����˳����־ũ
�����ֹܼ��Źɷ�����˾����� 300301��
ժ Ҫ�������˷ֲ�ȱ�ݵļ��ԭ���������ݷֲ�ȱ�ݲ������ص㼰�ڸֹ��зֲ���λ�ã��������б�������IJο����������Զ�������̽���豸�Ķ�̬У�������˼��ֲ�ȱ��բ�ŵ����÷�����ͨ����̽ͷ��ת�ٶȡ����������ظ�Ƶ�ʡ��ݾ�Ȳ������趨���ﵽ��̬���ȶ��ؼ���ο������ϵı������壬ʵ�ֶԸֹܹ���ֲ�ȱ�ݵ��Զ���⡣ͨ���ֳ�ʵ�ʼ����֤�˴˼�ⷽ������Ч�ԡ�
�ؼ��ʣ��Զ�������̽�ˣ��ֹܹ��壻�ֲ�ȱ�ݣ������������������̬У��բ������
API Spec 5L—2008���߹ܹ淶����44�棩Ҫ������Ժ�/������ۻ����Ĺ��߹ܹ���Ҫ���зֲ�ȱ�ݵļ�⣬�ҹ涨�����ձ���������һЩ�����Ĵ���ʯ��˾����ơ����ڡ�ɳ�ء�������������ص��ƶ��Ĺ��߹ܹ淶����������˱�API Spec 5L��Ϊ�ϸ�ķֲ�ȱ�ݼ���Ҫ��Ϊ�˱�֤�ֲ�ȱ�ݵļ�⸲���ʲ�����ֹ�������ҵ��̽�˽��࣬Ӧ�����Զ�������̽���豸�Ըֹܹ���ֲ�ȱ�ݽ��м�⡣
1 �ֲ�ȱ�ݵĶ���
�ֲ�ȱ����һ��ͨ�����������ƽ�еġ�Ƭ״���ڲ��������롣��Ҫ�����ڸ����д��������ơ����ص����ɡ��������ס����ݼ��ǽ������������ɵģ���Ӱ��ֹܵ�ʹ������[1]���ֲ�ȱ�ݳ���������ֹܱ���1/2~1/4�ں���ȱ�ݴ��ʷָֹܣ��ᷢ�ֺ�����������ԵIJ�״���룬��Щ�ɷ����������㣬����ʱ����ֿ��ѣ����ѷ촦�����ۿɼ��ļ������ͼ1��ʾ��

1—�ֲ�ȱ��
ͼ1 �ֲ�ȱ��ʾ��
2 �ֲ�ȱ�ݵļ��ԭ��
�ֲ�ȱ��Ӧ�����ݲ�ֱ̽ͷ��⡣A�����巴��ʽ������̽���Dz�����Ƶ�����壬ͨ��̽ͷ�����߽������ѹ�ӵ�̽ͷ��Ƭ�ϣ�������/��ת����ʹ��Ƭ������е��ͨ����Ͻ��ʽ��˻�е���������ij���������ֹ��У����ڷֲ�ȱ�ݵĴ��ڣ�����ֹܵĻ�����γ��������迹��ͬ�����ʽ��棬��ֱ̽ͷ���м��ʱ����Ƭ������ݲ������������迹��ͬ�Ľ��棬�ͻ���һ�������������̽ͷ��Ƭ��������ת��Ϊ���ܣ����������ղ������źŴ����������ڳ�����̽����ʾ�����ϳ���ȱ�ݲ��͵ײ���ˮ������ͨ��Ϊ�Զ�̽�˷�ʽ����̽��ͼ����ͼ2��ʾ��
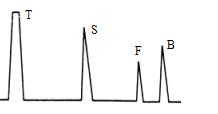
T—ʼ���壨ʼ���� S—���沨
F—�ֲ�ȱ�ݻز� B—�ײ�
ͼ2 ˮ�������ֲ�ȱ�ݲ���ʾ��
3 ���˹��ֲ�ȱ�ݵ�����
��Ϸֲ��ⷽ����ISO 10124—1994��ѹ����;����ֹܺͺ��ӣ������⣩�ֹ� ��״ȱ�ݼ���ó������顷���߹ܲ�Ʒ������������API Spec 5L(��44��)�������ϵ����Է��������µ����ձ��������ܣ���������Φ6 mmƽ�ף���ͼ3��ʾ���Ӹֹ��ڱ�����ƣ����Ϊ�ں��1/4��1/2���������10 mm���趨ɨ��ƻ�����Ӧ�Ĺ��ղ�����ʹ�����ݱ������Ĵ����˹�ȱ�ݵ�ר�����ܣ����������Ӧ����ʵ�ʼ���С�
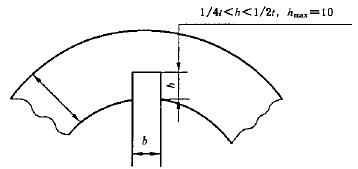
����������Ӹֹ��������ƣ��������Ϊ�ں��1/4������Ϊ�ֵ��ݲ�����ԼΪˮ�����ٵ�4�������ԣ��˹���������ķ���ز�λ���Ƿֲ�ȱ��ʵ��λ�õ�4�����ҡ����������������Ǹֹܹ��Ʊں��10%������ʾ�����ϵ���ʾλ�ý��ڱں�40%��ȵķ�Χ����ô��ʵ�ʼ��ֲ�ȱ�ݵ�λ�ú������ϱ��������ʵ��λ�ò�һ�¡��ʷֲ�ȱ�ݵ��˹���������ֻ�ܴӸֹ��ڱ���������
4 �������
4.1 ��������
ѡ�����ܣ�Φ406.4 mm×10.5 mm ��
���ֲܷ�ȱ�ݳߴ磺�������ڱ���ӹ�һ����2.6 mm���ں��1/4����Φ6 mmƽ�ס�
����ʹ�õ¹�GEIT ROTA 450S�Զ�̽��ϵͳ��̽ͷƵ��5 MHz����Ƭ�ߴ�32 mm×8 mm������̽ͷ��Ч��������Ϊ10 mm��4���۽�ֱ̽ͷ��ÿ��̽ͷ��4�����еľ�Ƭ��ɣ�����ת���ϼ��90°�����Ų���ˮ�̾����ԼΪ33 mm��
4.2 բ������
���ݸֹܱں�ͱ����������ȣ��ֲ�բ�ŵ����ã�ͼ4�������������
��1��բ��������һ�ν��沨��һ�εײ�֮�䣬��ͼ4��a����ʾ��
���ڷֲ�����ֻ�бں��1/4���ֲ�ȱ�ݵ�һ�λز�L1��һ�εײ�B1֮��ľ����С����բ�ſ����趨�����ܴ����ѣ���բ�ſ������ý�խ���ܿ��ܲ���©������բ�ſ������ýϿ���һ��������е���������沨S1��һ�εײ�B1�ܿ��ܴ���բ�Ŷ�������
ͨ�����飬����ֲ���ȴ���1/4�ں�����ȴ���2 mmʱ���ײ��IJ���������ֲ�բ�š���ʱ����բ��������һ�ν��沨S1��һ�εײ�B1֮�䣬�ֲ�ȱ�ݵķ���ز��ϸߣ�����ȽϺã����ײ�����
��2��բ��������һ�εײ�B1�Ͷ��εײ�B2֮�䣬��ͼ4(b)��ʾ��
���ֲ�բ��������һ�εײ�B1�Ͷ��εײ�B2֮��ʱ��ͨ���ֳ�ʵ�ʵ��ԣ�����Φ6 mmƽ�Ļز��߶�ԶԶ���ڶ��εײ�B2�Ļز��߶ȣ���Ϊ�Ƕ���ȱ�ݻز�����Ϊ�˷�ֹ�ֲ�ȱ�ݵ�©����������DAC�����ķ�����ֻ�����ֲ�բ���ڵĻز���������ȫ�ں����������ȴﲻ��Ҫ��ıˡ�ͬʱ���ٴξ�ȷ�����ֲ�բ�ŵĿ��ȣ���ֹ�ڻ�е�����ϴ�ʱ�����εײ�B2����բ�Ų�����ͨ���Լ���ٶȡ��ظ�Ƶ�ʡ�ɨ��ƻ�����Ӧ�������趨�����������ֳ�ʵ�ʼ�����Ҫ��
ͨ�����飬���˹�������������Ϊ�ֹܹ��Ʊں��1/2��ͨ�����ѷֲ�բ��������һ�ν��沨S1��һ�εײ�B1֮�䣬��������Ļز��ϸߣ����ܹ�������ֹܶ������½��沨��ײ�����բ�ţ���֤�ֲ�ȱ�ݵ���Ч�����
��Ȼ����ʵ������ʱ�����Ը��ݱ���ֹܵ�ʵ���������Ҫ�DZں����÷ֲ�բ�š��ֲ�բ�ŵ����ò��۲����������ַ�ʽ��������ԭ���Dz��ܲ���©����ȷ���ֲ�ȱ�ݵ���Ч�����
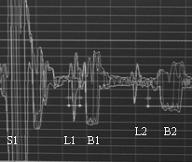
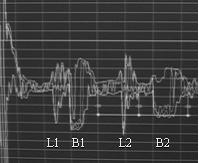
S1—һ�ν��沨 B1—һ�εײ� B2—���εײ� L1—�ֲ�ȱ�ݵ�һ�λز� L2—�ֲ�ȱ�ݵĶ��λز�
��a�� ������S1��B1 (b)������B1��B2
ͼ4 �ֲ�բ������
4.3 �����������趨
4.3.1 ȷ�������ת�ٶȼ������ظ�Ƶ�ʣ�PRF��


ʽ�� ת����ʾ̽ͷ��ֹܵ����ת�٣������ת�ٶ�Ϊ�����ٶȣ���ɨ�������ߵ����ٶȣ���Ч������Ϊ����Ŀ����Ч�����ࣻ����������Ϊ����ȱ�ݱ�������������
���ϵ�2����ʽ���Ա�֤Բ�ܷ����ϵ���Ч������Ϊ1 mm������Ч�������ѡ��ʹ�ֹ�Բ���ϵ�ɨ���ܶ�ѡȡ��Ϊ��������Բ�ܷ����ϱ�����ȱ�ݵ�©�졣
4.3.2 �����ݾ�ȷ������ٶ�
����ٶȵ�ȷ�����ݾ��ת���йأ�Ӧ����ʽȷ����
����ٶȣ��ݾ�×ת�� ��3��
ʽ�У�����ٶ�—����̽ͷ��ת���ֹ�ֱ��ǰ�����Զ���̽���豸Ϊ�������ٶȣ��ݾ༴Ϊ̽ͷ��ת1���ڸֹ����������߹��ľ��롣
4.3.3 ������ش������趨
�ֲ�����ѵ���Ƕ���������ȶ���С��ȱ�ݵ�ȷ�����Φ6 mmƽ�ķֲ�ȱ����С�ھ�Ƭ�ߴ磬�����ζ��������ٶȡ��ݾ�Ȳ����趨��ƥ�䣬�ͻ����©�졣����ֹܱں�ӽ���ƫ�һ�εײ�B1�IJ��������ͻ�����ֲ�բ�ţ���ô����������ʱ���ʻ�ܴ�ͨ���ֳ��������飬���ֱ�����ش���Ҳ��Ӱ��ȱ��©�����ʵ���Ҫ����֮һ���豸��ѡ��ı�����ش�����ΧΪ1��99�����������ش����趨�ĺ�С�������趨Ϊ1����ֻҪ���յ�һ�α����źž���Ϊ��ȱ�ݣ��������ײ��������������ش����趨�ĺܴ����趨Ϊ50����һ��ȱ��Ҫ��̽ͷ����50�δﱨ�����ż�Ϊȱ�ݣ������ͼ��ײ���©�������ԣ�Ӧ���趨���ʵı�����ش����Ա���©(��)����ͨ������ȷ�ϣ���������ش����趨Ϊ5ʱ��Ч���Ϻã�©(��)������ȫ�������Ҫ��
���ֲ�ȱ�ݳ��ò�������1��
��1 ���ֲ�ȱ�ݳ��ò���
|
ת��
/��r·min-1��
|
�����ת�ٶ�(�����ٶ�)
/��mm·s-1��
|
������
/mm
|
�⾶
/mm
|
�����ظ�Ƶ��(PRF)��
/����·s-1��
|
������ش���
|
|
500
|
5 733
|
1
|
219.10
|
5 733
|
5
|
|
500
|
7 146
|
1
|
273.10
|
7 146
|
5
|
|
500
|
8 475
|
1
|
323.90
|
8 475
|
5
|
|
500
|
10 626
|
1
|
406.40
|
10 626
|
5
|
|
500
|
11 963
|
1
|
457.20
|
11 963
|
5
|
ע���������ظ�Ƶ�ʣ�PRF����ֵΪ���ۼ���ֵ���ڱ�����������ȷ���Ժ�PRF���ܳ���������ʾ��ֵ��
�������У�ͨ�����������Ľ�һ�����������ֲַ�ȱ�ݵ����Խ��Խ���ױ�������������û�û������Ҫ�����������ʵ������Ҫ���ͬʱ������������ʱ�����ܱ�֤�˹��ֲ�ȱ�ݵ���ȡ�
5 ʵ�ʼ��
5.1 �豸У
����ISO 10124�����豸У��ʽ��2�֣�
��1�����õ��Ӽ���У����̽ͷ�����ڱ������ϣ��ڵ�һ�ε���ز��������·�10 dB���趨�豸�ı�����ƽ����������ǰ�����뱣֤���趨���������£��ܹ����ͼ1��ʾ�ı������ϵ�Φ6 mmƽ�ס�
��2�����öԱ�����У���ھ�̬�£�ÿ��̽ͷ���������ζ��Ա������ϵ�ƽ�ף��������ź���������Ϊ�豸�Ĵ�����ƽ���������ʱ��ѡ���ʵ���ת�١��ֹ�ǰ���ٶȼ��豸�����ظ�Ƶ�ʣ��Լ������������С�ֲ�ߴ硣
���ô���Φ6 mmƽ��ģ��ֲ�ȱ�ݵĶԱ����ܵ����豸�������������������̽���ٶȽ����豸У�飬�Ա���������3��ͨ������豸�������ϵ��˹��ֲ�ȱ�ݾ��ܺܺõļ����ͼ5����
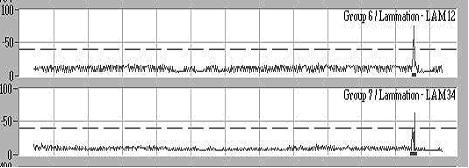
ͼ5 �Ա�����У��״����
5.2 ���գ�ȱ�ݴ��÷�����
���ȱ�ݵĻز���ӫ��������ʾ��ȱ�ݲ��ߣ����ڻ���ڱ��˹��ֲ�ȱ�ݻز�ʱ����֧�ֹ�Ӧ��Ϊ����Ʒ�������ֶ��������ݲ�����ȷ���ֲ�ȱ�ݵķ�Χ�����ֲ�ȱ�ݵ����������С�ڱ���Ӧ������������Сȱ���������˷ֲ�ȱ�����������ڵģ����������зϡ�
5.3 Ӧ��Ч��
���ֳ�ʵ�ʼ����֤���˼�ⷽ����ȫ�ܹ���������û���Ҫ��Ŀǰ���˷����Ѿ������Ӧ���ڹ���ֲ�ȱ�ݵij����������Զ���⣬��ȫ������������Ҫ��ļ��Ч�ʣ�ͬʱ��֤�˼�����Ŀɿ��ԡ�
6 �� ��
��1�����ֲ�ȱ�ݱ�������ݲ���ֱ���䡣�趨��̽��ϵͳ��Ҫ�������ܹ���Ч�ؼ��������ϵ�Φ6 mmƽ�ף�ģ��ֲ���˹�ȱ�ݣ��ֹ��е�ʵ�ʷֲ�ȱ�ݣ���֤̽�˽���Ŀɿ��ԡ�
��2�����ֲ�ȱ�ݵ�բ�ſ��Ը��ݸֹܹ����ò�ͬ�����÷�����ͨ���������ֲ�ȱ�ݵ�բ��������һ�ν��沨��һ�εײ�֮�䡣���˹������������Ƚ�Сʱ��һ��С��2 mm�������Խ����ֲ�ȱ�ݵ�բ��������һ�εײ��Ͷ��εײ�֮�䡣
��3��Ŀǰ�����ּ�ⷽ���ܼ��ĸֹ���С�ں�Ϊ5 mm�����ں�С��5 mmʱ�����Ч�����Ǻ��ȶ�����ˣ������û�ǩ������������ͬʱ���Լ��ֲ�ȱ�ݵĸֹܱں�Ӧ˫��Э�̡�
7 �����
[1] API STD 5T1.Standard on Imperfection Terminology[S].1996.
����˳��1969-�����У�������ʦ���Ƴ�����Ҫ���¸ֹ������⼼������������