�봫ͳ�ӹ���ȣ�����ӹ������߱��ڶ�����ƣ��ѹ㷺Ӧ���ڹ�ҵ�����������и��ס���̡���ꡢ��Ƭ���ӹ�����ά���͡����ӡ�ë���ȵȡ����ż��⼼���IJ��Ϸ�չ��Ӧ�����������������и���ĸ߾��ܶȺ߸����Եļӹ��������ֲ��ռ����ƶ���ͳ��ҵ�ĸ���������
Optimet ���صļ����⼼������˴�ͳ��⼼�������������⼼�������IJ��㣬ʹ�ü���ӹ����������ڹ���ֱ���������۽���ԭ����ӹ����������ȱ�ݣ����Կ��١�ȫ���չ�֣���������˼ӹ������Ͳ�Ʒ�����ĸĽ��ռ䡣
����Ϊ�Լ����̵ķֱ���ͼ�ν��м��İ��������˵����Optimet����λ�ƴ������ڲ�����ͼ�η���ļ�⼼��������
��������Conopoint-10������ƥ��25mm��16mm��ͷ��
.jpg)
Conopoint-10����16mm��ͷ
����һ
.jpg)
������3Dɨ��ͼ ���������ؿ����ṹϸ��
.jpg)
Viewer����������� ����б�½Ƕ�180-177.278=2.722°
.jpg)
Viewer����������� ����б�½Ƕ�2.6002°
����������ͼ�ж����Կ�����б�µĿ�ʼ���֣���һ����ͬ�ǶȵĶ��¶ȣ���ԼΪ8°��ͬʱ��խ�۵ĵײ����沢��ƽ̹����Щ�����Ǽ����̹�����ߵ���̬��ɡ�
������
.jpg)
����������ͼƬ����X��Y��������ķֱ���ͼ����
.jpg)
����X�����3Dɨ����
.jpg)
����X�����Viewer�����������
�������������5�ż����ϵ���״������̵ıȽ���������5�����µ���״����Ԥ�ڡ���ϵͳ��Z��ֱ��ʸ��ڵ�̲�Ʒ�ı��ֵ�����Կ���ȷ����������������Ǽ�����ϵͳ��ԭ����ɡ��±�Ϊʵ������ȡ�
.jpg)
����Y�����3Dɨ����
.jpg)
����Y�����Viewer�����������
��������ͼ���Կ��������̵�������������1�ţ����Ҳࣩ�ļ����̽���������������������Ǽ�����ϵͳ��ԭ��
������
.jpg)
����������ͼƬ
.jpg)
������3Dɨ����
���ǹ�עһ����ͼ���IJۣ�����ͼ��
.jpg)
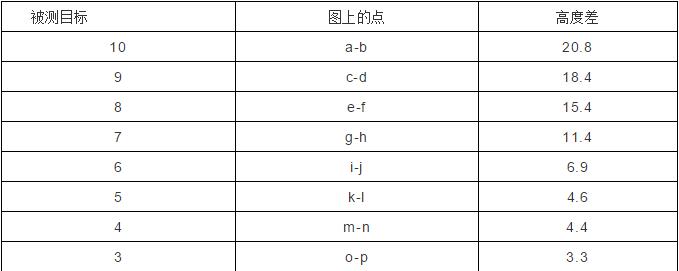
ʵ�����۵Ķ�����۵ĸ߶Ȳ���14.5~15.5μm֮��仯�����ֵΪ10μm��
.jpg)
�������ò۲۵������ڲ۵IJ۶������Ϊ9.5μm~10μm
���漸������ʵ��������Optimet����ȫϢ�������Լ��߲����ʶ���ƽ�����ļ������ƣ��ڼ�⼤��ӹ���Ʒ�����Ӧ�ã����зdz��õ�Ч����
������Դ����������ҵ��������