��ǩ��
ժҪ��������Ҫ�Ӽ�������ǵ�ԭ�����֣��������м춨�豸��ͨ���ӹ�������̨��о��ȹ������齨һ���������Уװ�ã�ʵ�ּ����������У��
�ؼ��ʣ� ��������� У ���ײⳤ�� ���ܹ�������������̨
1������
�ڸ���λ���������У�������̨�����Ļ�������Ϊ���飬ʹ֮�ڵ���Ĵ�������ɸ��ֹ������������ӱ���ʹ����������У�����豸���в���,�������й����������Ħ������ת�ᷢ�������ƶ�������,�Ӷ������豸����Դʹ��Ч��,��������豸��ʹ������������,���в������ת���ܷ��Բ�������Ӱ�졣
����еIJ��Է���������Ҳ�ڲ��ϵظĽ�������еķ������ӿ����ֶ��С�������������С�������ļ�������ǡ����������ʹ�������һרҵ�ĸ��ӵĶ��й��̣���Ϊһ�����IJ������̡�Ŀǰ���ҹ�˾�����̲�����������ҵ��������һ��ҵ���͵�������ҵ���ֱ�ʹ�ü�������ǣ����ڵ�����ް�װ�����и���������Ա������ˮƽ��װ�Ļ�е����о�ȷ���С�
2����������ǵĹ���ԭ��������
��ȥ��Ҫʹ��ǧ�ֱ���������,�÷��������ȱ���Ǵ��������仯������ǧ�ֱ�֧��λ��,Ӱ����о���,�Ұ�װ���۲��������,����Ч�ʵ͡���ˣ���������ǵ�������������������������������ǹ������һ���Ƚ�����Ч���豸��������,���о��ȸߡ�Ч�ʸߡ����ڲ������ŵ㡣������м��ѵķ����Ժ͵�ɫ�ԡ���������ָ����Ĺ�����ɢ�Ǽ�С,������ֱ�ߴ�,���������ʱ������ʧ��С;��ɫ����ָ���Ⲩ��һ,�ױ�������ʶ��,������������š��������������Ӧ���˼�����������ص㡣
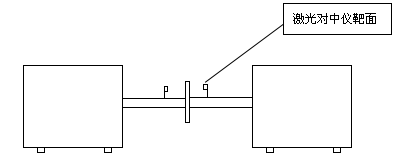
ͼ4Ϊһ����Ҫ���е��豸ʾ��ͼ��
ͼ1
1����������ǵ�У��Ҫ��
��������dz���ʱ�Ǹ���������Ӧ��������֮�䲻�ܻ���������ʹ�ú����ڼ���������Ŵ�����ת������λ��̽�����Ȳ��������桢��ġ����Իᷢ���仯����˻���������Dz������ݷ����仯��ʹ�����������Ӵ�������˵������Ҳ���鼤�������Ӧ���ڽ���У�飬
2����������ǵ�У����ԭ��
Ŀǰ��������ǵ�Уû����صĹ��Ҽ춨��̣������й����Լ����о�Ժ����У����ʧʱû����Ч�ļ��ߣ���ʵʩУ��⣬��ˣ�Ϊ���㹤��ʹ�ã����ϼ�������ǵ�ʹ�ã������ʹ��Ч�ʣ��ֶԼ��������ʵʩ��У���������У˼·��ͨ���Լ�������ǵ�ԭ�������������������Ҫ������У������֮��λ�����ı仯��ͨ����ʽ���㣬�Ӷ��ó�����ǵĵ���������ˣ����ݼ�������ǵIJ���ԭ���Ͳ������̵��ص㣬�����һ��ת����ƽ�������װ�ã�ʵ�ּ�������ǵ�У��
3��Уװ�õĹ���
��������ǵ�Уװ��������װ�ù��ɣ����ײⳤ����о�ᣨ�ӹ��������ܹ���������������̨���ӹ������ӹ�������ͼ��ʾ��
.png)
��������̨ͼ��ͼ2
4��У˼·
ͨ���Լ�������ǵIJ���ԭ����ʹ��˵�����֪����������ǵ������Ҫ����λ����λ����������������λ�����������ײⳤ����о����ϣ�ʵ�ֲ��������ڼ��������λ�Ʊ�����У��ͨ�����ܹ���������������̨��ר�üо�ʵ�������
5�������Է���
5.1��λУ
��������ǵ���λУ��ָ�ڼ���������ڽ��в���ʱ����λ��У�����������������������ת���ŵ��ӡ������ӣ�ʮ��������������ʱ��������ǵ�ʾֵ������λ����У������Ҫ������ȫͬ���о�ᣬ����360�Ƚ�����ת�������ײ������������õ�ͬ��ȣ���������ת�����ڵ�����ƽ���ƶ�3m,�Ҿ�����ʡ�����о�Ժ�춨�ϸ�����ֵ��Դ�ԡ���ˣ���ȫ����ʵ�ּ�������ǵ���λУ��
5.2λ������У��
��������ǵ�λ�����IJ�����ָ���������S�к�M������ͺ���λ�Ʊ����IJ�������ˣ��ɽ���������ǵ�S�з�����������̨�ϣ���M�з������ܹ��������ϵľ�ͷ�ϣ�ͨ��ǰ�������ƶ�������̨����ȡ��������ǵ�ʾֵ�������ƶ�������̨����ֵ�ɴ����ܹ��������϶������������ܹ��������ϵIJ������Ϊ1.5um��ԶС�ڼ�������Dz�������3��֮һ�����Բ������ܹ���������������̨�ķ�ʽ��ȫ����ʵ�ּ��������λ�Ʊ����IJ���
6����������ǵ�У����������
6.1. �����������λУ
�������ײⳤ�����бȽϲ�����ͼ3��
.png)
1-���ײⳤ��β�ܣ�2-о�3-���������
ͼ3
6.1.1��������
�����ײⳤ��β���ϰ�װ��Уʹ�õ�о�����������ǰ�װ��о���������ⵥԪλ����12���ӷ�����S��M���ⵥԪ����������
6.1.2��λУ
�����������о��12���ӷ���������λ��ֵ��
6.1.3У���ѡȡ
�����������о���180°��Χ�ڵ�3��9��12���ӷ�����3��У���ͼ4��
.png)
ͼ4
ת��о�ᣬʹ��������������ⵥԪͬʱת����λ��9����λ�ã��ɼ�ʾֵ��Ȼ���ٴ�ת��о�ᣬʹ��������������ⵥԪͬʱת����λ��3����λ�ã��ɼ�ʾֵ�����ת��о�ᣬʹ��������������ⵥԪͬʱת����λ��12����λ�ã��ɼ�ʾֵ����ʹ��ˮƽ�Ǹ��顣
6.2��ֱƽ����ˮƽ��ʾֵ��У
�������ܹ����������бȽϲ�����ͼ5��
.png)
1-���ܹ���������2-��������3-�̶��ܣ�4��5-�����ⵥԪ��6-������̨
ͼ5
6.2.1��������
�����ܹ��������̶����ϰ�װ�ñ�У��S���ⵥԪ���������������y�����������ܹ�������y����������غϡ�
����S���ⵥԪʹ�伤���������ܹ�������������̨���ִ�ֱ��
��M���ⵥԪ��װ�����ܹ�������������̨�ϣ�
����M���ⵥԪ������֤����Ԫ���ֱ��
6.2.2У���ѡ��
���ݼ�������ǵIJ�����Χ����֤�������ȣ���x�����ϡ�y�����������г̸�ѡ��11�㣨������㣩���бȽϲ�����
6.3������������ȷ��
���ݼ�������Dz���˵����Ҫ������ʾ���Ȳ�Ӧ����������±2%����ÿ���������г̣�������㣩���в����������ķ�����������11�������㣬��������1μm������Լ
7�������װ�öԼ��������ʵʩУ�IJ�����ȷ���ķ�����֤
�Լ�������ǽ��в�����������λУʱ����Ҫ�IJ�ȷ���ȷ���Ϊ�����ظ��Ժͱ�װ�÷ֱ�����IJ�ȷ���ȷ��������¶�����IJ�ȷ���ȷ������ڼ�������ǵİ������ͬ���Ļ����£����Բ���������
7.1��λУ�IJ�ȷ���ȷ���
��λУ�ɲ����ظ�������IJ�ȷ���ȷ���Ϊ
���ظ��Բ��������£�ѡ�������ӷ����ظ������10�Σ��������ݾ�Ϊ0�����ɲ����ظ�������IJ�ȷ���ȷ���Ϊ0�����ɶ�Ϊ9��
�������ײⳤ������IJ�ȷ��������ѡ��B������������������������ײⳤ����������Ϊ1.5um,���Ͼ��ȷֲ�����ȷ���ȷ���.png) Ϊ
Ϊ
.png) 0.87um
0.87um
����Ա���Ϊ0.1���������ɶ�Ϊ50%
��.png)
�Բ�ȷ���Ƚ��кϳɲ�������չ��ȷ���ȿɵã�
.png) um,k=2
um,k=2
����չ��ȷ����С�ڼ�������ǵ���������������֮һ�����Է���Ҫ��
7.2���������λ�����IJ�����ȷ���ȷ���
���ظ��Բ��������£��ֱ�ѡ�������������ظ������10�Σ��ֱ���A�ȷ��������������������ñ�������������ã�0.56um��0.63um��������ǽ��к���������ɲ����ظ�������IJ�ȷ���ȷ���Ϊ�ֱ�Ϊ0.56um��0.63um�����ɶ�Ϊ9��
���ܹ��������IJ������Ϊ1.5um��ѡ��B������������������������ײⳤ����������Ϊ1.5um,���Ͼ��ȷֲ�����ȷ���ȷ���u2Ϊ
.png) 0.87um
0.87um
����Ա���Ϊ0.1���������ɶ�Ϊ50%
����ϳɱ���ȷ���ȣ�
.png)
��������չ��ȷ���ȣ�kȡ2������չ��ȷ���ȷֱ�Ϊ��
.png)
����չ��ȷ����С�ڼ�������ǵ���������������֮һ�����Դ�У��������Ҫ��
ͨ������������֪��ͨ���������װ�ã�����ʵ�ּ�������ǵ�����У������������ʧʱ�ɼ�ʱ���У�����㼰ʱ��