��������������ƻ�����
�����ס�ͬʱ�ڱ������γ���©�����ˮ��ϣ�����������ɱ���ֱ�����ף�Σ������
���������������������������̵���ػ��ڳ���ƫ����ɸױں�γɱں�
���������صļ�ͼ1��ʾ��
.jpg)
ͼ1.��ˮ��оƯ����ɵĸױں����ز����Ĺ�������ͼ
��ױں������ڲ��ṹ�ߴ磬��������һֱ��ͨ�����ڽ��������ƣ��������
��ͼ��ͼ1����������ͼ��ͼ2���÷����ƻ�������Ч�ʵ͡��ɱ��߲���ʵ�ָ�Ƶ�ε�����
��飬����Ʒ�����ļ���Ϊ100%����������ջ��͡����ͺĹ��ߣ�����������ף���
������ױڹ������ˮ��й©��������ֱ���������غ����������ͨ���Ľ�ʵ���ڲ�
���˹���ǰ����ֱ�Ӳ����ڲ��ں��Ǵ��������������¿��١���Ч������������Ĺؼ���
.jpg)
һ. �ں��ⷽʽ�� �Ľ�
����ڸǶ������л��Ƹ�һ�ܵ�ˮ�״��ڣ�ͨ���Ľ����߿�����״������
�����ˮ���ڣ��ܿ�ˮ���ڶ���̨��������ֱ�ӽӴ��������ʵ��ֱ�Ӳ�������ͼ4�� 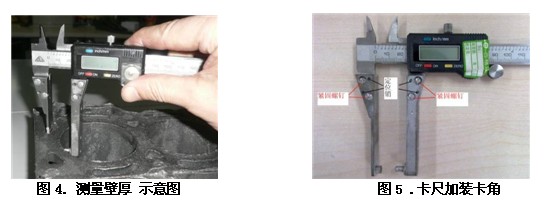
���Ǹı���ͨ���������뿨��ԭ����ͨ��������λ����Ϲ̶����ٶԽ���˨���̣���
ͼ5��ʵ�ֵģ��˷����ĺô����ڲ��ƻ����߱����ľ��Ⱥ�ʹ�ã����¿���������
�������ͼ������ø÷������Ӧע�����¼������棺
1. �÷���һ������ΪԲ���Ρ���һ������ΪԲ���Σ�����ʱӦ��Բ���ο��������
�ڽӴ��γ����У�Բ���ο�������ڱڽӴ��γ����У���ͼ6��ͼ7�����в��ɸ㷴����
��ɼ��ʧ��
2. ʹ���в�����������ֹ�����ױ��Σ�Ӧ��ʱ�ñ��������У������������
��ֵ��
3. ��ˮ��о���ڰ�ģб�ȣ��ʲ�ͬ��ȶ�Ӧ�ĸױں��в��죬����ʱӦ�涨������
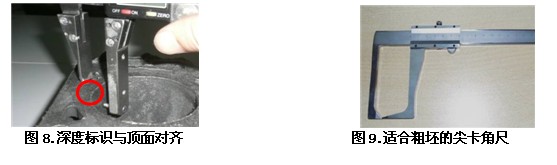
�����������Ͷ�Ӧ�ں�Ҫ���ڿ�����������ȱ�ǣ�ʹ�����ʱ����嶥����루��
ͼ8����

�����������ڿ�����ױ���Ӵ���ʽ�������ڸױ����������Ϻá�ë����ƽ���⻬
������²�������ʵ�������о������ڱ����ֲ�ճɰ����ɰ���ֲڶȲ��Ӱ��ں������
Ϊ�˿�����һ���Ľ�����������״�ijɼ�ǣ���Ӧ����������������ͼ9����
ͨ�����ϸĽ���ʵ�ָ���ij�Ʒ��ë���ں�Ŀ��١������⣬����ֱ�Ӳ�������
��С��Ч�ʸߣ�ʹ��Ƶ�μ��ֱ����Ҫʱ��ȫ����顢��������������Ϊ���ܡ���Ϊ��֤
���������������Ʒ���ṩ��Ч��֤��
��. �ױں��������������
�ױں���ָ��ȴˮ��������֮��Ľ������ȡ�
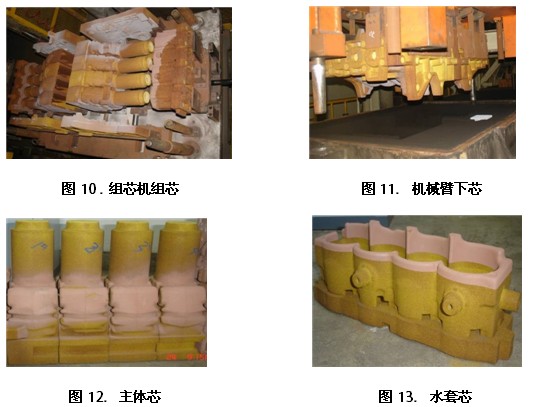
��������ͨ�����ɰо����о����о����ͼ10�����ɻ�е������ɰ���ڣ���ͼ11����
�����ע���Ρ��ɴ˿ɼ�����ʵ���������ɰо��ɰ���������λ����γɵĿռ�λ
�ã������ڱ�������о����ͼ12���γɣ����������ˮ��о����ͼ13���γɡ���˸�
�ױں�ȡ��������о��ˮ��о���λ�á�
���ڸױں�Ŀ���Ӧ�����·�����Կ��ǣ�
1.��ˮ��о������о��ֱ����Բ�ȼ��Լ�飬������״�ߴ�Ҫ��
2.ˮ��о����оճ��ǰӦ�����ɾ���ճ��ʱ��ӵ�λ�����ϼ�飨��ͼ14����֤ˮ��
�붥��Ĵ�ֱ��
3.��оʱӦ����о����ɨ�ɾ�����ֹ��λ���������������оλ��ƫ���ͼ15����ͬʱ��
��ɰо��λ������Ӱ����϶�λ���۶ϡ�ȱ��ɰо����Ϊ�����о���������ÿ���
�����о��ijߴ�������ɰоλ�óߴ�Ҫ��ͼ16����
4.���ڶ���о������ά����������������ʹ��ĥ�������ϼ�϶�����ɿ����ɰоλ
��Ư�ơ�
4. ��о��λ�����뵽ɰ���е�ɰо���м�飨��ͼ17�����Ա�֤��оλ����ȷ��
.jpg)
5������������ƿ��ߣ��ر���ͨ��������ͬ��ȵĸױں�������Ϊ���У�����Ͻ��ʱ�
�������飬ʵ�иױں��������غ����ƹ���������ƫ�����Ƽ�ʱ����������������
Ʒ�ij��֡�
��.����
ͨ���Ľ����߽ṹʵ���˸ױں��ֱ�Ӳ�����ȷ����ݡ�Ѹ��Ҳ���ƻ���������
����������Ʒ������״����ˮƽ��Ҳʹ�ױں�ȵĶ�̬���ƹ�����Ϊ���ܣ���Ϊ������
���ṩ��Ч���ݣ���ʱ�����ں���ͷ���ž������ɵķ�Ʒ�������߷������Ŀɿ�
�ԡ�
���գ��У�1964��1�³�����������ʦ��������Ʒ�ʼ����ƴ���Ʒ�ʹ���������