��ǩ��
��ϵ�����и�������������ڿ���˿���и����ʵʩ����и�Ŀ����ԣ�ͨ���Ի������б�Ҫ�ĸĽ����䱸�������õij�ˢϵͳ��ˮ�����黯Һ����DK7732�Ϳ���˿���и����ʵʩ����и��ǿ��еģ��ӹ��IJ�Ʒ�����ܹ����㹤��Ҫ��
Process analysis of multi wire cutting in WEDM
Xiedonghe��Automotive engineering vocational college of mechanical and electronic engineering department of hunan��
Abstract��Combined with the electric spark line cutting mechanism, analyzes the feasibility of the implementation of many cutting cutting machine in high speed wire, through the necessary improvement of the machine tool and equipped with good performance and scouring agent emulsion in DK7732 type WEDM machine to perform multiple cutting is feasible, the quality of the products can meet the technological requirements.
Keywords��Fast wire cutting�� multiple cutting process��Implementation
һ������
����ģ�߹�ҵ�Ŀ��ٷ�չ�����ǶԿ���˿���и���ļӹ�Ҫ��ҲԽ��Խ�ߣ�Ҫ�����и�ӹ��ھ��п����и��ͬʱ����Ҫ�нϸߵļӹ����Ⱥͱ�������������и����������߱��������ͼӹ����ȵ����Ȳ�������˿���и�����ձ�ʹ�á�ʵʩʱ���ýϴ�����������Թ������д��и���Σ����ý�С�����������Թ������о��ӹ������ʹ�þ����Թ�������ĥ���ӹ���ʹ�������������ͼӹ����ȴﵽͼֽҪ������˿���и���۸���ҵ���Գ��ܡ�������DK7732�Ϳ���˿���и��Ϊ����������з������죬ʹ���ܹ�����ʵʩ����и��Ҫ��
��������˿���и����ʵʩ����и���豸����
��ͨ����˿���и���������ֵľ��������������и��Ҫ��Ϊ�˱�֤����и���ܻ������ļӹ����Ⱥͱ���������Ҫ��������ϵͳ���кܸߵ��ƶ����Ⱥ��ظ����ȣ���Ҫ����˿ϵͳ��֤��˿�ڿռ��λ����Թ̶����Լ��䱸Ч�����õij�ˢϵͳ��ˮ�����黯Һ��
1.����̨���ƶ�����
����̨���ƶ����ȼ��ظ������ǿ���˿���и��ʵʩ����и����Ҫ����������ӹ����Ⱥͱ��������ı�֤����ˣ��ɲ��ù������ܼ���������ظ����ȣ�����ѡ�ó�������ǿ��ֱ�ߵ��죬���ֵ������ƶ�ʱ�������õĵ����ԣ�����˵���Ļ�е�����ԺͶ�λ���ȣ���Ҫ���þ���ȫ�ջ����ƹ��ܵĿ���ϵͳ�Թ���̨���ƶ����п��ơ�
2.��˿�����и���ϵĿռ�λ��
��˿����һ���ĸ��ԣ���ֹʱ�����������뵼�����г�ֱ��״�����ڹ������������������������ã���������˿�ٱ仯��˿�ٴ��������Ҳ������ʻ���״�����뾲ֹʱ��λ����һ��ƫ���� ����ͼ1��ʾ�������ƫ������Ӱ�쵽�����ļӹ���״��ƫ�����Ĵ�С����˿������˿�ٵĴ�С���仯������Խ����ƫ����ԽС������˿��������̫�����Ӱ�쵽��˿��ʹ���ԡ���ʵ���и�����У��������������ڶ�̬�仯�У���˿�����Ĵ�Сʱ���ڱ仯���ᵼ����˿��ƫ����Ҳ����ʱ�̱仯�У�Ϊȷ����˿�ڼӹ���ʼ���빤��̨��ֱ���뽫��˿�Ŀռ�λ�ü����ʵ����ƣ���ͼ2��ʾ��
����ͼ1��ʾ�������ƫ������Ӱ�쵽�����ļӹ���״��ƫ�����Ĵ�С����˿������˿�ٵĴ�С���仯������Խ����ƫ����ԽС������˿��������̫�����Ӱ�쵽��˿��ʹ���ԡ���ʵ���и�����У��������������ڶ�̬�仯�У���˿�����Ĵ�Сʱ���ڱ仯���ᵼ����˿��ƫ����Ҳ����ʱ�̱仯�У�Ϊȷ����˿�ڼӹ���ʼ���빤��̨��ֱ���뽫��˿�Ŀռ�λ�ü����ʵ����ƣ���ͼ2��ʾ��
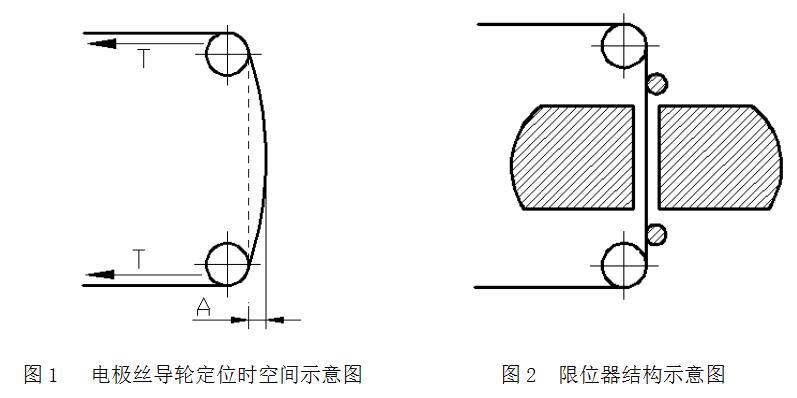
��λ������Ӳ�ʺϽ����ĥ�����Ƴɣ�Ҫ��װ���㡢�ɱ��͡�ʹ��ʱ��λ������˿�Ӵ�Ҫ��0.1mm���ҵ�ѹ������ѹ��������ʹ��˿�빤��̨�Ĵ�ֱ�ȳ��ѹ������С������λ�����ã��ڵ���ʱѹ����ʱ����У˿������У�ˡ���λ���ܽ���������˿�����������ڼ�С��Χ�ڣ���ȱ���Ǹ߶ȷ����ܵ����ƣ����ܼӹ��Ϻ�Ĺ���������Ҫ���ڵ�����λ������˿��ĽӴ�λ�����ӳ���ʹ��������
ͬʱΪ�˿�����˿���ɽ��̶ȣ��ɸ���˿��װ�����Ž�װ������֤��˿��������ʼ�վ��к��ʵ���������֤��˿ʼ�������ڵ����ϣ���ͼ3��ʾ��
.png)
ͼ3 �ش�ʽ����������ʾ��ͼ
3��������˿��
�ڽ��ж���и�ʱ����˿�ֱ����ζԹ������дּӹ����뾫�ӹ������ӹ�����ˣ��䵥���ŵ�����Ҫ��С�������ú��ʵ�˿����������˿�����е���
4����һ���и��ٶ�Ҫ�ϸ�
��Ȼ����и��������˿���и���Ͼ���ʹ�ã����ڿ���˿���и����Ӧ�õý��٣���ԭ���ǵ�һ���и�ʱ�ļӹ��ٶȽ���������ʹ�ö���и��ƽ���ٶȼ����������Ͳ���С�����������õ�ƽ���ٶȼ�����������ز�����Ȼ������ͨ�����ö���и�նԼӹ�������о�������ߣ����Բ����ߵIJ���ˮƽ���豸Ҫ��ϸߣ��Բ�ע��ͻ���ֹ������ϵ����������֤������ɵ�һ���и��ٶȲ������õýϴ��ԭ���Dz������黯��������Һ�����и�����ȴЧ����ϴ�����ܲ�ڲ��ýϴ���������и�ʱ��ʴ������ŵ�ͨ����ʹ�ŵ�ͨ�����ܼ�ʱ�����������и�ȶ���˿��
5�����õĹ���Һ��ˢϵͳ
����˿���и���������и�ʱ������2��3A�ĵ������зŵ��и��ʹ���ȼ��ܶȶ��ϴ���黯��������Һʱ���䴫��ϵ��С����˿��ȴ�������ڷŵ�����ĸ����£��黯���е�̼����������ʴ��ճ���ʮ�����Ľ�״���ס���߲������ŵ�ͨ������ֹ�µĹ���Һ����ŵ�ͨ����Ӱ���и��˳�����С�
��ʹ�ò����͵Ļ�����ˮ������Һʱ�����и��ȶ��ԡ��к�������������������·����˿����Ⱦ������Ը��ƣ��з���ֻ������������ʴ���ԭ���ǹ���Һ����������̼������Ҿ����õ������Ժ�ϴ���ԣ��ܱ�֤��˿���и�����еõ���ֶ����ȵ���ȴ����ˣ��ɲ��ýϴ����������Թ������п����и�����������ʹˮ�����黯Һʱ���и�60mm��ȵĸֹ��������и�����ɴ�8A�������и����ƽ�ȡ�
�������л����ֹ���Һ�ij�ˢ�����и��ٶ�Ҳ�нϴ�Ӱ�졣��ˢ����С����ʴ�����Ա����ߣ���ʴ���γɵ�ֱ���ͽϴ����˷ŵ�ͨ���Ķ�����������˿�и�ʱ���ܱ������ȴ����ȴ��������˿����ˢ��������и�����˿������ʹ�и��ø��Ӳ��ȶ���
��������˿���и��ʵʩ����и�ļ���Ҫ��
�ڿ���˿���и����ʵʩ����и�գ��������������⣬��Ӧע�����м����������
1��ʵʩ����и�ǰ������ݹ�����ȡ��������������ֲڶȼ�����Ҫ��ȹ������������Ӧ�ļӹ��������и���������������䡢��ѹ�ȡ�
2���ڹ���Һѭ�����ڼ�װֽ�ʹ���װ����ά�ֹ���Һ�����ȣ��ӳ���ʹ��������ʵ��ʹ��ʱ�ɰ�ʵ��ʹ��ʱ����ۼ�ֵ���ڸ���ֽ�ʹ���װ�ã����ɹۿ�����Һ��ɫ�����б������ķ������жϹ���Һ�Ƿ���ã������Ӱ���и��˳��ʵʩ��
3�����и�����У�������˿����Ҳ����ŵ����ġ����ˣ������俹��������ͨ�������½����������и�����ж�·����˿���������¹������ϣ���ˣ��������˿�Ĺ���������ʱ���м�أ������и������ʱ�䶨�ڸ�����˿�Ա�֤�и��˳�����С�
4���ڿ���ϵͳ�ϣ�����Autocut���и���ϵͳ���侫�ȿɴ�1 ��֧�ֹ�դ�������ܣ��ܹ��Ի����Ķ�λ������ʵʱ���������ж���и�ܣ��Դ����û���ά���Ĺ��տ⣬�ɾ���ḻ�IJ��������ȸ��ݹ���������й��и������������и���Դ��Ĺ��տ��У����������߿ɸ��ݹ��������ʱ������������Ӷ�ʹ����и��ü��ɿ���
��֧�ֹ�դ�������ܣ��ܹ��Ի����Ķ�λ������ʵʱ���������ж���и�ܣ��Դ����û���ά���Ĺ��տ⣬�ɾ���ḻ�IJ��������ȸ��ݹ���������й��и������������и���Դ��Ĺ��տ��У����������߿ɸ��ݹ��������ʱ������������Ӷ�ʹ����и��ü��ɿ���
������ʵʩ����и�Ļ���
������Щ�������и�Ҫ������ѡ���˽���ij��˾������DK7732�Ϳ���˿���и�����û����������и��Դ��һ�廯���Ƽ��������ϵͳ����Autocut���и���ϵͳ����PC���Ͽ�������Զ���̡�������ʾ������������롢�ӹ����ٵȹ��ܣ��书�ܿ���ͼ����ͼ4��ʾ��
.png)
ͼ4 DK7732�����и�����ܿ��ƿ�ͼ
�ġ�С��
ͨ���ڸÿ���˿���и����ʵʩ����и��ʱ���֣�ֻҪ�Կ���˿���и�����ʵ����켰���ú��ʵij�ˢϵͳ�����и�ս��иĽ����������и��Դ��һ�廯���Ƽ�������ز������ú����������õ����ӹ���Ĺ����ߴ羫�ȼ�������������ͼֽҪ��˵���˶���и���ڿ���˿���и���Ͽ��С����ּӹ���������Ϊ��ҵ��ǩ�����Ҷ����ҹ���ӹ���ҵˮƽ����������ʮ����Ҫ��ָ�����塣
�ο����ף�
[1]������.���ּӹ�[M].��������е��ҵ�����磬2008.
[2]�ܷ��.���ּӹ��ֲ�[M].��������е��ҵ�����磬2010.
[3]�˽�����������˿���и��������и����ģ�߹�ҵ��2006��32��11����58��62.
[4]�����棬������˿������и�ӹ�����и�յ��о���Ӧ�ã���ӹ���ģ�ߣ�2003��4����45��47.
���ߣ�л���ͣ�������������ְҵѧԺ ���繤��ѧԺ��