ij������һ̨4M32�ͽ�¯��ѹ��������������ʱ�����������¶ȳ�������������Χ��ϵͳ����ͣ������鷢�ֿ��������һ��ʮ��ͷ�����ѡ���ʮ��ͷ������Ϊ20Cr������·��Ϊ����ë��→����→�ֳ�→����̽��→������Բ��������→��̼→���→����������→����→���→�ػ�→ĥ��Բ→�ŷ�̽�ˡ�ʮ��ͷ����Բ��140mm�����Ŀק�30mm�������˼��м����һ�����ֱ��ͨ���Ϳ�6-��10mm��Ϊ�˲���ʮ��ͷ�����ѵ�����ԭ���ĶԶ��ѵ�ʮ��ͷ���Ӻ�۶Ͽ���ò����ѧ�ɷ֡���ѧ���ܼ�����֯�ȷ������ʧЧԭ������˷�����
1 �����������
1.1 ��۶Ͽڷ���
����λ�÷�����ʮ��ͷ��Լ1/2���ȴ��� ��Ͽ��м䲿�ִ�ֱ��ʮ��ͷ�����ߣ����м�ƽ�������������Ͽ�û�����Եĺ�����Ա��Σ���ͼ1��1����ʾ���ڶϿ��Ͽ��Կ��������෴λ�õ�ƣ���������ڵ��͵�˫������ƣ�ͶϿڣ����Ҳྶ���Ϳ�����Բ���ɴ������н���ƣ��Դ������������չ�ı���״ƣ�������ߣ���չ��ͶӰ���Լռ�Ͽ������1/2������ʮ��ͷ�����ߴ�Լ��60°��ƽ̹������Լ�ɼ������ƽ��ߣ�����ྶ���Ϳ�����Բ���ɴ�Ҳ�����н���ƣ��Դ����������չ�ı���״ƣ�������ߣ���չ����ʮ��ͷ�����ߴ�Լ��40°����ͶӰ���Լռ�Ͽ������3/10������˲����λ���м�ƫ��Լ22 mm������ֲڣ������Լռ�Ͽ������1/5�����������չ���������������ƣ�ͺ��IJ���ͬʱ��������չ�ٶ�Ҳ��һ�������ԶϿ��ϵ�����ƣ����չ������ȫ�Գƣ�ʧЧ���ȴ��Ҳ��ƣ��Դ��ʼ����������Χ��չ�����⣬��˲������ռ�������Կ�����ʮ��ͷ������Ӧ�����г̶Ȳ��Ǻܴ�˵���������û�����⡣��ƣ��Դ�������Ϳ�����Բ����Ĺ��ɴ����й۲죬�ɿ����дֲڵij������ۣ���ͼ1��2������3����ʾ��������в��������Ϊ����1.5×30°mm�������Ҫ��ΪR3mm���˴�û��Բ�����ɣ��ᵼ��Ӧ���������������ֲڵ���ʹ���ɴ��γ����఼�ۺͼ�ǣ����ڸô��γ����ص�Ӧ���������������ڸô��γ�ƣ��Դ��



��1�� ��2�� ��3��
ͼ1 ʮ��ͷ����۶Ͽ���ò
Fig.1 Fracture macrograph of cross head pin
1.2 ��ѧ�ɷּ���
�ڶϿڱ����ؾ������ڿ���Բ�����Լ1/3�ں�ѡ���㣬��PMI-MASTER PRO�ƶ�ʽȫ��ֱ�������ǽ��л�ѧ�ɷּ�⣬�������1����Ȼ���仯ѧ�ɷַ���JB/T 6908—2006���ݻ�ʽѹ�����øֶͼ�������20CrҪ��Ӧ�ų����ڲ��ϳɷֲ�����Ҫ�����ɶ�����һ���ء�
1.3 ��ѧ���ܲ���
��ʮ��ͷ�������Ͽڴ����õ�����и��ȡ������������ȡ��������Ϊ1/2�ں�ͬʱ�����㹻�ij���ĥ���ӹ������������淶�ӹ��ɱ���������WE-30��Һѹʽ���ܲ���������ϲ��ԣ��������2��ʾ������JB/T 6908—2006���ݻ�ʽѹ�����øֶͼ�����Ҫ��ı�ֵ����Ӧ�ų�������ѧ���ܲ�����Ҫ�����ɶ�����һ���ء�
��1 20Crʮ��ͷ����ѧ�ɷ�(����������%)
Table 1 Chemical composition of the 20Cr cross head pin (wt%)
|
Ԫ��
|
C
|
S
|
Si
|
Mn
|
P
|
Cr
|
Ni
|
Cu
|
|
ʵ��ֵ1
|
0.199
|
0.0055
|
0.212
|
0.590
|
0.0054
|
0.847
|
0.0252
|
0.0616
|
|
ʵ��ֵ2
|
0.204
|
0.0050
|
0.217
|
0.581
|
0.0050
|
0.840
|
0.0265
|
0.0606
|
|
��ֵ
|
0.18~0.24
|
≤0.035
|
0.17~0.37
|
0.50~0.80
|
≤0.035
|
0.70~1.00
|
≤0.30
|
≤0.20
|
��2 ʮ��ͷ��������ѧ����
Table 2 Mechanical properties of the cross head pin samples
|
|
ReL/MPa
|
Rm/MPa
|
A/%
|
Z/%
|
|
����ֵ
|
458
|
725
|
19.2
|
62.8
|
|
��ֵ
|
≥390
|
≥635
|
≥13
|
≥40
|
1.4 Ӳ�ȼ��
��HR-150A������Ӳ�ȼ��ϲ���ʮ��ͷ����Բ����Ӳ�ȣ�����Ϊ60��61HRC,����ͼֽ57��67HRC��Ӳ��Ҫ���ڶϿ�������HL-80������Ӳ���Dz���ʮ��ͷ���IJ�Ӳ�ȣ�����Ϊ215��202��197HB���ڽ����Կ鱳������HB-3000�Ͳ���Ӳ�ȼƲ��ԣ�����Ϊ209HB,������JB/T 6908—2006���ݻ�ʽѹ�����øֶͼ��������涨≥190 HBS��Ҫ��
1.5 ����֯����
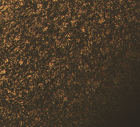
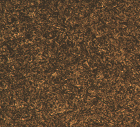
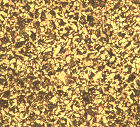
�ԶϿ�ƽ̹�������²��õ�����и��ȡ��50×10×10mm�����������淶�Ʊ�������������4%����ƾ���ʴ���ڹ�ѧ�����¹۲죬��ͼ2��ʾ�������ȴ���6����ͼ2��1��Ϊ��̼��������Բ��������֯���ػ�������ӿ�״̼���ͼ2��2��Ϊ��̼�����IJ����ɴ�������֯���������壬ͼ2��3��Ϊ�����IJ�������֯�������������壬������������֯�仯����̼����Ϊ1.4mm������ͼֽ≥1.2mm�ļ���Ҫ��
��1�� ��2�� ��3��
ͼ2 ʮ��ͷ������������֯ ×100
Fig.2 Microstructure of cross head pin ×100
2 �����뽨��
�����������������ʮ��ͷ����˫������Ӧ�������²���ƣ�Ͷ��ѣ�������ƣ��Դ�����Ϳ�����Բ������ɴ�������˲�������м䣬���ڵ��͵�˫������ƣ�Ͷ��ѡ������ʧЧ��ԭ�����£�
1) �Ϳ�����Բ������ɴ�û�а�ͼֽҪ��ӹ�R3mmԲ�Ƕ��Ǽӹ�Ϊ��С�ĵ����ҵ��DZ���ֲڣ������Եİ��ۺͼ�ǣ��γ�Ӧ�����������ڴ�����������������С���ơ���ʮ��ͷ������ʱ���м�����ϵ�����Ӧ������м��Ϳ״��������ȿ�����չ�����յ���ƣ�Ͷ��ѡ�����ʮ��ͷ�����ѵ���Ҫԭ��
2) ��ʮ��ͷ�����������������ƽ�е�ĥ�ۣ�˵����������չ��һ���̶Ⱥ������������������Ĥ���ƻ��������������ĥ�������ı����γɾֲ���ŤתӦ����������ʮ��ͷ����ƣ�Ͷ��ѡ�
�����������أ���������¸Ľ����飺
1)���ӹ������ϸ���ͼֽ������Ҫ����У�ȷ���Ϳ�����Բ�������Բ�Ǽ�����ֲڶȷ���Ҫ����ǿ�Ըò�λ�ӹ������ļ�顣
2) �ڴ��ǰ���ȴ�������ԱӦ����Ϳ�����Բ������ɴ����������м�2���Ϳ�4�����ɴ�Ӧ����ͼֽҪ�����ޡ�
3)ʮ��ͷ���ӹ���Ϻ�Ӧ����������ŷ�̽�ˣ�Ӧ������������ϴŻ����ص�����Բ������Ϳ�����Բ�������Բ�Ǵ���
4)��װ��ʮ��ͷ��ʱ��Ӧ���Ϳ���ˮƽ�����45°���Ա����������������غɡ�
5)ʹ�÷�Ӧע�����͵���ѹ�仯������ѹ��ʾ����������Χʱ��Ӧ����ͣ����飬�Ա������������ȫ�¹ʺͽϴ���ʧ��
�ο����ף�
[1] ׯ ɭ, ���ٻ�, ������. 45��ѹ����������ѷ���[J].�����ȴ���, 2011, 36(9): 122-123.
[2] ��־��, ����. ����ʽѹ����������˨����ԭ�����[J].�����ȴ���, 2011, 36(9): 126-128.