��������������������Ҫ����ؼ��������Ҳ��������˶��������������������ĺû�ֱ��Ӱ�췢���������ܼ����������������ķ��������������кܶ�ʱ��������ѣ���ͼ1��ͼ2��������ͨ���Զ���������еĺ�ۡ��ۺͻ�ѧ�ɷݵȷ�����ۺϷ������ҳ�ʧЧ������������ѵ���Ҫԭ��Ϊ�Ժ����������ĸĽ�����ṩ���ݡ�
.png)
ͼ1 ������������Ƭ
.png)
ͼ2 �����ᾱ�����Ƭ
1.����������
��1����ѧ�ɷַ���
�����Ļ�ѧ�ɷּ���1���ӱ�1�п������Կ�������ѧ�ɷָ�Ԫ�غ������ϼ���Ҫ��
��1 �����Ļ�ѧ�ɷ֣����������� (%)
|
Ԫ������
|
C
|
Si
|
Mn
|
P
|
S
|
Cr
|
Mo
|
Ni
|
Cu
|
Al
|
|
����Ҫ��
|
0.35��0.41
|
0.20��0.65
|
1.3��1.65
|
≤0.025
|
≤0.025
|
0.1��0.2
|
≤0.10
|
≤0.20
|
≤0.25
|
≤0.01
|
|
�� �� ֵ
|
0.39
|
0.54
|
1.52
|
0.019
|
0.017
|
0.145
|
0.04
|
0.099
|
0.01
|
—
|
��2����۷���
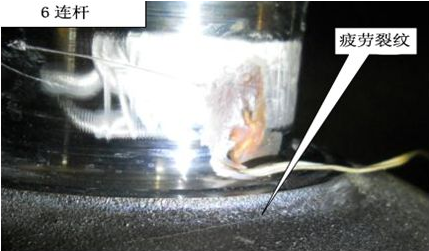
�����ڵ�3���˶���ʧЧ���������ڸ��߸��صĺ�6���ˡ�����Դ��λ�ò��ڹؼ��ĸ�Ӧ���Բ��λ�ã������ڶ������ϣ���ͼ2��ͼ5������ˣ�����λ����ʾ���ѵĸ���ԭ����������������⣬���������ڷ��������ض��ѡ�
��ͼ3��ͼ4���Կ����������ɶ�������Դ������������Դ����4���ᾱ̨�ϲ��İ���ϣ��������鷢�ֹ⻬������ƣ���ƻ�����ʾһ���dz����ƣ�������������ɴ��ƶ���Ϊ�Ƿ��������кܶ�ʱ�������Ѹ����չ�������ѡ�����˲���������С�������ж�������ʹ�ù������ܵ��������ò�������Ҳ˵���������ڷ���������������ѡ�
��ͼ2��ͼ3��ͼ5�п��Կ������������4���ᾱ�͵�3���˷������������ᾱ�����۽���ᾱ������ɫ�Ϻڡ����ᾱ����һ���̨�����˺ۼ�������û�л������������ᾱ�Ϻã����������ߵȺۼ���ͼ5����4%������ƾ���ʴ���֣�Բ��λ�ô����������ã��ᾱλ�������ԵĶ��δ������
.png)
ͼ3 ����λ�ú����Ƭ
.png)
ͼ4 ���Ѳ�λ�����Ƭ
.png)
ͼ5 �����ᾶ�����Ƭ
��3�������Ⱥʹ����������
��4����ֽ⡢ȡ���Դ�����м��飬ȡ��λ�÷ֱ��ͼ6��ͼ7��1#��������������״���ã�Բ�Dz�λ������������Բ���ᾱ��λ���������������Ρ�2#��������������״���ã�Բ�Ǵ�������Բ���������ᾱ��λ���������δ��ĺۼ��������δ��
.png)
ͼ6 1#����ȡ��λ�úʹ�����״
.png)
ͼ7 1#����ȡ��λ�úʹ�����״
����GB/T5617��2005���ֵĸ�Ӧ������������ЧӲ������ȵIJⶨ����ⷽ�����Դ�����Ƚ����ݶȼ�⣬���������2���ӱ�2�п��Կ�����1#��2#����Բ��λ�ô�����ȶ����㼼��Ҫ��
1#�����ᾱλ�ô������Ϊ0mm���������λ��HRCӲ�ȶ�����49HRC��
2#�����ᾱ������ȴ���6mm����ͼ7�п��Կ������ᾱ���δ����ص����Ҷ��δ���������Դ���һ�δ��㡣����2#�����ᾱ������ȼ����Ƕ��δ�����ȡ�
��2 4����������
|
����/mm
|
1#�����������
|
2#�����������
|
|
��Բ��
����
Ӳ��HRC
|
��
���Ӳ
��HRC
|
��Բ��
����
Ӳ��HRC
|
��Բ��
����
Ӳ��HRC
|
��
���Ӳ
��HRC
|
��Բ��
����
Ӳ��HRC
|
|
0.5
|
53
|
36
|
54
|
44
|
57
|
41
|
|
1.0
|
53
|
42
|
54
|
44
|
56
|
44
|
|
1.5
|
52
|
45
|
54
|
44
|
55
|
45
|
|
2.0
|
52
|
47
|
53
|
46
|
55
|
45
|
|
2.5
|
51
|
48
|
51
|
45
|
54
|
45
|
|
3.0
|
45
|
47
|
48
|
43
|
51
|
44
|
|
3.5
|
31
|
44
|
28
|
39
|
50
|
43
|
|
4.0
|
21
|
38
|
21
|
26
|
51
|
23
|
|
4.5
|
—
|
21
|
—
|
22
|
51
|
21
|
|
5.0
|
—
|
—
|
—
|
—
|
48
|
—
|
|
5.5
|
—
|
—
|
—
|
—
|
47
|
—
|
|
6.0
|
—
|
—
|
—
|
—
|
48
|
—
|
|
������/mm
|
3
|
��0
|
3.25
|
2.5
|
��6
|
2.5
|
|
����Ҫ��/mm
|
��1.8
|
��2.5
|
��1.8
|
��1.8
|
��2.5
|
��1.8
|
����������ȵļ��������3���ӱ�3�п��Կ�����Բ�Ǻ��ᾱ����������ȶ����ϼ���Ҫ��
��3 4��������������
|
����
|
1#��������������
|
2#��������������
|
|
��Բ�Ǵ�
���������
|
���
�������
|
��Բ�Ǵ�
���������
|
��Բ�Ǵ�
���������
|
���
�������
|
��Բ�Ǵ��
�������
|
|
�������/mm
|
3.6
|
4.5
|
3.7
|
3.8
|
7.5
|
3.8
|
|
����Ҫ��/mm
|
��1.8
|
��2.5
|
��1.8
|
��1.8
|
��2.5
|
��1.8
|
��4���۷���
��1#�����ᾱ������н����⣬�����ᾱ���������֯��Ҫ�ɴִ������塢������������ɣ����������γ��������塢����塢���������֯�������ͼ8���ᾱ������������̼������̼�������Լ��39μm��
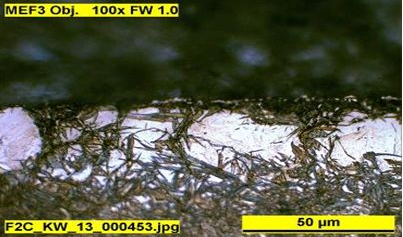
��a��200*
��b��1000*
ͼ8 1#�����ᾶ����
����������֯��ԭ����Ҫ���ᾱ������֮��ȱ�����ͣ��ᾱ������֮�����γ���Ĥ����ɶ���֮���Ħ�����������ᾱ�������ᾱ���͵����Ϳ�������ɷ����������ᾱ������֮������û����Ĥ�������������ظ�ĥ���Ӵ�����ﵽ�����£����ᾱ������֮����ҧ�����սᣬ���ᾱ���淢�����δ���»ػ𡣵��ᾱ������˲���¶ȳ����ֵ�Ac1�㣬�ᾱ����ͻ���ֶ��δ�������壬�����ᾱ�����������¶��ݶȴ�ʱ��̣�ֻ���γɸ��»ػ���֯�������Ϊʲô1#������������������壬2#�������ֶ��δ����֯��ԭ��
2.����
�ӻ�ѧ�ɷ֡���۶Ͽڡ������Ⱥʹ�����������������֯��������������ҳ�������ѵ�����ԭ��
��������ֶԶ��Ѳ�λ���������о���Ŀ�Ӽ�鷢������1�������������켸�γߴ���������������켸�γߴ磨��������λ���������켸�γߴ磩���Բ�ͬ����ͼ9����ͼ9�п��Կ�������һ���������������켸�γߴ����ƽ�ȣ����������������������켸�γߴ�������ͼֽ����Ҫ��ͼ10�����������ͼ10�п������Կ�����ʵ�ʶ��������뼼��Ҫ�����ϴ�Ӧƽ�ȹ��ɵ�ʧЧλ�ã���Ϊ�м�����״������λ�á����жͼ��������������Ե�����6����������3���˺͵�4�������������˵��ģ����Ʋ�������
.png)
ͼ9 ����ʵ�ʶ��켸�γߴ�ʾ��
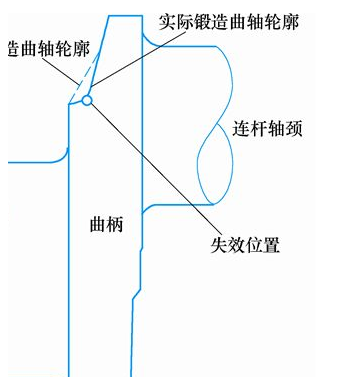

ͼ10 �������켸�γߴ�
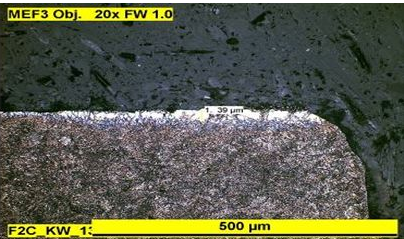
��ʧЧλ����ȡ�����������۷�����������ͼ11����ͼ�п������Կ���������������������̼������̼����ȴ�Լ��388μm��
.png)
��a��50*
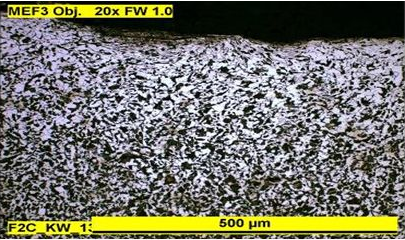
(b)200*
ͼ11 ʧЧλ�ý�����Ƭ
��̼�Ǹֲļ���ʱ����̼�������͵�������̼�����֯��������̼������̼����������ӳ�ڻ�ѧ�ɷ����京̼����������֯�ͣ���ӳ�ڽ�����֯������̼�壨Fe3C����������������֯�٣���ӳ����ѧ��������ǿ�Ȼ�Ӳ�Ƚ�������֯�͡�
����ϲ��ӹ��IJ��֣���Ƥ���֣���̼��ȫ������������ϣ��⽫ʹ�����½���ƣ��ǿ�Ƚ��ͣ����������ʹ���й���ط���ƣ����
Ϊ��֤ƣ��ǿ�ȣ���ʧЧ������������������õĵ�1���˺Ͷ��������������õĵ�6���˽�������ƣ�����顣�������4���ӱ�4�пɿ��������������������õĵ�6����ƣ��ǿ�ȣ�ʧЧͼ��ͼ12�����Աȶ��������������õĵ�1���˲
��4 ƣ������
|
���鲿λ
|
Ť��
|
ʵ��ѭ������
|
������Ҫ��ѭ������
|
|
1����
|
3870
|
1,931,511
|
1×107
|
|
6����
|
3870
|
526,733
|
1×107
|

��a��ʧЧλ����Ƭ
��b��ʧЧλ�÷Ŵ�ͼ
ͼ12 6����ʧЧͼ
3.�����ʩ
��1���Ľ�ģ�ߣ����뼼��Ҫ����λ�ý��иĽ���
��2����ֹ��̼����ֹ��̼�ĶԲ���Ҫ�����¼����棺��������ʱ�������ܵؽ��ͼ����¶ȼ��ڸ����µ�ͣ��ʱ�䣬������ѡ������ٶ������̼��ȵ���ʱ�䣻��ɼ������ʵ��ļ������գ�ʹ�������Ի���ñ�����������ȣ�Ϊ�˿ɸĽ�����¯����ѹ���ӹ������У������ΪһЩżȻ����ʹ�����жϣ�Ӧ����¯���Դ������ָ�����ͣ��ʱ��ܳ�����Ӧ�����ϴ�¯��ȡ������¯���£����¼���ʱ���ֵı������ø����PͿ�ϱ����Է�ֹ��������̼��
4.����
��1��ƣ�Ͷ���Դͷ��������Ʋ������ı�������Ǽӹ��ʹ���Բ�ǰ뾶�����������Ʋ������ı�����һ������Ԥ�ڵ�ƣ��ǿ�ȣ����Ա����ڲ�Ʒ����м������ӡ�
��2���ڶ�������еĿ���ˮƽ�����²�Ʒ����̼ƫ�ߣ�������֯���IJ���֯�����ϴ�IJ��죬Ҳ��Ӱ���Ʒǿ��ƫ�͵�һ�����أ������ǿ��Ʒ�����Ĺ��̿��ƣ���֤��Ʒ�������ȶ��ԡ�
���ߣ��ֶ����ĵǺ����������˾
�쿡�塢�˾�ΰ�����濣���������ɷ�����˾
��Դ���������ӹ����ȼӹ�������־